造纸过程用能优化方法及应用案例
2014-08-15周艳明刘焕彬李继庚
周艳明 刘焕彬 李继庚
(1.电子科技大学中山学院,广东中山,528402;2.华南理工大学制浆造纸工程国家重点实验室,广东广州,510640)
我国造纸工业的物耗、水耗及能耗水平较高[1]。造成这种情况的主要原因之一是能量使用的优化程度和能量系统的综合利用水平较低。因此,优化造纸过程和提高造纸过程的能源效率对于造纸工业节能降耗有重要意义。
在造纸过程用能优化方面,Deshanais等以节能的观点,对比分析了干燥部的不同优化方法[2]。李玉刚等基于联立模块法,用NLP方法对纸机干燥部操作环境进行了参数优化[3],并用过程参数优化方法,对纸机干燥部的节能进行了研究[4]。Zvolinschi等基于物料平衡和能量平衡,对挪威某纸厂新闻纸机多烘缸纸幅干燥过程的熵产进行了研究,并以进气湿度范围和不同的汽缸分组为操作条件进行了优化,结果表明,增加进口的空气湿度对总熵产的影响显著[5]。Pettersson等基于演进规划和NLP方法设计了一种鲁棒的、最佳的纸机热回收系统[6]。Sarimveis等用MILP方法,以代价最小为约束目标,基于物质平衡和能量平衡,对制浆造纸企业电厂的能量管理进行了优化[7]。陈胜等用LP和NLP的方法对造纸厂热电联产汽轮机组负荷分配进行了优化,并开发了一个优化调度信息系统[8]。
通过模拟造纸操作过程、工艺条件、运行参数的改变选择最优的系统运行参数和最少的能量消耗,通过仿真软件对实际生产过程中的能量和物料流向进行表征以及对能量系统的分析,为造纸生产过程节能提供依据。本研究主要探讨造纸过程3种优化方式。对于纸机干燥部的过程优化,采用基于模块模拟器的序贯模块法;对于热电联产的运行优化,采用线性规划法和非线性规划法;最后用能量系统“三环节”模型对整个造纸企业的能量系统进行全厂运行优化,同时给出了相应的应用案例。
1 纸机干燥部过程优化
纸机干燥部是一个复杂系统,其能耗一般为压榨部的10倍、成形部的7倍,降低干燥部的能耗是降低纸机能耗的关键,也是造纸企业节能降耗、提高效益的重要途径。由于纸机干燥部的复杂性,采用基于模块模拟器的序贯模块法对干燥部进行过程优化。以中山永发纸业有限公司(以下简称“中山永发”)11#纸机(以下简称PM11)前干燥有无补充新鲜蒸汽为例介绍纸机干燥部的过程优化。
