热泵热水器装配检测控制系统设计
2014-08-16金慧萍杨家富张文武
金慧萍,杨家富,张文武
(1.南京林业大学 机械电子工程学院,江苏 南京 210037;2.淮安普新机电有限公司,江苏 淮安 223001)
0 引言
热泵热水器是利用逆卡诺原理,通过介质把热量从低温物体传递到高温水里的设备,是继燃气热水器、电热水器、太阳能热水器的新一代热水装置[1]。热泵热水器拥有其高效率、低成本特点使其逐渐成为“第四代热水器”的核心,是未来热水器的发展方向。目前热泵市场发展非常迅速,每年都在成倍增长,由于热泵热水器复杂的结构和繁多的生产工序,生产效率和品质受到技术水平的限制。许多发达国家,如澳大利亚、英国、法国、德国、日本、马来西亚等,由于先进的自动化生产技术,包括空气能热水器在内的热泵产品已进入了大多数家庭[1];在国内,热泵热水器的生产正处在发展阶段,大多数热水器厂家的生产过程以手工操作为主导,或者依靠一些简单的设备来操作,由于加工工艺分散,严重影响了生产效率。针对热泵热水器生产的特点和所存在的问题,需把所有的加工工艺集中化、技术加强化,因此设计了一套完全具有自主知识产权的自动化热泵热水器装配检测生产线,以实现其自动装配和检测功能。
1 热泵装配检测线线体结构和工作流程
1.1 线体结构
热泵热水器的生产过程要经过许多装配检测工序,其生产过程中主要的装配检测工序有:放底盘、安装压缩机、固定焊接、抽真空、卤检、氦检、和热水器性能检测,装配检测完毕后,再经过清理、贴标牌、打包后才完成生产。在传统的生产中,这些工序比较分散,需要更多的场地、劳动力,检测技术的效率比较低,为了能将所有工序集中统一,实现全自动的装配检测,根据生产技术要求,设计了一条全自动装配检测生产线,以解决工序不能统一的问题,并且将抽真空和性能检测等复杂的工序简单化、效率化。由于热泵装配检测的不同工序和不同技术要求,把线体设计成四段,每段线体完成对应的装配检测工序,这样使得装配具有较强的针对性,以提高线体的可靠性和稳定性。
