水下管道全位置焊接过程控制专家系统
2014-09-17王德国黄继强黄军芬梁亚军
薛 龙,王德国,邹 勇,黄继强 ,黄军芬 ,梁亚军
(1.中国石油大学(北京)机械与储运工程学院,北京102249;2.北京石油化工学院光机电装备技术北京市重点实验室,北京 102617)
0 前言
管道车间预制可以采用滚轮架转动方式焊接,时刻保持焊接位置为水平位置的理想焊接状态,以获得良好的焊接质量。管道野外施工中,大部分为固定口自动焊接,即工件固定安装,由机器人来实现管道360°全位置焊接,要求其运动参数和电源参数随空间位置变化而变化,同时由于现场的不确定因素和工件组对的复杂性,要获得良好的焊接质量难度非常大。整个焊接过程离不开焊工现场紧盯和实时调整控制,对人的依赖性很大,并需要高水平的焊工。
在不友好、很难到达或危险的环境焊接时,如核电厂、深海底、空间站或外星球的环境中,焊接环境复杂,焊接质量要求高,要求高水平焊接专家和焊接工程师亲临现场实施焊接作业,才能够有效保证焊接质量,使得从事其作业的代价太昂贵、太危险,因此,研究开发水下焊接机器人的实时控制专家焊接系统,代替人执行水下高压危险环境的作业是非常有意义和必要的。
1 焊接过程控制专家系统研究现状
水下管道的全位置焊接的专家系统,要代替人工现场焊接操控,以上专家系统的研究成果不能够直接应用于该实时过程控制中,而需要过程控制的焊接专家系统。
焊接过程控制是焊接ES的重要发展方向,这方面的研究工作较为复杂,未见成熟的产品,国外在这方面做了许多探索,取得了一定的成果。如美国的焊接研究所(AIW)与国家标准技术研究所(NST)联合研制的焊接工艺制定与实时监控系统Weldexecell,它适用于船舶业机器人焊接,包括离线工艺制定和在线工艺监控两部分。在离线的情况下,可完成工艺规划,包括绘制焊缝符号、进行焊接接头设计、选择焊接材料、计算预热温度、编制焊接工艺指导书。离线生成的工艺被直接送往车间的机器人进行焊接控制。焊接时,控制器借助于多种传感器检测机器人焊接参数,并依据已制定的工艺参数,调整参数偏差。美国通用数字公司的NEWCS用于军舰小批量的自动焊接,分焊前、焊接过程和焊后三部分,焊前完成接头设计、焊接方法选择、材料选择、工艺制定等任务,焊接过程中通过传感器监视焊接工艺的执行,焊后进行故障诊断及焊缝检查分析。