中山永发主要生产包装用瓦楞芯纸,其PM11纸机于2004年投产,主要生产定量为105~145 g/m2高强瓦楞芯纸。整个干燥部采用半封闭式气罩,为无袋通风,分为前干燥和后干燥两部分。前干燥由48个直径1.5 m的烘缸组成,分为五组,通汽方式为四段通汽。后干燥由14个直径为1.8 m的烘缸组成,分为两组,通汽方式为两段通汽。前干燥出来的纸幅经过施胶进入后干燥,从而得到高强瓦楞芯纸。图1为中山永发PM11前干燥的工艺流程。
1.1 无新鲜蒸汽补充
根据文献[9]的方法,构造出无补充新鲜蒸汽的模块流程图(见图2)及其仿真流程图(见图3)。
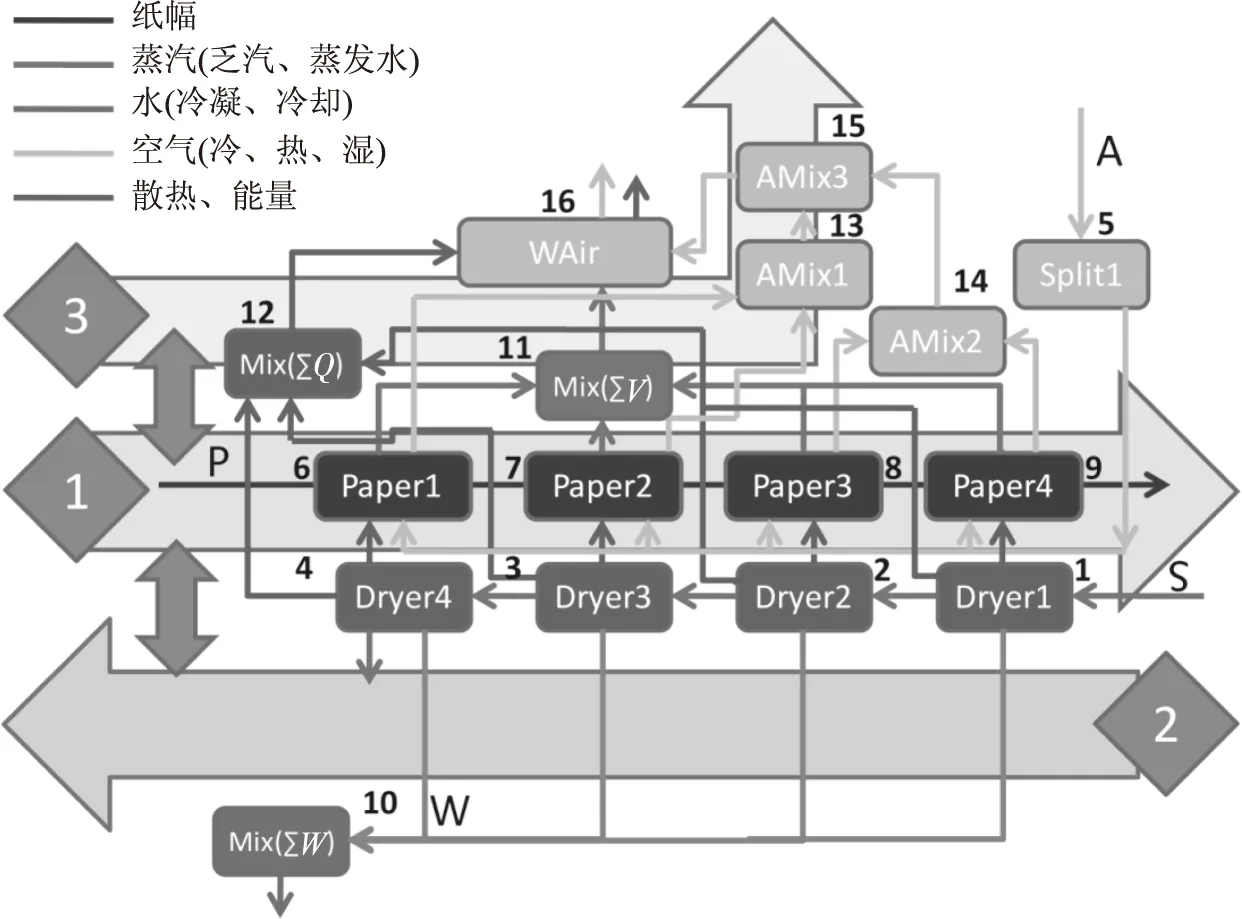
图2 无新鲜蒸汽补充的中山永发PM11前干燥模块流程图
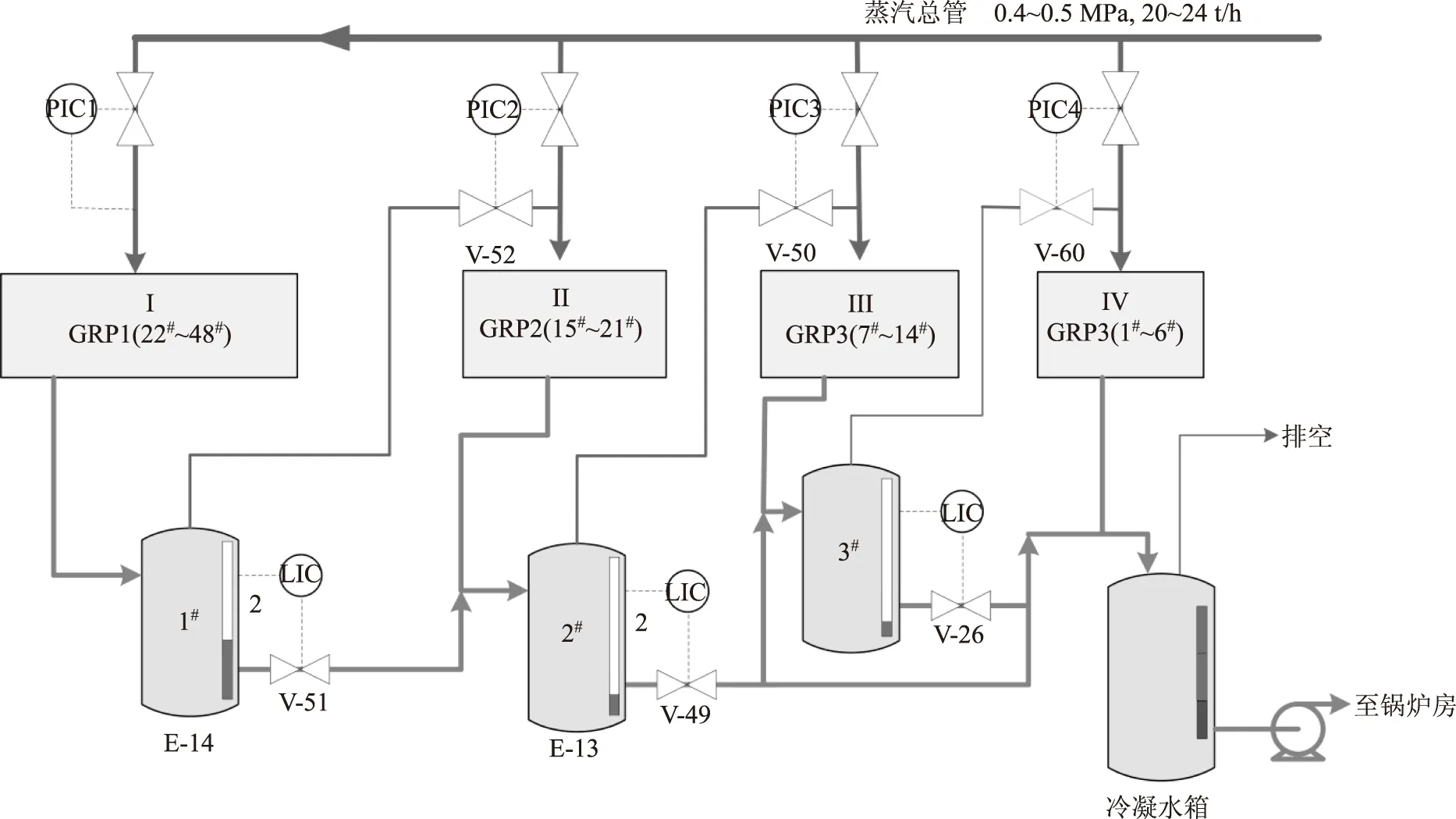
图1 中山永发PM11前干燥的工艺流程
图3中各个模块已知的配置参数如表1所示。
经过仿真,出Paper4的纸幅干度为92.0%,达到了成纸干度要求(92.0%),这时总蒸汽消耗为1.285 kg。
1.2 有新鲜蒸汽补充
根据文献[9]的方法,构造出有补充新鲜蒸汽的模块流程(见图4)及其仿真流程图(见图5)。
图5中各个模块已知的配置参数如表2所示。
经过仿真,出Paper4的纸幅干度为92.2%,达到了成纸干度要求(92.0%),这时总蒸汽消耗为1.270 kg。
中山永发PM11前干燥有无补充新鲜蒸汽的总蒸汽消耗量与成纸干度的对比如表3所示。
从表3可以看出,在纸机干燥部采取多段有补充新鲜蒸汽和充分利用闪蒸汽罐的通汽方式更有利于节省新鲜蒸汽的消耗量和提高成纸干度。
另外,如果将表2中的Dryer1进蒸汽的流量改为0.2 kg,分别将SMix1、SMix2、SMix3进蒸汽的流量改为0.25、0.3、0.5 kg,则出Paper1、Paper2、Paper3、Paper4的纸幅干度分别为56.6%、67.7%、80.9%、92.7%,总的蒸汽消耗量为1.250 kg。这说明在纸机干燥部采用热泵供热系统替代传统的三段通汽,通过调节供给各段烘缸的供汽压力和供汽量,使纸机烘缸升温曲线和纸幅干燥曲线更合理,更能节省新鲜蒸汽的消耗量和提高成纸干度,有利于提高产品质量。
2 热电联产运行优化