设计的热泵装配检测生产线线体总长约为38m,结构简图如图1所示。前链板线主要完成上线、安装压缩机、焊接、抽真空、卤检、安检等工艺,其中抽真空工艺是由一条抽真空环形线完成,对经过链板线上抽真空位的热泵随动抽真空;前滚筒线主要对热泵装置自动检测,与六工位检测台一起完成对热泵性能检测;后链板线完成二次安检、卤检、清洁等工艺;后滚筒线完成对边、打包和下线三项工艺。线体能有条不紊的实现生产线检测工艺。
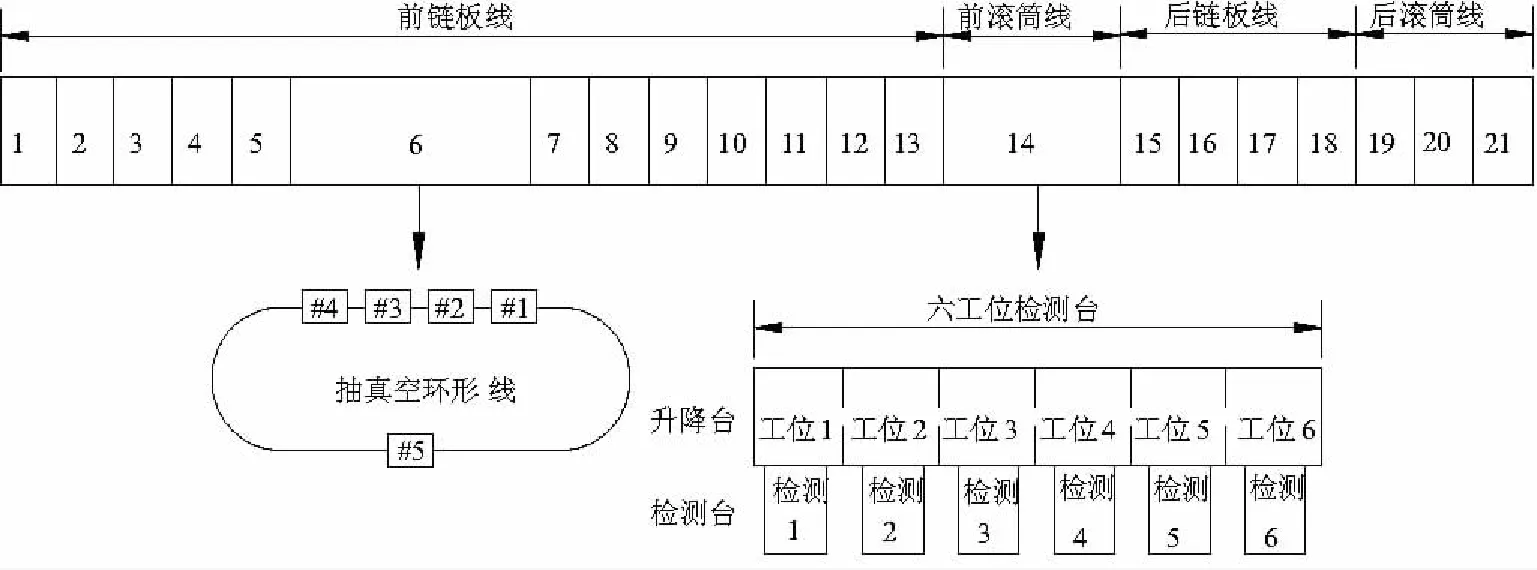
图1 装配检测线线体结构
1.2 工作流程
根据热泵装配检测生产线线体结构,在考虑到满足装配检测要求和提高生产效率的同时,合理设计了线体的工作流程:生产线开始运行时,前链板线、前滚筒线、后链板线、后滚筒线、抽真空环形线同时运行,热泵从上线开始,依次经过前链板线上的1—13号工位,每个工位由操作人员完成相关操作,热泵经过6号工位时,环形抽真空线上面的#1-#5带有真空泵的小车运行到相对应的位置,对经过6号工位上的每个热泵抽真空。抽真空过程中,链板线与环形线的速度保持一致,依次分别有4个真空小车分别对4个热泵同时抽真空。热泵经过前滚筒线工位时,滚筒线内部的6个升降台和侧旁相对应的6个工件检测台联合对经过线体的热泵实现自动或手动检测,升降台和检测台分别由电机控制进料、出料和气缸上升。线体运行时,线体每个工位上方有照明灯和指示运行状态的三色灯,工位旁边装有紧急停止按钮,以确保整个生产线安全运行。
2 控制系统组成及硬件组态
2.1 控制系统组成
系统主要控制的对象为:控制前链板线、前滚筒线、后链板线、后滚筒线运行的交流异步电机;抽真空环形线上随动真空小车;前滚筒线的六工位检测台上的6个升降台和6个工件检测台。为了实现系统的控制功能,PLC输入模块用了各种复位保持按钮、选择开关、接近开关、光电开关以实现其功能,热泵检测生产线控制系统硬件框图如图2所示。
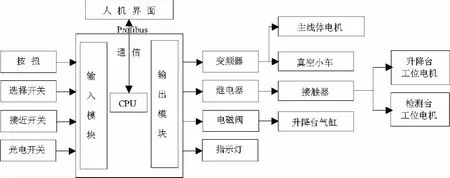
图2 控制系统硬件框图
2.2 控制系统硬件组态
