钢轨铝热焊技术在临潼东站站改工程中的应用
2014-08-11李清油
李 清 油
(中铁二局股份有限公司,四川 成都 610031)
钢轨铝热焊技术在临潼东站站改工程中的应用
李 清 油
(中铁二局股份有限公司,四川 成都 610031)
以临潼东站站改工程为例,介绍了钢轨铝热焊接在工程中的应用情况,依据其操作原理,阐明了焊接操作的工艺流程,并分析了钢轨接头质量不合格的原因,提出了改进对策,总结了作业过程注意事项,以延长钢轨的使用寿命。
钢轨,焊接,操作,施工
1 临潼东站站改工程概况
大西、郑西联络线是大西正线通过临潼北线路所进入临潼东站。临潼东站站内有郑西上下行正线、包西上下行联络线、两条到发线。郑西客专上下行车频次31对/天。包西客专上下行车频次2对/天。本次(大西线)站改工程共插入11组道岔,钢轨接头共192个。
临潼东站站改工程平面示意图见图1。

2 钢轨铝热焊接的化学原理
铝热焊接的化学原理是利用活动性较强的金属铝(Al)能够把活动性较弱的铁金属铁(Fe)从它的氧化物(FeO)中还原出来的原理,同时放出大量的热,温度可达 2 000 ℃~3 000 ℃,从而使这些金属成为液态,形成高温液态金属注入特制的铸模内,将两个被焊钢轨端部熔化而实现连接的一种焊接方法。
3 主要资源名称、图片特点与作用
主要资源名称、图片特点与作用表见表1。
4 焊接操作原理、工艺流程与步骤
4.1 操作原理
把铝热焊剂(由铝粉、氧化铁粉、铁屑及铁合金或稀土元素等,按一定比例配合而成)投放到耐火一次性坩埚中,用点火器引燃高温火柴后,插入焊剂中,焊剂在高温火柴的作用下,开始铝热反应,由固态的焊剂变为液态的钢水。液态钢水自动从坩埚底部释放到耐火模具中,填满钢轨接头缝隙,同时钢水将两轨端熔化,又作为连接钢轨的填充金属物,模具有钢轨的几何形状特征,模具控制钢水的固化过程,达到焊接钢轨接头的目的。
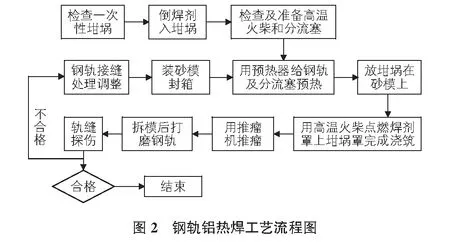
4.2 工艺流程
钢轨铝热焊工艺流程见图2。
4.3 操作步骤

表1 主要资源名称、图片特点与作用表
1)准备工作。在调节钢轨的同时,准备好高温封箱泥。检查砂型钢模及砂模、分流塞、高温火柴和一次性坩埚;观坩埚内外是否有裂痕。检查无误后,到入焊剂,并盖上坩埚原装盖,防灰尘或异物进入焊剂而影响溶剂纯度。同时从溶剂袋上剪下焊剂批号,以便进行质量跟踪。
2)轨缝处理与调整。待焊钢轨端头必需锯割,不可气割。采用锯轨机把多余的钢轨锯掉,并清理干净接头。待焊的钢轨端头必须保证其水平、纵向、扭转三个要素满足要求,做到缝宽统一。接缝宽度控制在25 mm±2 mm内。缝宽度采用梯度式测距离尺或端带尺分测量头部和底部。焊工利用1 m直尺检测其平整度。采用活动调轨器调节钢轨的位置与高度,不能采用锤敲(见图3)。
3)安装砂模。砂模由底模、左、右侧模和用于固定砂模的夹具组成。检查砂模有无受潮,裂纹,变形,各组件的完整性。将底砂模置于金属外模中,用密封泥填满底模空隙中,将底砂模与金属底板架于轨底,并以轨缝居中。拧紧金属底板的固定螺丝(同时在底板下侧轻轻敲打,以使底板与钢轨密贴)。将两侧的砂模装入侧模外钢模中,再置侧模于底模板上,将侧砂模在轨缝处进行轻轻摩擦,使其与钢轨密贴。安装好后将砂模上部开口盖住。同时在模的侧面安装两个灰渣盘,在灰渣盘底部,垫一层干砂,用于接收焊接时溶化后多余的灰渣。
4)用封箱泥封堵缝隙。在砂模安装并固定后,用封箱泥封闭砂型与钢轨间的缝隙。封箱先从轨底开始,从下往上按顺序进行,分两遍抹成。从而保证焊剂流入砂型时不外泄,使轨缝间焊剂饱满(见图4)。