热电联产是造纸工业节能的另一个重要方面,也是造纸企业提高效益的另一个重要途径。目前,制浆造纸厂热电联产运行仍存在一些不足之处。制浆、造纸生产局部改变或是出现异常时,热电厂的被动调节通常使热电联产系统处在不经济的运行状态。因此,需要进行综合、全面分析,以实现热电联产系统运行的经济性。热电联产的运行优化主要采用数学规划的方法。对造纸企业的热电联产进行运行优化时,首先要设计工艺模型,然后将工艺模型化解成单元(设备)模型的组合,在此基础上,建立对应的数学规划模型并求解。
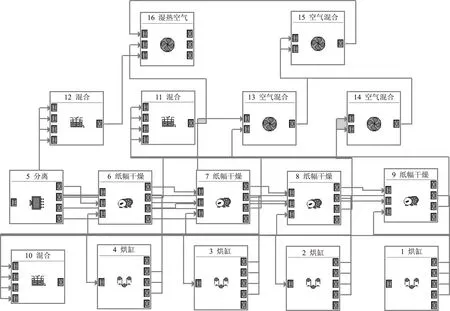
图3 无补充新鲜蒸汽的中山永发PM11前干燥仿真流程图
表1图3中各模块的配置参数
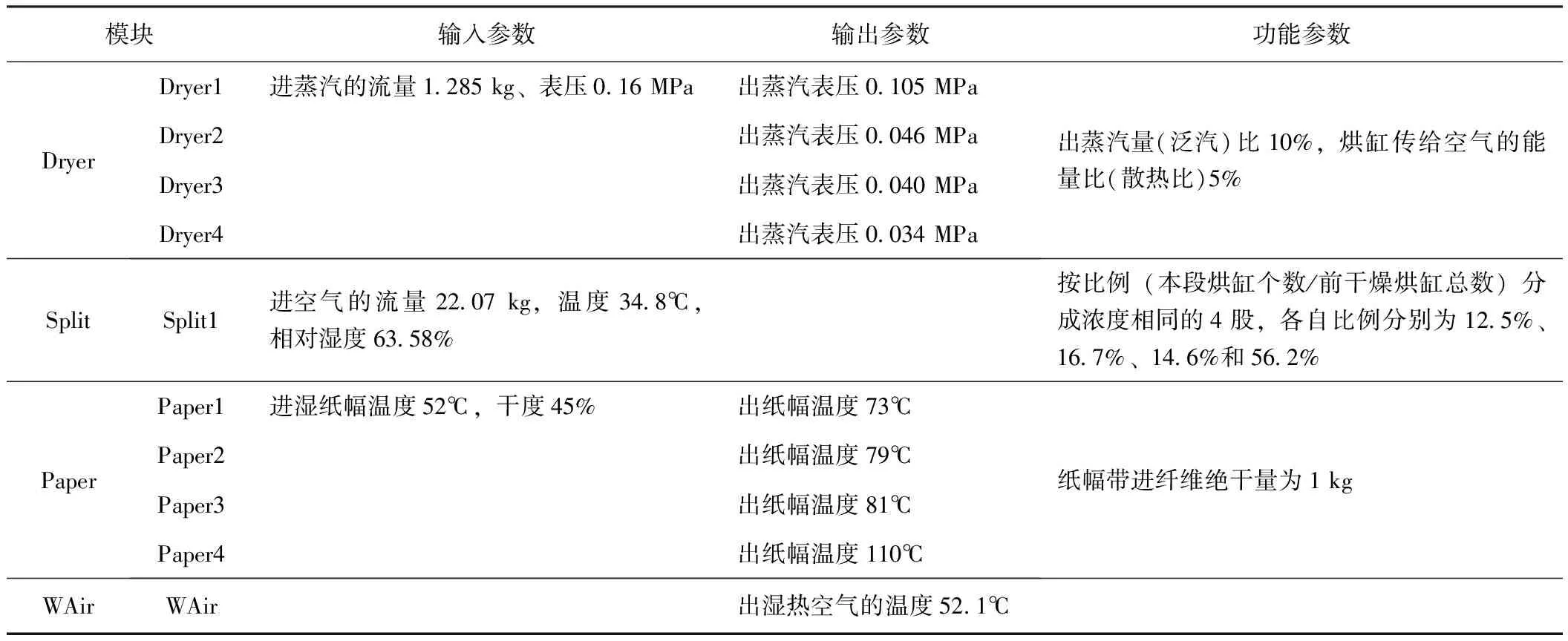
模块输入参数输出参数功能参数DryerDryer1进蒸汽的流量1.285 kg、表压0.16 MPa出蒸汽表压0.105 MPaDryer2出蒸汽表压0.046 MPaDryer3出蒸汽表压0.040 MPaDryer4出蒸汽表压0.034 MPa出蒸汽量(泛汽)比10%,烘缸传给空气的能量比(散热比)5%SplitSplit1进空气的流量22.07 kg,温度34.8℃,相对湿度63.58%按比例(本段烘缸个数/前干燥烘缸总数)分成浓度相同的4股,各自比例分别为12.5%、16.7%、14.6%和56.2%PaperPaper1进湿纸幅温度52℃,干度45%出纸幅温度73℃Paper2出纸幅温度79℃Paper3出纸幅温度81℃Paper4出纸幅温度110℃纸幅带进纤维绝干量为1 kgWAirWAir出湿热空气的温度52.1℃
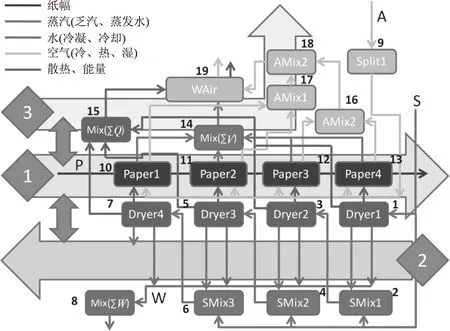
图4 有补充新鲜蒸汽的中山永发PM11前干燥模块流程图
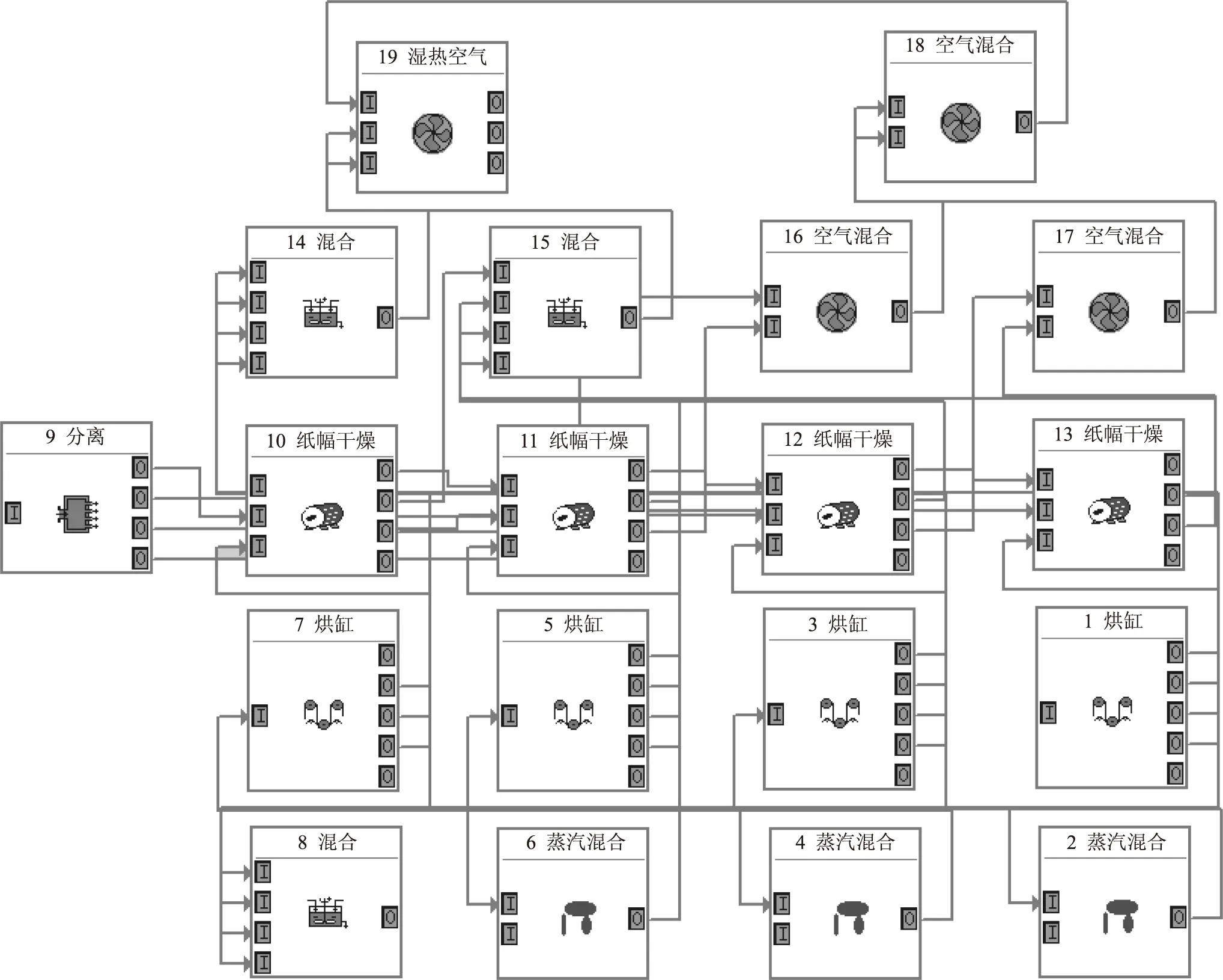
图5 有补充新鲜蒸汽的中山永发PM11前干燥仿真流程图
以广州造纸集团有限公司(以下简称“广纸”)的热电联产为例,介绍如何进行运行优化设计。根据广纸实际生产情况,其热电联产的工艺模型如图6所示。
从图6可以看出,该热电联产主要由3台锅炉、2台前置汽轮机和3台后置汽轮机组成。为对其进行运行优化,首先需要构造该工艺模型的超结构图,也称作“信息流图”(见图7)。
对比图6和图7可以看出,除了将图6中的所有设备抽象成单元模块之外,还将信息流(主要是物流信息和能流信息)之间的汇聚和分离抽象成混合和分离单元模块,如图7中的M4、M8、M15、M16混合模块,M5、M9分离模块。
