STEP-NC数控系统相关技术研究
2014-08-16钟建琳李树春常城
钟建琳,李树春,常城
(北京信息科技大学 机电学院,北京 100192)
0 引言
数控技术自出现以来经过近六十年的发展给机械制造业带来了巨大的变化,同时随着计算机及信息技术的快速发展,作为现代加工车间最重要装备的数控机床,其发展也应朝着开放化、智能化、网络化发展。
但众所周知,到目前为止,数控编程依然是基于G/M代码即ISO6983标准。这种标准的数控程序是面向过程的,它通过直接指定机床轴的运动来实现加工,而不包含产品数据的其他信息。因此不支持现场对产品的修改及编程,CAD/CAM系统与数控系统之间信息只能单向传输、数控程序依赖于所用的数控系统等。这些问题制约着数控系统智能化、集成化、网络化的发展。
针对这些问题,国际标准化组织ISO在STEP(standard exchange of product data model即产品模型数据交换标准)的基础上制定了CAM与CNC之间新的数据接口标准——STEP-NC(STEP compliant data interface for numerical control,ISO14649)来取代传统的数据接口标准ISO6983[1]。STEP的目的是提供一种不依赖于具体系统的中性机制,能够描述整个生命周期中的产品数据,同时保持数据的一致性和完整性。其优点如下:不需要后置处理,消除数控程序对数控系统的依赖性,极大地提高数控程序的可移植性和系统的柔性;实现数控系统与CAD/CAM系统之间双向数据交换,加工现场可得到较全面的产品信息,为网络化制造创造有利条件等。
1 STEP-NC数据模型结构
STEP-NC数控程序文件能够完整地描述产品的设计和制造信息,其在结构上可分为文件头和数据段两部分。文件头的标记为“HEADER”,主要说明加工零件的相关信息及注释,如文件名称,编程人员及日期等。数据段则以“DATA”开始,是程序的主体部分,包含了加工零件所需的所有信息和操作任务[2]。其中“PROJECT”语句是整个加工程序执行的起点,主要包括工作计划、可执行语句、技术描述、几何描述等信息,如图1所示。它与传统的数控加工程序最大的不同在于STEP-NC数控程序是面向加工对象即加工特征的。
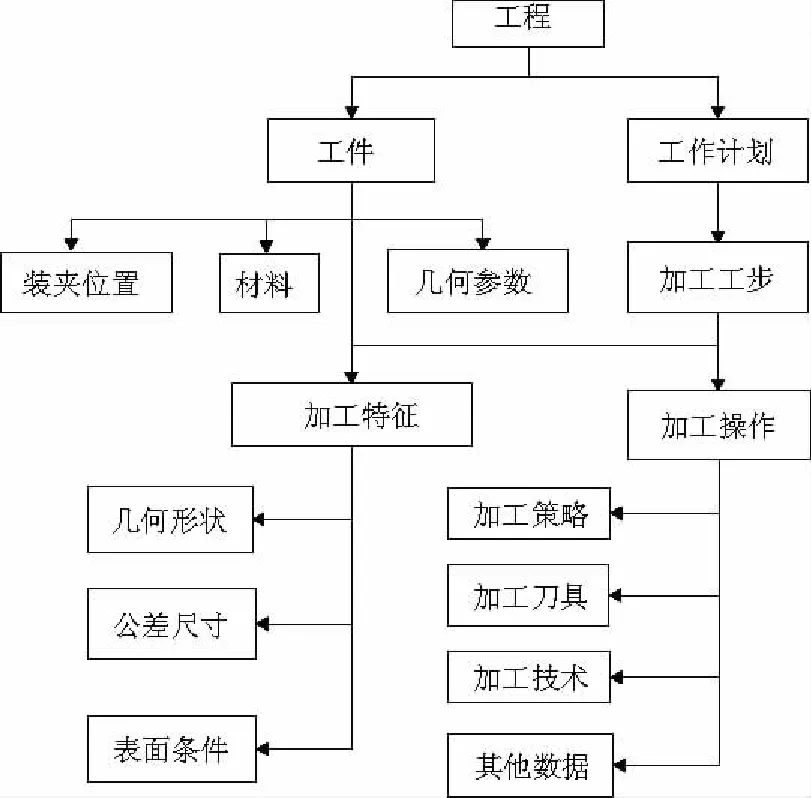
图1 STEP-NC数据模型
2 STEP-NC数控系统相关技术的研究
目前关于STEP-NC的国内外研究主要可分为两方面。1) 是有关STEP-NC标准的建立与完善,2) 针对STEP-NC的应用研究。二者相辅相从,相互促进共同提高。对STEP-NC的应用研究主要集中在以下几方面:对STEP-NC控制器体系结构的研究,STEP-NC标准数控程序的生成,对STEP-NC文件进行解释(即STEP-NC程序解释器),STEP-NC加工仿真等方面。
2.1 STEP-NC控制器的体系结构
STEP-NC控制器的体系结构大致可分为三类:传统控制器改造型、新控制器和智能控制器[3]。传统控制器改造型是在传统的CNC控制器上加上STEP-NC插件使之能读取STEP-NC文件,通过处理后生成G/M代码,再输入到现有的数控机床进行加工。这种控制器实际上并不是真正意义上的直接读取STEP-NC程序,只是将STEP-NC文件转换成了G/M代码。
新控制器自身带有一个STEP-NC程序解释器,能够直接读取STEP-NC数控程序,并按照所获取的信息,自动生成刀具轨迹,直接驱动机床运动,按顺序执行数控程序中的加工工步。这种控制器能够生成刀具轨迹,但不具备智能化功能。目前国内外对STEP-NC控制器的研究大多属于这一类。