控制系统的硬件组态结构为:电源模块PS307、CPU模块313C-2DP(该CPU自带PROFIBUS电缆,16位的数字量输入DI16和16位的数字量输出DO16)、数字量输入模块DI32 ×DC 24 V、数字量输出模块DO32×DC 24 V、8位模拟量输出模块AO8×12 Bit、4位模拟量输出模块AO4×12 Bit。整个电路控制系统中,有86个数字输入量,99个数字输出量,10个模拟输出量,该硬件组态满足所有点数的要求。PLC输入量有启动、暂停、进料、出料按钮,手动/自动模式选择开关,接近开关,光电感应开关,PLC输出控制线体电机,真空小车电机,气缸等电气设备。OP177B触摸屏有一个MPI多点接口和PROFIBUF-DP网络,本次采用PROFIBUS-DP与CPU通讯。
3 控制系统软件设计
PLC软件设计运用了STEP7V5.5编程软件,编程语言为LAD梯形图 、S7-GRAPH、STL语句表相结合,系统设计了手动和自动两种工作方式。手动工作方式下,在设计好的触摸屏上按各种按钮和硬件上相应的操作按钮来实现不同的操作,通过软件功能把按钮信号变为输出信号驱动对应的机构动作;在自动工作方式下,通过软件功能不断地读取各输入信号的状态值,然后根据状态值结合工艺需求作出下一步动作的判断,并输出相应的信号通过驱动电路来驱动机构动作。控制系统采用顺序控制方法进行设计,按照生产工艺的顺序,在各个输入信号作用下,根据内部状态和时间的顺序,各执行机构自动有序地进行操作。在程序设计中,整个线体都是顺序运行,真空环形线和检测台的程序设计较为复杂。
3.1 抽真空环形线程序设计
抽真空环形线上的抽真空小车要保证能同在环形线上有序运行并实现抽真空时间最大化,在程序设计中,设计了小车在环形线一侧慢速运行抽真空,在环形线另一侧小车快速返回,在环形线两端为小车能留下更多的等待时间来接上和拔出抽真空装置。软件中当一个小车处于快速位就限制其他小车均处在慢速度位,为了配合抽真空小车的运行速度,当小车检测到快变慢检测开关后,延时10s再转为慢速状态,这样就能保证小车有序、互不碰撞的运行。小车运行的程序流程图如图3所示。