在建立数学规划模型时,同一个单元模块既要考虑物料平衡,也要考虑能量平衡,同时还要注意单元(设备)本身的工况特性。单元模块的约束方程就是对部分的性能要求,而目标函数则是对整体的性能要求。在局部条件和组合不变的情况下,可以对整体目标进行不同的优化,如可以是煤耗最小,或者是利润最大等。通过不同级别的蒸汽需求量和用电量,可以得到不同的运行优化结果。下面以利润最大为目标函数,给出其数学规划模型。
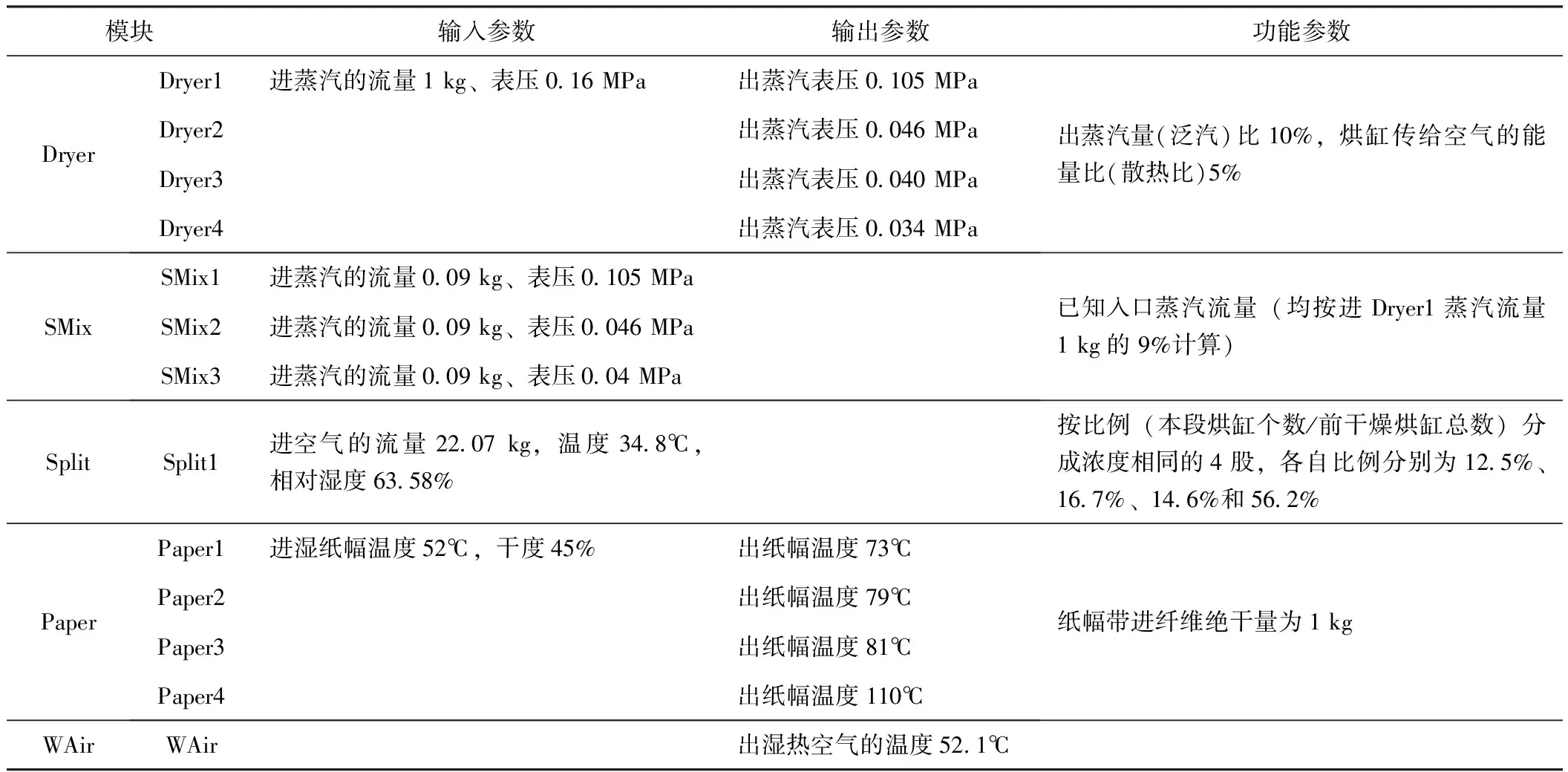
表2 图5中各个模块的配置参数
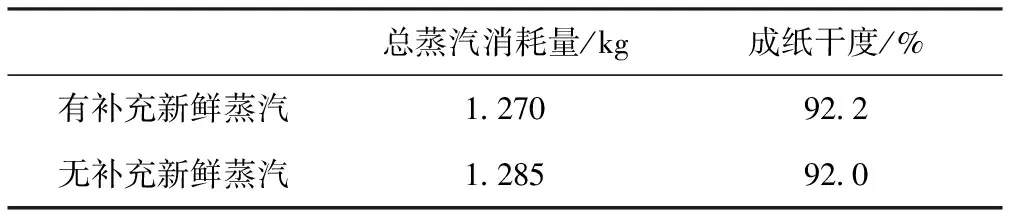
表3 有无补充新鲜蒸汽的对比
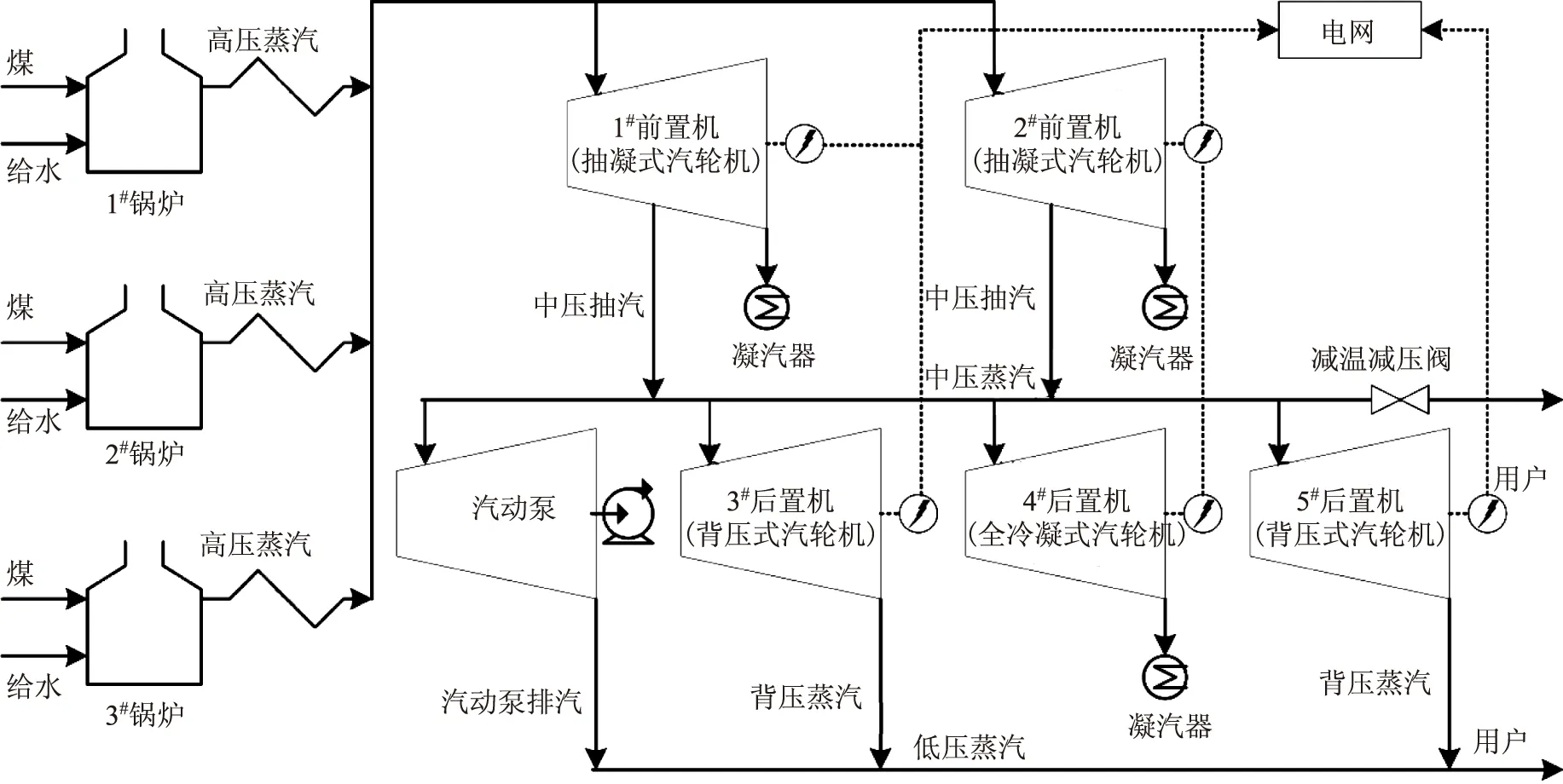
图6 广纸热电联产的工艺模型
目标函数:
Min(Cf(X2+X5+X8)-(Cq1X19+Cq2X31+CeX32))
(1)
式中,Cf、Cq1、Cq2、Ce分别为煤单价、中压蒸汽单价、低压蒸汽单价、电单价。
M1(1#锅炉)的约束方程组为:
(2)
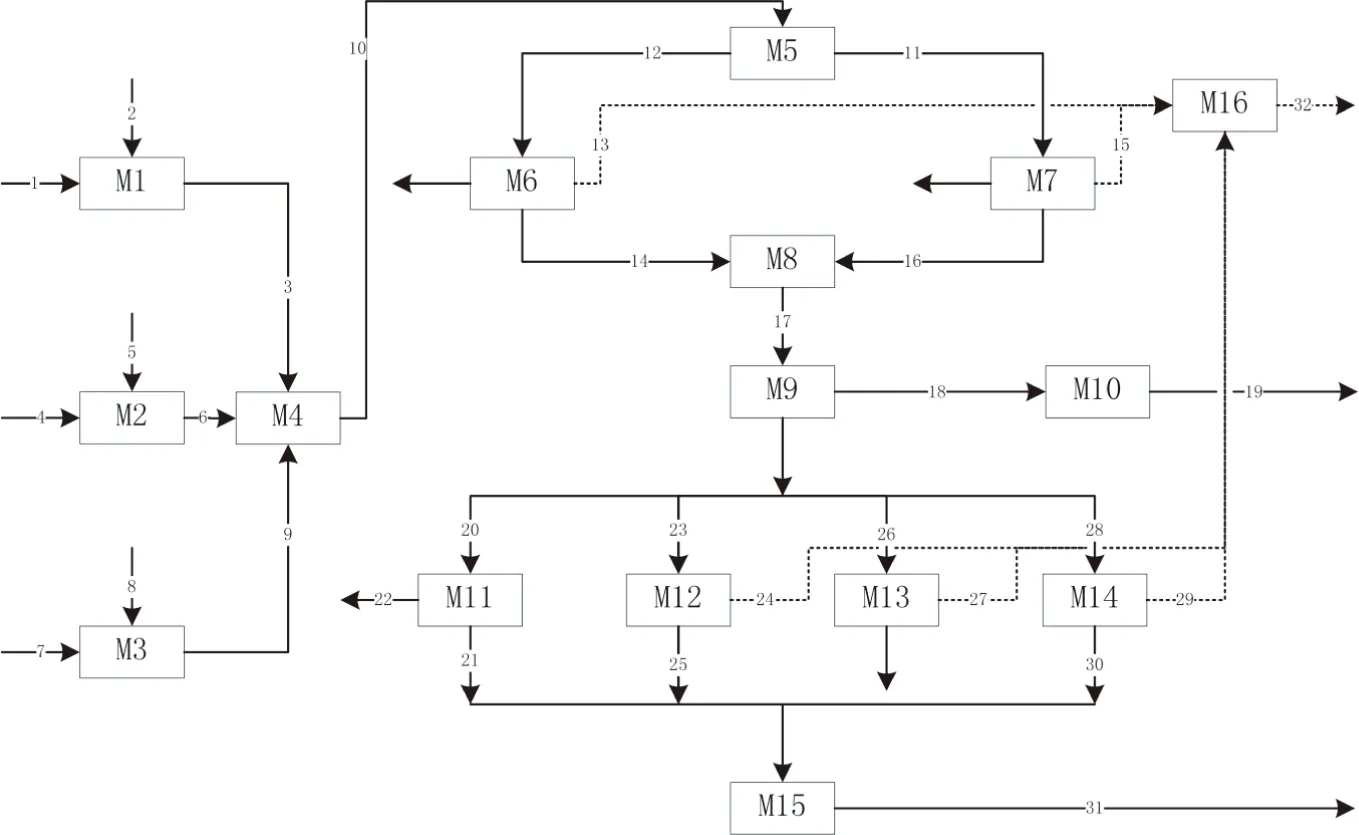
图7 广纸热电联产的超结构图
M2(2#锅炉)和M3(3#锅炉)的约束方程组与M1类似,主要是能量平衡方程不同,分别如下:
(3)
(4)
M6(1#前置机,抽凝式汽轮机)的约束方程组为:
(5)
M7(2#前置机,抽凝式汽轮机)的约束方程组与M6类似,主要是能量平衡方程不同:
154.0942X11-X15+26.0778X16+10218.0597=0
(6)
M10(减温减压阀)的能量平衡方程为:
1.1X18-X19-2.22=0
(7)
M11(汽动泵)的约束方程组为:
(8)
式中,h20、h21分别为汽动泵的中压进汽X20和它的排汽X21的焓。
M12(3#后置机,背压式汽轮机)的约束方程组为:
(9)
M14(5#后置机,背压式汽轮机)的约束方程组与M12的类似,主要是能量平衡方程不同:
14.3018X28-X29+1073.4296=0
(10)
M13(4#后置机,全冷凝式汽轮机)的约束方程组为:
(11)