智能控制器是STEP-NC控制器的发展方向。这种STEP-NC数控系统具有较高的智能功能,如自动识别特征、自动生成无碰撞的刀具轨迹、自动选择刀具、自动选择切削参数、检测机床状态和自动恢复,以及反馈加工状态与结果等。
2.2 STEP-NC程序的生成
对STEP-NC程序的生成研究较为深入的是国外的STEP Tools公司。其他对STEP-NC程序生成的研究有在国外ST-Developer上进行二次开发的,也有在独立开发平台上生成STEP-NC程序。
STEP-NC数控程序的生成如图2所示,可分为四步:结构设计(又称为编译预处理),特征识别,工艺规划,生成STEP-NC文件。现在大多数CAD软件都有STEP转换接口,可以输出AP203格式的文件,但AP203文件仅包括零件的几何信息,并不包括零件的制造信息。AP203文件也是由文件头和数据段两部分组成。
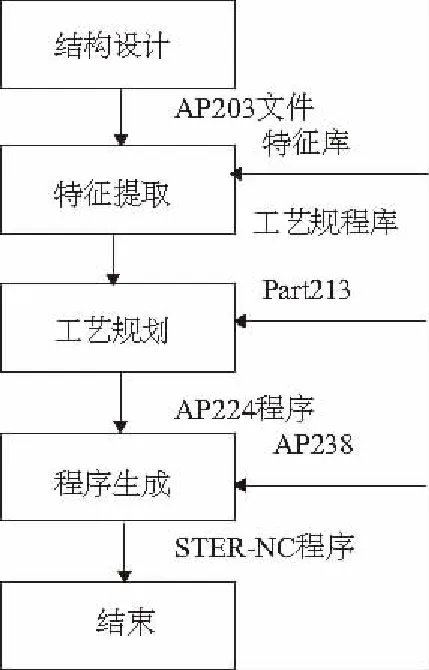
图2 STEP-NC数控程序生成流程图
首先对AP203文件进行编译预处理,生成STEP-NC文件结构。STEP-NC的头文件可通过AP203文件的文件头生成或者通过人机交互的方式生成。STEP-NC程序的数据段则是通过对AP203文件逐行读入,将每行的实体ID、实体名称和实体属性保存在结构体数据中,为特征识别做好准备。
特征识别就是根据在编译预处理步骤中保存在结构体数据中的几何信息如零件的点、线、面等根据一定的规则转换成数控编程系统中所对应的制造特征。特征识别的入口是关键字“CLOSED SHELL”。
工艺规划包括机床及刀具的选择、加工策略的制定、切削参数的选择等。STEP-NC数控系统根据所建立的制造特征,确定加工工步、操作、工艺参数等。
STEP-NC程序的生成就是通过从AP203文件中所获得的几何信息,由特征识别生成制造特征,由工艺规划形成一系列的加工工步后,将这些信息按照STEP-NC的标准格式生成STEP-NC文件。
2.3 STEP-NC程序解释器的原理
STEP-NC程序解释器用来读取STEP-NC程序,通过分析,从中逐一识别出零件加工所需的所有信息和操作任务,是STEP-NC数控系统的一个重要模块。目前有关解释器的研究也可分为两大类。1) 利用Visual C++的平台,独立开发解释器。2) 由美国STEP-TOOLS公司提供的ST-Developer环境下进行的,利用ST-Developer工具中ROSE C++类库提供的一系列C++类来创建、操作EXPRESS定义的数据。
STEP-NC程序解释器总体结构如图3所示,首先从代码中读取“PROJECT”关键词,提取加工零件所有的制造特征、工作计划与可执行语句及技术参数、几何信息等,从中过滤出几何参数、坐标、刀具、机床等数据信息,将这些信息存储到指定的数据结构中,为下一步进行刀具轨迹的生成奠定基础。
STEP-NC是基于特征的,并不直接对刀具运动进行编程,因此在STEP-NC数控系统中应以制造特征所对应的加工工步为设计单位来进行刀具路径的规划。根据STEP-NC中给出的工步所对应的进退刀策略和加工策略来规划制造特征加工时的刀具路径,将每个工步的刀具路径规划完成后,根据加工工步的顺序对单个工步的路径规划排序,再加上个工步之间的过渡路径,连接各加工工步的路径规划和过渡路径,最终生成一条连续的总体加工路径。
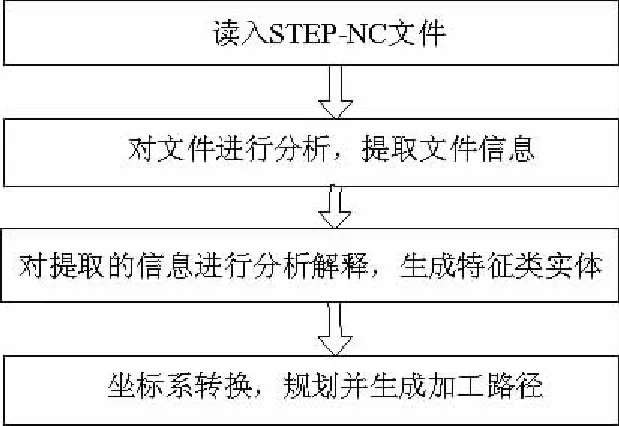