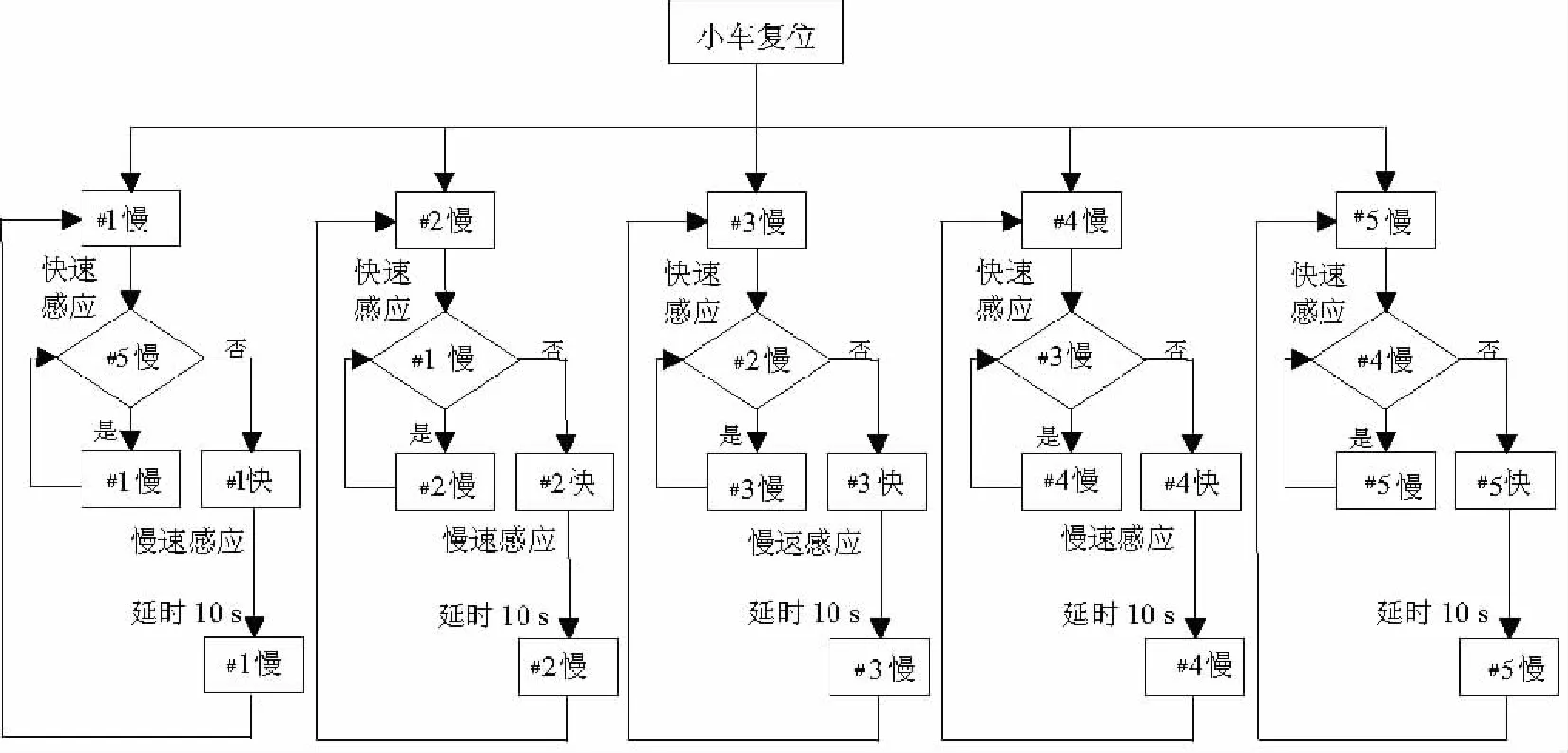
图3 抽真空环形线小车运行流程图
3.2 运行检测台程序设计
检测台的设计程序采用顺序控制,热泵运行到自动检测台,开始进料检测时,可通过操作按钮选择自动进料和手动进料两种模式:在自动进料模式下,当某个升降台光电检测开关检测到有热泵,其对应检测台上的光电开关没有热泵感应,则判断该检测工位为空闲工位,此时热泵进料,当检测完毕,按出料按钮后出料,此工位继续等待下一个热泵自动进料;在手动进料模式下,操作人员看到热泵到了升降台感应开关的位置,并且对应检测台上处于空闲状态时,按进料按钮进料,检测完毕后,按出料按钮出料。在热泵进出料过程中,整个摩擦滚台运行停止,进料出料完毕,摩擦滚台开始运行。
软件设计的热泵的进料过程为:工件进料时,升降台气缸上升,摩擦滚台运行停止,升降台电机和检测台电机正转,工件进料,检测台光电开关检测到进入的工件后,进料完成,升降台气缸下降,摩擦滚台继续运行。出料过程:工件检测完毕,按出料按钮,升降台气缸上升,摩擦滚台运行停止,升降台电机和检测台电机反转,工件出料,升降台光电开关检测到对应出去的工件后,气缸下降,摩擦滚台继续运行,工件自动检测程序流程图如图4所示。
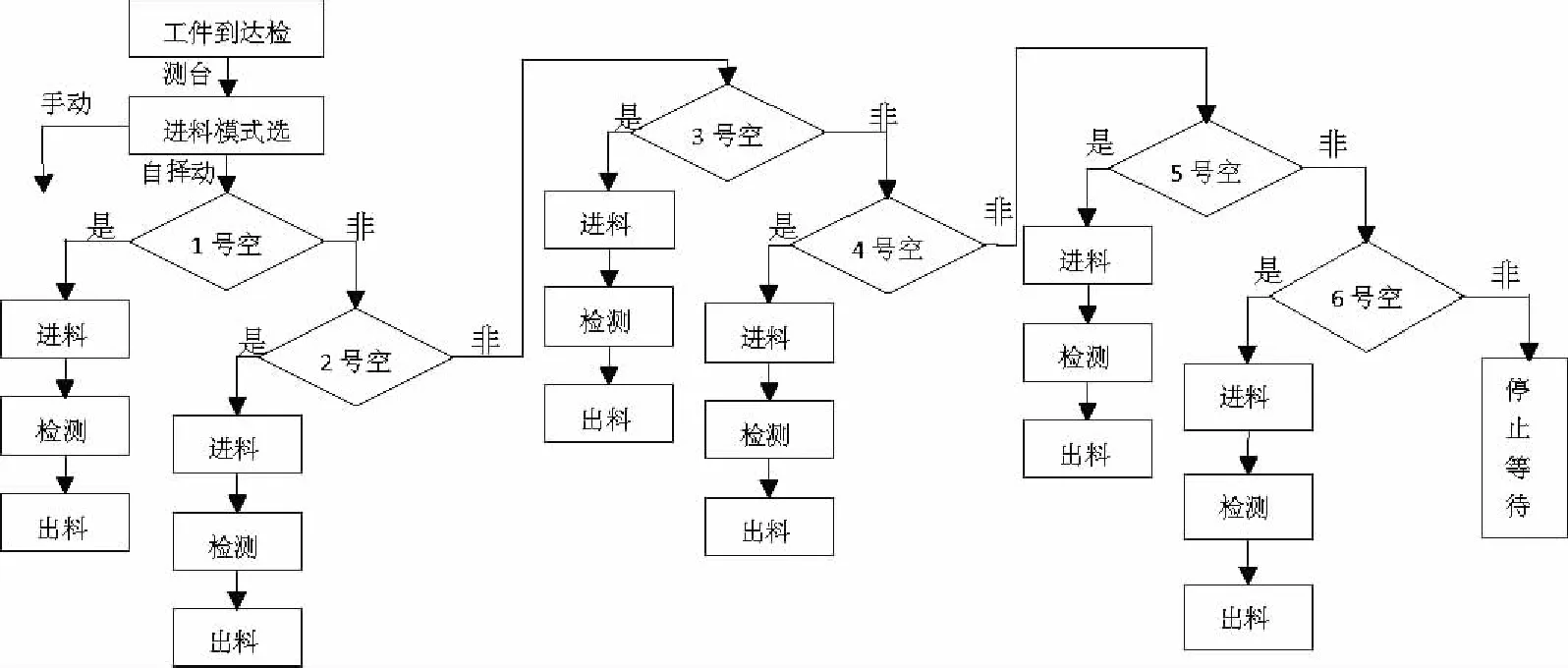
图4 检测台工件自动进料程序流程图
4 触摸屏设计
触摸屏软件设计采用WINCC flexible 2008组态软件,与编程软件STEP7V5.5集成在一起,控制系统使用统一的通信协议、数据库和组态工具。触摸屏由主界面、手动调试界面、参数设置界面、状态监控界面组成,主界面包含了生产线名称,总功率等信息;手动调试界面对所有的执行机构能执行单步调试动作,有主线体、真空小车、升降台气缸、升降台电机、检测台电机等;参数设置界面对主线体的运行速度、小车运行慢速度和快速度进行设置。在参数设置里面主要设定变频器的各频率,由PLC和D/A输出模块转换成0-10 V的模拟量输出给变频器的输入端子,调节主线体和真空小车各电机的速度;状态监控界面实时显示各线体的实际运行速度、真空小车目前的运行速度、6个工位检测台的空闲状况和检测时间监控。