M4、M8、M15、M16混合器和M5、M9分流器只是简单的物料平衡,其方程在此不再赘述。共46个方程。其中,流量(水、蒸汽、煤)的单位是t/h,电的单位是kWh。用Visual C++与Matlab混合编程的方式实现。首先将以上46个方程转换成用Matlab线性和非线性规划求解的.m文件,然后将此.m文件转换成Visual C++可以直接调用的动态链接库(dll)文件。通过调用Matlab软件中基于罚函数法的非线性规划求解函数Fmincon求解,将求出的结果存入关系数据库中,以供后续调用、分析。
目前,由于广纸在锅炉部分仅1#、2#锅炉运行,汽轮机高压机组仅2#汽轮机运行,背压机组仅3#运行,所以只能在锅炉部分实现热电联产运行优化。优化前后锅炉系统的对比情况如表4所示。
从表4可以看出,在满足产汽量不变、发电与供热需求前提及设备理想限制条件下,系统燃料总消耗量作为优化目标函数,优化后系统耗原煤52.99 t/h,比实际运行的53.40 t/h节省原煤0.41 t/h。
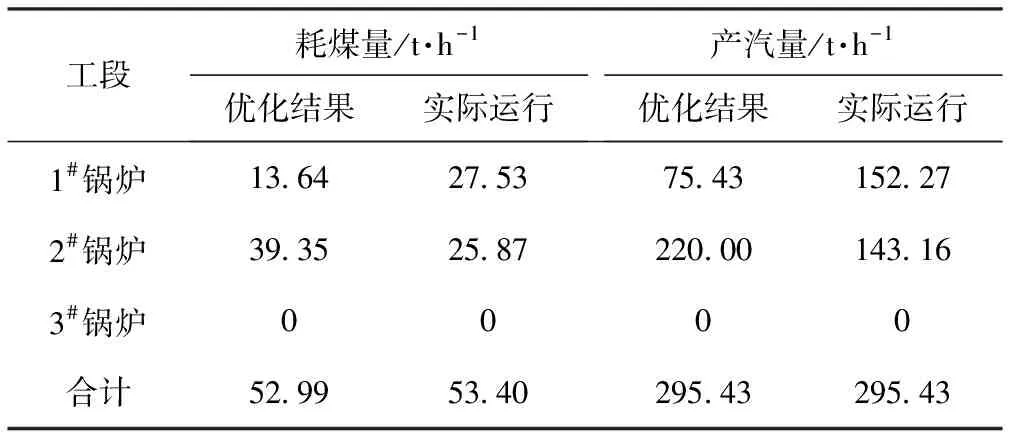
表4 锅炉系统优化前后对比
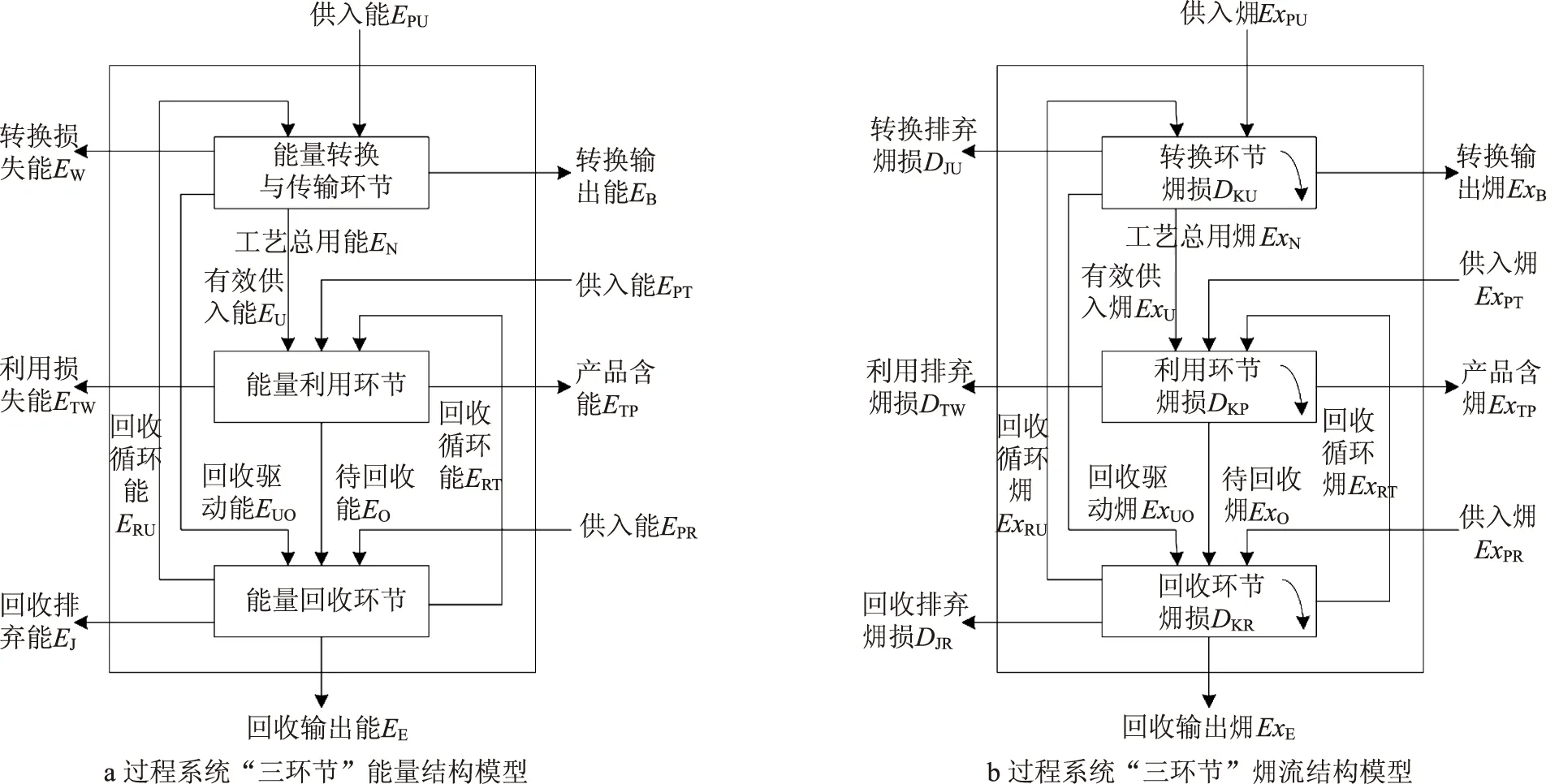
图8 过程系统“三环节”能量/流结构模型
3 能量系统“三环节”模型
所谓“三环节”方法就是把整个工艺过程中的用能过程划分为具有不同功能的三个环节,即能量转换和传输环节、能量利用环节和能量回收环节。它是一个以过程系统全局优化为目标的能量分析、综合与优化的方法。目前,造纸企业用“三环节”的方法对能量系统进行分析存在如下不足:

(2)“三环节”方法是一个全局的、宏观的分析方法,但对于每个具体工段(设备),都有相应的其他物料流进出,也就是说,除了能量转换和传输环节供能以外,其他环节还会有相应的外部供能。
(3)用“三环节”方法对能量系统进行分析需要计算大量数据,数据相互之间的关联较多,有的计算公式比较复杂且涉及到较多数据表查询工作。目前数据计算是手工操作的(常用Excel),计算公式不统一,查表工作量大且精度不高,进而导致建模过程不能复用,计算过程也不能复用,计算结果偏差较大,分析周期较长,不能在线分析。
(4)对造纸企业用能进行分析后,还需要进一步采用手工方式对分析结果进行统计、分析与展示。整个流程模拟与分析结果展示不够直观,没有所见所得的仿真功能。
与华贲提出的能量系统“三环节”模型相比,图8的不同之处在于:
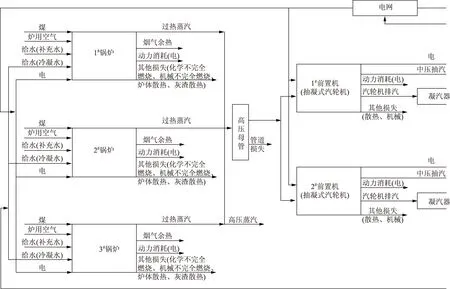
图9 广纸能量转换和传输