上述两个软件将离线工艺焊接和在线实时控制相结合,对焊接生产的集成化进行了有益的探索,但就其内容而言所做工作只是针对已经拟定的工艺参数进行控制,还不是真正意义的专家系统。比较而言,美国AdaptiveTechnologies公司的Camtech 1000和Adaptitech 1000则具有真正的实施性,该系统可完成零件的定位、焊接操作、质量检查等功能,焊接过程中,系统根据来自传感器的光、温度、电弧的信息,自动调整焊缝的轨迹、线能量、送丝速度、摆动参数等,并可优化多道焊接参数。另外,日本的NKK公司开发的焊接专家系统可以给出最优化的焊接参数,进而控制焊接设备,以保证恒定的熔深及焊道高度。2005年,北京石油化工学院开始研究管道全位置焊接专家系统,于2009年获得国家863项目的资助,并在一些企业获得应用,取得了一定的成果[2]。
2 水下焊接过程控制参数
2.1 陆地管道全位置焊接过程参数
陆地上常压焊接对于管道铺设的固定口焊接而言,其过程包含了平焊、上坡焊、下坡焊、下向立焊、仰焊、上向立焊四个焊接过程,管道这种状态的焊接被公认为最有代表性的全位置焊接,各位置熔池受力情况不同,因而熔池形态也有差异,对成形的影响也不一样,这就是管道全位置焊接。
管道全位置焊接中为有效解决不同位置的焊接质量问题,国内外厂家通常把圆周分成有代表性的八段,分别研究这八段的焊接参数,如图1所示。八段焊接状态分别为(逆时针旋转焊接):A是0°平焊,B 是 45°上坡焊,C 是向上立焊,D 是 45°上坡焊,E是仰焊,F是45°下坡焊,G是向下立焊,H是45°下坡焊。以此来模拟管道全位置焊接,把八段位置对应参数固化到焊接机器人的数据库管理系统,这就是简单的焊接专家过程控制系统雏型。

图1 管道全位置焊接八段位置状态示意
使用机器人进行全位置焊接,体现到每个焊接位置的焊接有两种参数:一种是机器人的运动参数即机器人焊接速度、焊枪摆幅、焊枪摆速、焊枪左滞时、焊枪右滞时;另一种是焊接电源参数,即焊接电流和焊接电压;同时再有考虑机器人运行相对于管道角度的位置参量。这样可得到机器人实时控制焊接的状态空间表示法

此即为机器人陆地上常压焊接状态方程。管道全位置焊接时,通过匹配合理的参数和相应规范,可有效解决管道全位置焊接质量问题。
2.2 水下管道全位置焊接过程参数
水下焊接过程控制参数与水下焊接工艺方法有很大关系。当采用水下常压干法焊接,其焊接工艺参数与陆地上焊接工艺参数相同,但是由于这种工艺水下密封困难,应用较少。水下湿法焊接有其独特的焊接工艺。目前国内外应用较为成熟的是水下干法高压焊接,它是本研究重点分析的内容。
张兰花用一颗赤诚的心,连续五年参与了师团“5000致富带动工程”,与女职工郭艳英结成帮扶对子,使其成为团场“脱贫致富标兵”。在她的带动下,连队25名职工成为团场科技致富的“领头雁”。她通过自学获得了第二师颁发的“高级农艺工”证书。