5 结论
设计的热泵装配检测生产线控制系统,经过反复调试,最终达到设计要求,实现了生产的自动化,所有工位集中在主线体上完成,控制过程高度集中,易于操作,故障处理及时,运行更加可靠。设计的生产线控制系统最后投入生产,并已生产运行多日,与之前的人工手动装配检测相比,大大提高了生产效率和产品品质,由于人工的减少和自动化,可实现大批量的生产,降低了生产成本。基于本系统的工作特点,它的应用前景也非常广泛,也可以应用到其他类似产品生产的生产线上,本次生产线的设计有很好的推广价值。
[1] 中国热泵热水器(空气源热泵)市场运行态势与未来前景预测报告[R].(北京) 中国报告网,2012.
[2] 谭俊.现代PLC控制技术在工业应用中的发展[J].科技创新,2012,7:68-69.
[3] 吕品.PLC和触摸屏组合控制系统的应用[J].自动化仪表,2010,31(8):45-51.
[4] 刘文生.PLC与触摸屏的综合应用[J].辽宁师专学报(自然科学版),2009,11(1):87-88.
[5] AyeL,Charters W W S,Chairchana C.Solar heat pump systems for domestic hot water [J].Solar Energy,2002,73(3):169-175.
[6] Kamil Kaygusuz.Experimental and theoretical investigation of a solar heating system with heat pump [J].Renewable Energy,2000,21:79-102.
[7] 韩志超,桑斌修.PLC与触摸屏通讯的实现和应用[J].国内外机电一体化技术,2006,9(3):53-55.