在对全厂能量系统的分析过程中,根据工段所属的环节进行用能分析,从而可以实现对全厂能量系统的分析与优化。下面以广纸为例说明能量系统“三环节”方法的应用。
当前广纸的能量转换环节主要包括锅炉、蒸汽轮机。利用环节主要有PM1、PM5、PM6、PM7、PM8(PM9为新建,在南沙,没有考虑)和DIP1、DIP2、DIP3(2006年上线)脱墨生产线及CTMP生产线。回收环节有冷凝水回收、干燥部气罩余热回收等。
广纸能量转换和传输环节的工艺模型如图9所示。
该环节主要涉及2个部分:锅炉和汽轮机,主要有1#、2#、3#锅炉,高压母管、1#前置机(抽凝式汽轮机)、2#前置机(抽凝式汽轮机)、凝汽器、中压热网、3#后置机(背压式汽轮机)、4#后置机(全冷凝式汽轮机)、5#后置机(背压式汽轮机)、汽动泵、低压热网和电网等工段。物料主要涉及煤、空气、水、蒸汽、电等。减温减压阀和其他传动装置等对其影响较小,因此为降低模型的复杂性,没有考虑这些设备。在广纸实际使用过程中,高压蒸汽的流量为0。
图9的能量衡算计算公式为:
环节的工艺模型
EU=E部分电+E部分蒸汽
EB=E部分电+E部分蒸汽
(12)
式中,部分电和部分蒸汽由用户给出,而回收环节的回收冷凝水作为补充水供入锅炉。
ExU=Ex部分电+Ex部分蒸汽
(13)
ExB=Ex部分电+Ex部分蒸汽

Ex低压蒸汽-Ex给水能耗
ExRU=Ex回收环节的回收冷凝水
DKU=ExPU+ExRU-DJU-ExB-ExU
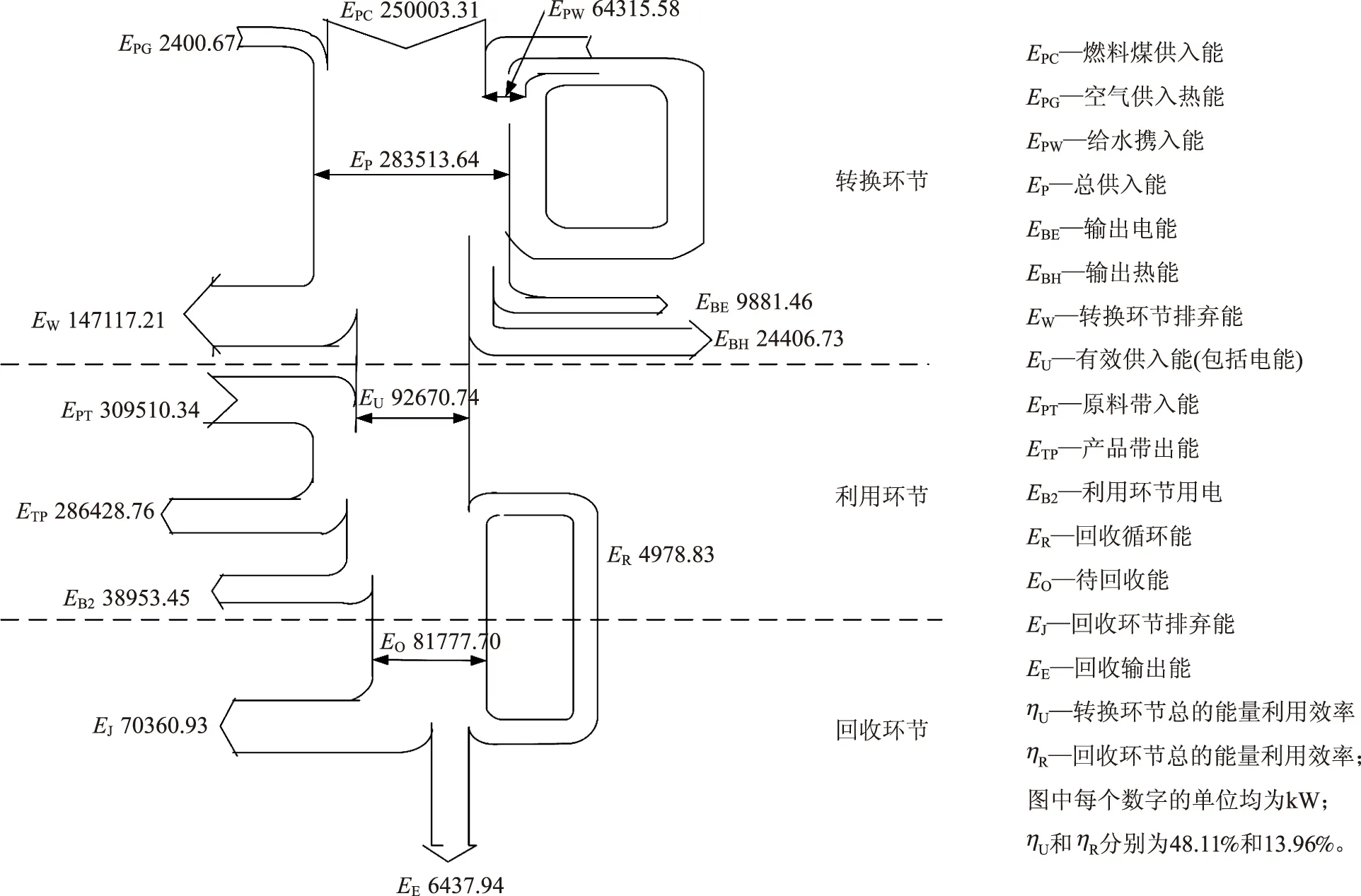
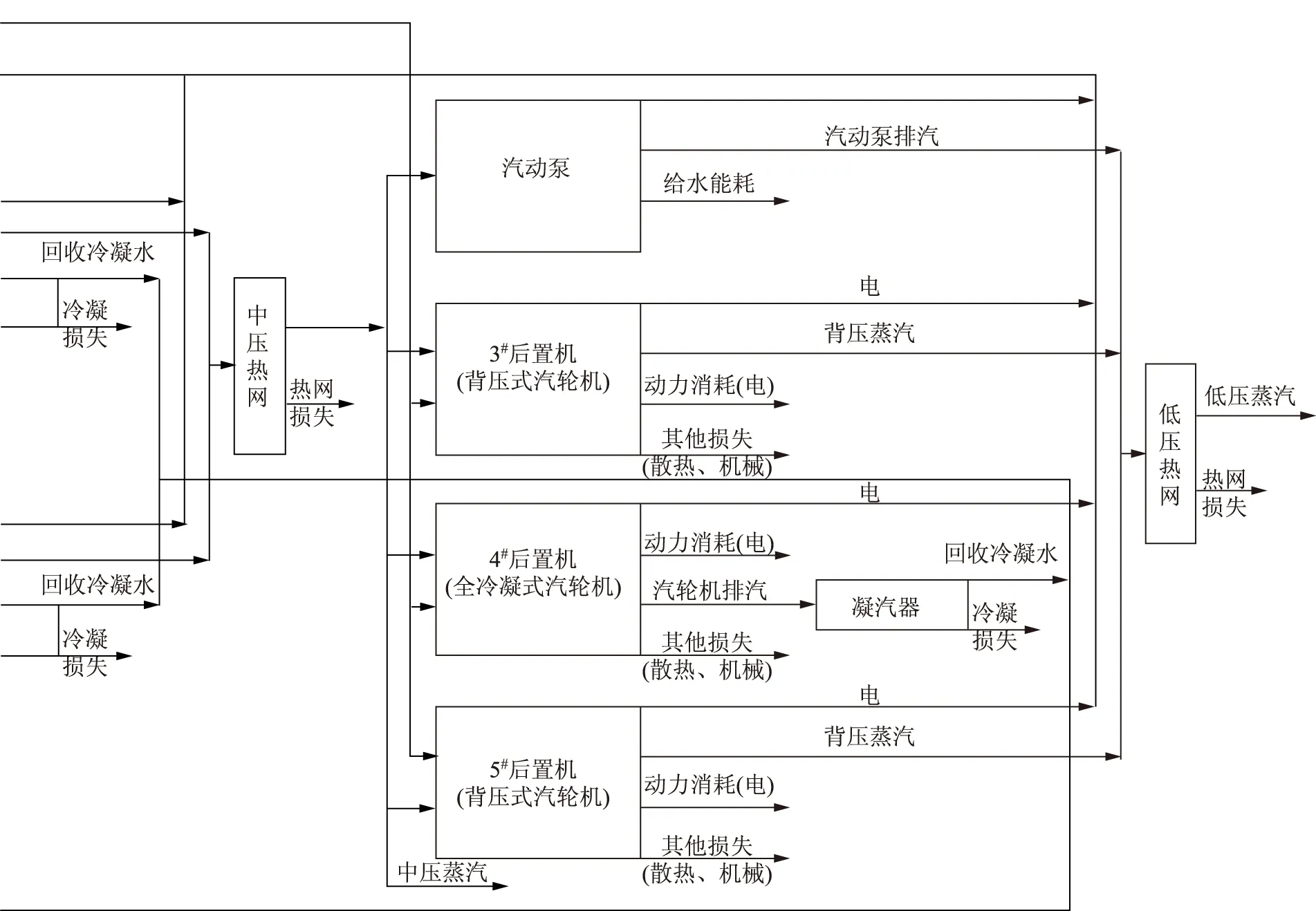
图10 广纸“三环节”能流图
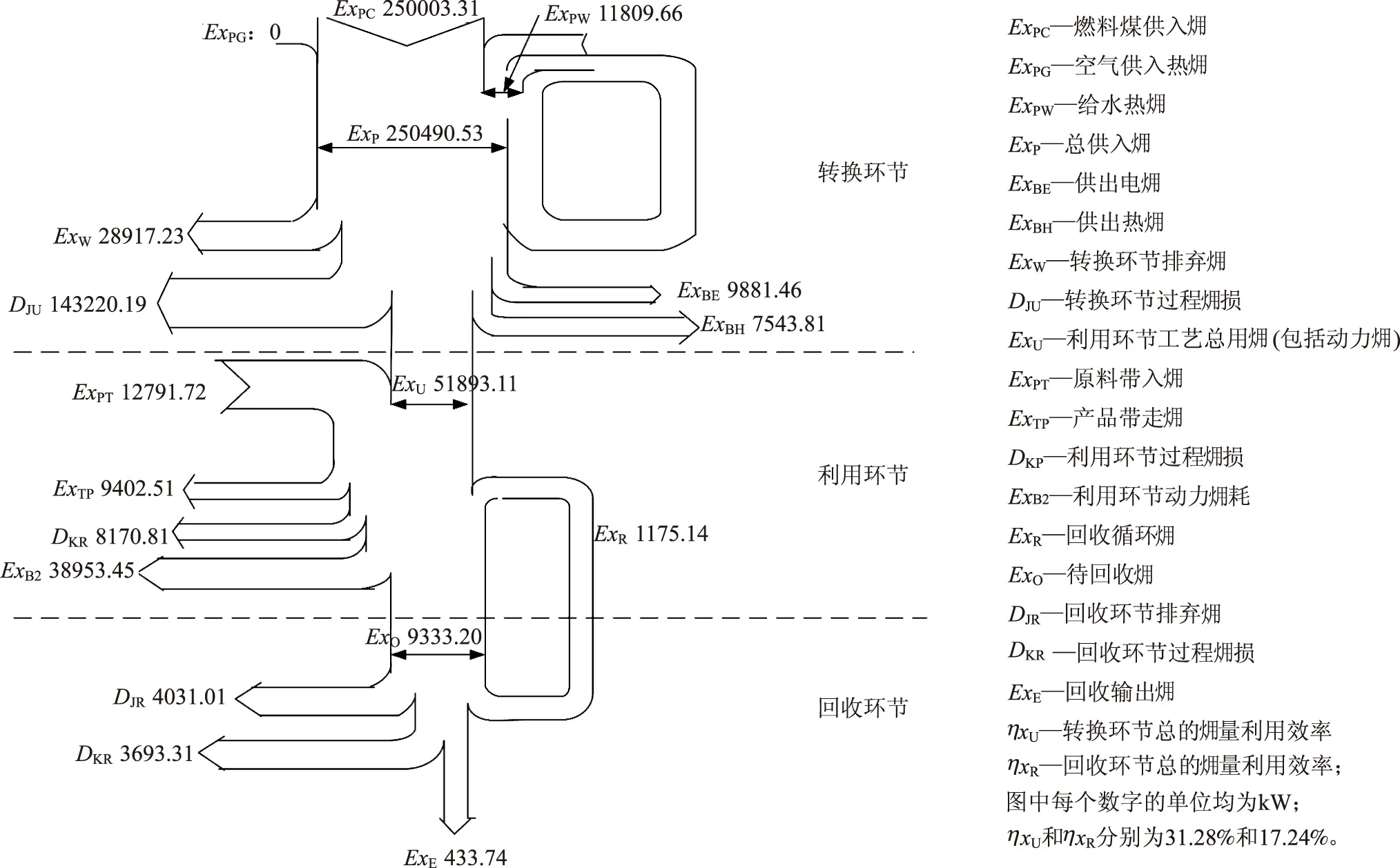
图11 广纸“三环节”流图
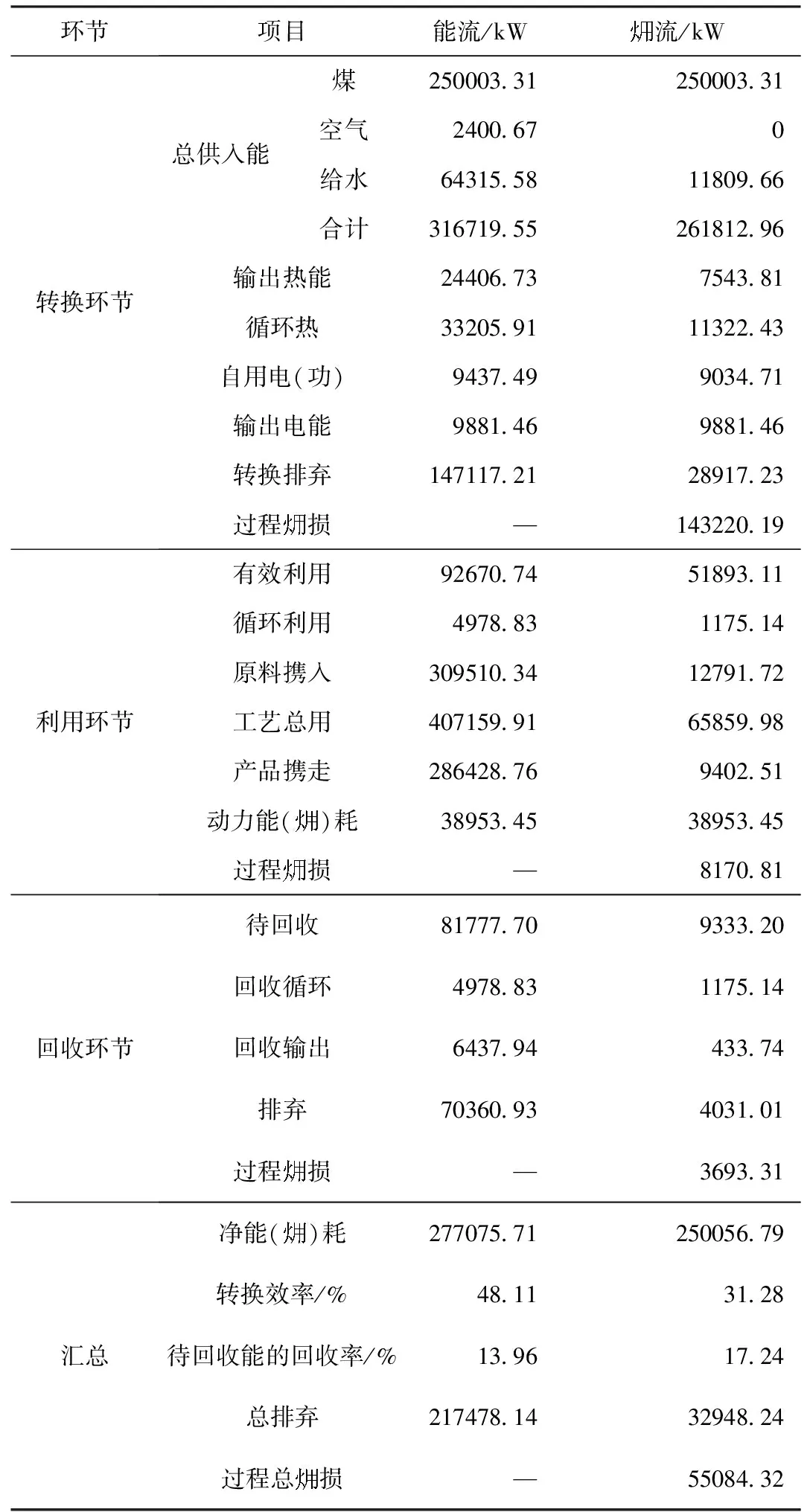
表5 广纸能量系统“三环节”计算结果汇总
通过比较发现,广纸在转换环节存在如下特点:锅炉、汽轮机各自设备特性不同;送风机/引风机电机余量大,无调速装置,电耗较大;压缩空气系统损耗较大;夏季凝汽器真空度过高等问题,可以通过各自设备特性优化运行;进行变频改造;控制空气泄漏和压降;采用定期清洁球清洗技术等相应方法来提高转换环节的能效。