水下高压焊接过程的实时控制,除了需考虑焊接参数如电流、电压,机器人的控制参数如移动机器人的运行速度、摆动方式、摆动幅度、摆动速度等情况外,还需要考虑水下焊接的实际情况,本研究主要采用高压干法焊接,与陆地上的焊接相比,提出了水深的焊接指标,体现到焊接中,动态排水保持局部排水罩中干式环境的气体压力,为主要的直接研究参数。这种情况与陆地上焊接相比,其他参数完全一样,只有水深问题的影响,由于水深与压力等效,所以该过程控制的状态空间可以表示

状态方程中,前七个参数尽管其物理量含义与陆地上焊接是一样的,只是值的大小有区别,不可以直接照搬套用,由于q8水深条件的限制,对前七个参量产生了较大影响,需要大量的高压焊接实验来获取数值。
3 水下焊接专家数据库设计
3.1 专家系统结构
专家系统典型结构如图2所示,它由知识库、综合数据库、推理机、解释器、知识获取和人机界面几部分组成。知识库和推理机是其核心[3]。专家系统是以知识为基础的智能决策系统,可表示为:专家系统=知识+推理。
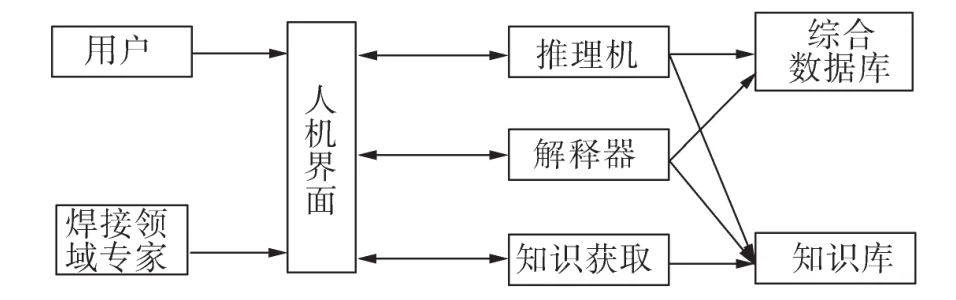
图2 专家系统的典型结构
3.2 数据库与知识库关系分析
知识库是用来存储从专家那里得到的关于焊接领域的专门知识,焊接知识主要来源是焊接专业领域知识和国家有关焊接标准[4-6],包括事实、经验、可执行操作与规则等。
数据库用于存放系统运行过程中所需要和产生的所有信息,包括问题的描述、中间结果、解题过程记录等信息。数据库的组织、数据间的联系、数据的管理等是设计数据库时需要考虑的重要问题
知识库有显式或隐式两种表示方式,即事实性知识和推理规则组成。显式表示是知识以断言或属性值的形式明显地表示在某种数据结构中,显式表示有利于提高检索效率,但表达能力不够,产生数据的需求直接与记录结构和程序相关,又多占有存储空间。隐式表示主要指以规则形式蕴含表示知识的方式,表达能力强,占存储空间少,但需要推理等过程,响应速度较慢。
通过上述比较,可见数据库与知识库之间没有一条径渭分明的界限。数据库中所包含的明显表达关系的约束条件,可视为某种低层次的知识;而知识库中所包含的有明确定义的事实、断言和通过规则表达的某些明显的关系实际上也是数据库的内容。
3.3 过程控制参数在数据库中存储
分析前面建立的水下焊接过程控制状态方程,状态方程中八个参数描述焊接过程的实时控制参数可以直接调用控制机器人的焊机作业,因此,这些参数可以按照状态参数的直接方式存储到数据库中,如表1所示为圆周空间位置相隔90°的四个位置的状态量排布表。
数据库系统的研究目标是如何有效地存储和检索大量数据。数据库设计中,由于数据量非常大,处理状态参量时尽量把浮点参数转换成整数、字节和半个字节的方式存储,这样可以有效利用存储空间,状态参量的调用可采用指针的方式进行快速检索。