图3 解释器总体结构
2.4 加工仿真
基于STEP-NC的数控铣削系统的基本功能是输入STEP-NC程序,CNC能够识别提取出STEP-NC文件中的加工特征,并以此生成刀具轨迹[4]。该系统与传统数控系统的重要区别之一便是刀具轨迹的自动生成。因此在实际加工前对生成的刀具轨迹进行加工仿真非常必要。
这种仿真不仅可以获得与加工过程相似的真实感,直观地检验加工路径的正确性,监视加工过程,而且可以防止可能出现的刀具与工件、夹具、机床之间的干涉与碰撞,从而提高实际生产效率。在进行加工仿真步骤之前,首先要对工件及刀具建模,调用轨迹规划后生成的加工路径,运用插补算法,对刀具轨迹规划模块生成的加工路径单元逐段进行插补,并将之离散为每个插补周期的刀位点,将刀位点保存。读取刀位点数据,作为当前刀具位置,然后根据刀具的类型、位置和工件进行动态求交运算,更新刀具位置以及工件模型,显示材料的去除效果,实现仿真加工过程。
3 结语
数控技术的发展正朝着开放化、智能化、网络化发展。STEP-NC的数据模型不依赖于具体的数控系统,其数控程序具有可移植性和兼容性,因此基于STEP-NC标准的数控系统具有开放性。STEP-NC是具有产品全生命周期信息的数据模型,在企业内部,利用STEP作为数据交换标准,实现产品信息从CAD,CAPP到CAM,CNC以及PDM,ERP的无瓶颈传送,这一特性可以保证数控系统得到工件的全面信息,机床操作者在加工前就可通过现场编程界面了解到最终产品,并可以解决目前智能化数控机床面临的产品信息不全,智能算法速度慢,不能满足实时数控加工等问题。另外,利用XML(extensible markup language)可在网上方便地传输产品信息,使网络化制造成为现实。据STEP Tools公司的研究数据表明:STEP-NC的应用将使目前加工前数据准备时间减少75%,工艺规划时间减少35%,加工时间减少50%。STEP-NC刚刚起步,如果能把握时机,对缩短我国与发达国家数控技术水平的差距具有不可估量的意义。
[1] 朱晓明, 富宏亚, 王永章,等.STEP-NC数控系统若干关键实现技术研究[J].计算机集成制造系统, 2009,15(6): 1122-1129.
[2] ISO 14649-11.Data model for computerized numerical controllers: part11-process data for milling.International Standards Organization, 2003.
[3] M.Minhat, V.Vyatkin, X.Xu, etc.A novel open CNC architecture based on STEP-NC data model and IEC 61499 function blocks [J].Robotics and Computer-Integrated Manufacturing.2009, 25: 560- 569.
[4] Petra Kersting, Andreas Zabel.Optimizing NC-tool paths for simultaneousve-axis milling based on multi-population multi-objective evolutionary algorithms [J]..Advances in Engineering Software, 2009, 40: 452-463.