在利用环节存在问题:PM1、PM6、PM8纸机真空泵为水环式,耗能大,烘缸蒸汽过热度较大。可以通过用透平真空泵替代和适当降低过热度等方法来提高利用环节的能效。
在回收环节存在问题:PM6、PM7纸机干燥部无气罩门,属于半封闭式,热量损失较大,各纸机蒸汽冷凝水回收率较低。可以通过添置气罩门、提高气罩余热回收,以及提高各纸机蒸汽冷凝水回收率等相应的方法来提高回收环节的能效。
纸机干燥部系统复杂,能耗较高,涉及多物料、多过程的传热传质,用能计算复杂,用能优化困难。比较好的方法之一是通过对干燥部建模,用基于模块模拟器的序贯模块法,对干燥部的过程用能进行优化。由于热电联产涉及多个锅炉和汽轮机组,而且,锅炉和汽轮机都存在较好的线性和非线性约束,故其运行优化可采用LP和NLP方法。对纸卷排产及分切,与热电联产类似,可用MILP方法进行优化。以上方法都是对造纸过程用能进行局部优化。如果对整个造纸过程系统的用能进行分析、综合与优化,可采用能量系统“三环节”模型的方法。将LP、NLP、MILP、“三环节”模型等造纸不同过程的优化方法开发成动态链接库(DLL),再对整个造纸系统进行建模,用基于模块模拟器的序贯模块法,将各种优化方法的DLL集成在模块模拟器中,通过在线仿真积累大量运行优化数据,在此基础上,可用神经网络或大数据的分析方法对整个造纸企业的用能进行优化分析,从而在造纸生产过程中实现用能优化控制和操作。
4 结 语
由于能源、环境、质量、竞争等因素的影响,造纸企业对于优化操作的要求,特别是对实时、在线优化和全厂能量系统的分析与优化的要求越来越高。从能量优化和能量系统综合的角度研究造纸过程的用能和能量系统是提高造纸过程能源效率的有效途径。本研究介绍了基于模块模拟器的序贯模块法、数学规划法和能量系统“三环节”模型3种造纸过程优化方法,给出了实际优化案例,实现了各自的优化目标,为造纸过程单元操作条件优化、工艺流程优化和更有效挖掘造纸过程的节能空间打下了基础,并为此提供了研究方法。
参 考 文 献
[1] 国家发展与改革委员会, 工业和信息化部, 国家林业局. 造纸工业发展“十二五”规划[J]. 中华纸业, 2012, 33(1): 8.
[2] Deshanais J, Bastien C, Tsuzuno H. Comprehensive approach to optimize dryer plant-from drying energy saving to sheet stabilization[J]. Japan Tappi Journal, 2010, 64(9): 13.