对于这些参数,在不同的深度下能够得到不同的参数组合;在同一压力的层面下,沿着管道圆周方向位置角度变化,又会产生很多参数组合。通过数据挖掘技术,可以将大量参数提出事实性的显示参数,存储于知识库中。
4 过程控制的实现
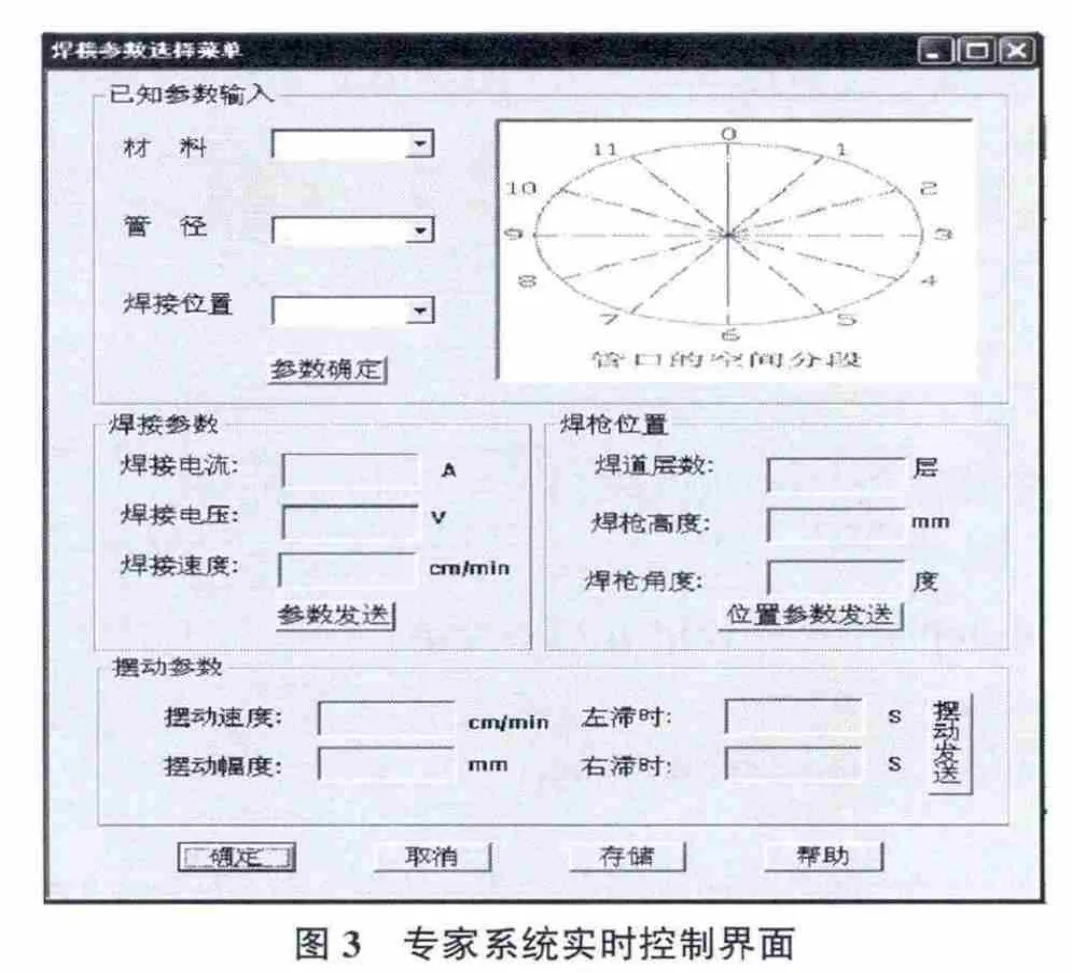
机器人过程控制专家系统的结构框架形式采用上位计算机+主控制器的构架,上位计算机主要用于专家系统管理,包括知识库和大型数据库。对于水下焊接,机器人要潜入深水下作业,考虑到长距离通讯和实时控制问题,在实际焊接作业时,采用主控制器和上位计算机分离的方案,具体做法是:通过专家系统确定焊接方案,并把数据库下载到主控制器中,与机器人本体一起安放到水下焊接作业面。操作过程通过开发的软件控制界面实现,如图3所示,具体过程如下。
4.1 数据的传输下载
由于焊接工艺的复杂性,管道焊接过程需要大量的焊接参数,如果焊接参数都使用手工输入的方式将有非常大的工作量。本软件解决了上述难题,使得焊接参数的修改、输入、传输变得十分方便,节省了时间,同时也避免了参数输入过程中因疏忽产生的错误,提高了焊接过程的可靠性和安全性。

表1 机器人焊接实时控制参数
4.2 数据的实时监控[8]
本软件与机器人控制器进行通讯,实时读取机器人中的焊接数据并显示,用户能够实时监控焊接过程中数据,避免焊接过程中的焊接错误。
4.3 数据查看、修改
有时用户需要对焊接过程中某层、某区的焊接参数进行查看或修改,如果直接查看焊接参数表既不方便又容易出错,本软件充分考虑了上述问题,在软件的设计上实现了上述的功能,方便用户的查找和修改。
5 结论
建立基于实时控制的水下焊接专家系统,解决无人可达的远距离的机器人全位置焊接有效办法,机器人的焊接参数、电源参数、空间位置参数可以用状态空间数据结构表示,它是连接机器人实时过程控制和专家系统数据库的重要纽带。
:
[1]张建勋.焊接工程计算机专家系统的研究现状与展望[J].焊接技术,2001,30(S1):11-13.
[2]薛 龙,梁亚军,邹 勇,等.全位置管道焊接机器人专家系统的研究[J].电焊机,2008,38(8):45-47.
[3]陈春红,张建勋,裴 怡.钢制压力容器焊接工艺设计与管理专家系统[J].压力容器,2000,17(3):77-80.
[4]田爱芬,陈小艺,张建勋.焊接工艺设计专家系统中的知识表示与推理[J].电焊机,2003,33(12):35-38.
[5]吴顺样,吉国力.数据库系统与知识库系统的对比分析[J].计算机工程与应用,1999(9):83-85.
[6]张 鸣.学科专题知识库的知识组织及实现研究[D].湖北:武汉大学,2005.
[7]孙亚玲,基于专家系统的导轨式管道焊接机器人的研究[D].北京:北京化工大学,2006.