[3] 李玉刚, 刘焕彬, 李继庚, 等. 基于联立模块法的造纸机干燥部操作参数优化[J]. 华南理工大学学报: 自然科学版, 2011, 39(3): 8.
[4] Li Y, Liu H, Li J, et al. Process parameters optimization for energy saving in paper machine dryer section[J]. Drying Technology, 2011, 29(8): 910.
[5] Zvolinschi A, Johannessen E, Kjelstrup S. The second-law optimal operation of a paper drying machine[J]. Chemical Engineering Science, 2006, 61(11): 3653.
[6] Pettersson F, Söderman J. Design of robust heat recovery systems in paper machines[J]. Chemical Engineering and Processing: Process Intensification, 2007, 46(10): 910.
[7] Sarimveis H K, Angelou A S, Retsina T R, et al. Optimal energy management in pulp and paper mills[J]. Energy Conversion and Management, 2003, 44(10): 1707.
[8] 陈 胜, 李继庚, 周艳明, 等. 造纸企业热电联产汽轮机组负荷分配优化调度系统的设计与开发[J]. 中华纸业, 2012, 33(10): 21.

[10] 华 贲. 工艺过程用能分析及综合[M]. 北京: 烃加工出版社, 1989.
[11] 华 贲. 过程系统的能量综合和优化[J]. 化工进展, 1994(3): 6.
[12] 解新安, 刘焕彬, 邓 毅, 等. 造纸企业能量系统“三环节”模型的建立及应用探讨(I)—造纸企业“三环节”能量结构模型的建立[J]. 造纸科学与技术, 2004, 23(1): 25.