5)钢轨及砂模预热。预热是铝热焊接最关键的一步。预热的作用可以消除模具中的湿气以及提高模具与钢轨间的温度,保证钢水流入砂型时的温度,提高接头质量。用氧气—丙烷作热源,先点燃焊枪,点火后逐渐增加气体的流量,直到预热枪的两个阀门全部打开。调节好压力表,使丙烷气的压力为0.07 MPa(0.7 kg/cm2),氧气压力为0.49 MPa(4.9 kg/cm2),并调节好火焰后将预热枪放入预热托架上,对砂型与钢轨进行预热。预热枪咀对准砂型中部,枪咀底面与钢轨顶面保持5 cm的距离。钢轨预热时间不得低于6.5 min,预热砂模的同时分流塞同步预热(见图5)。
6)浇筑铝热焊剂。预热结束后,移开预热枪,把事先准备好的坩埚放入砂模上。引燃高温火柴,迅速插入焊剂中,高温火柴插入焊剂中部深度约为25 mm,盖上坩埚罩。30 s内焊剂在高温火柴的助燃作用下,焊剂开始熔化,发出耀眼的强光,熔化后的焊剂通过分流塞分流,快速均匀从分流塞两侧流入接轨缝,完成浇筑,多的焊剂进入灰渣盘(见图6)。

7)拆模。焊剂停止流动5 min后移开坩埚及灰渣盘。在浇筑完成15 min后,将侧模夹具和砂型外模拆除,留底模在推瘤后拆除。
8)推瘤。拆除夹具6.5 min后用推瘤机进行推瘤,推瘤后拆除底模(见图7)。
9)打磨。打磨顺序为先钢轨的顶面,后侧面,最后棱角;先工作面,后非工作面。打磨可以消除钢轨端面不平和钢轨端面与纵轴线不垂直的偏差。采用钢轨打磨机对推瘤后的钢轨接头进行热打磨。打磨时,接头表面保留0.8 mm的焊接头,钢轨接头两侧、钢轨内外侧,都要打磨至与既有钢轨平齐,打磨的同时对其平整度进行检查。在浇筑1 h后进行冷打磨,使钢轨顶面整体平整:即轨顶面不平度小于0.3 mm/m,轨内侧工作面不平度小于±0.3 mm/m,轨底不平度小于0.5 mm/m(见图8)。

10)探伤。用轨道探伤仪器对钢轨焊接接头逐个进行探伤分析,不得有未焊透、过烧、裂纹、气孔、夹砟等缺陷,对结果不能满足要求的重新进行处理。
5 钢轨接头质量不合格原因分析
1)钢轨两端未清干净,新旧钢轨的断面误差,或是钢轨纵轴偏差,出现高低不一,导致焊接头质量不合格。2)接缝的距离过大,加热器未能正确对位,预热不均匀,或预热时间与温度不足,导致焊接头质量不合格。3)钢轨与砂型之间的缝隙封不严,夹具松动,导致深溶化后的焊剂外漏,使接头处溶剂不饱满。4)封箱时封箱泥进入了砂型内,未及时检查清除。或焊剂中掺入了其他物质,导致焊剂不纯。5)施工过程管理不严,作业技术标准未达到规范要求,作业人员业务能力不高,钢轨接头打磨过量等。
6 提高钢轨接头焊接质量对策
1)作业前技术人员要认真学习《钢轨焊接接头技术条件》和铁道部行业标准钢轨焊接第3部分TB-1632.3-2005铝热焊接,掌握相关工序技术要求及质量标准。2)作业前加强对作业人员培训,实行作业人员资格认证。对没有取得《钢轨焊接工操作许可证》的人员不能上岗作业。3)作业过程中加强过程监管,确保每一道工序规范操作。4)事后加强检测,对质量不合格的及时进行处理。
7 作业过程控制注意事项
1)轨端距离轨枕的距离不得小于100 mm,螺栓孔边缘至轨枕端净距离不小于100 mm。钢轨下面轨道垫起高度不能少于5 mm。钢轨调整后的高度及轨底宽度方向差不超过1 mm。轨端锯轨时,不垂直度小于1 mm。用钢丝刷清洁轨端100 mm~150 mm范围。2)控制好钢轨的预热温度,预热要均匀。预热时间不少于6.5 min。点火先打开氧气阀门,后开丙烷阀门;关火先开丙烷阀门,后关开氧气阀门。3)砂型的安装位置一定要正确,砂型的中心一定要与钢轨的中心相对。坩埚中心一定要与分流塞中心相对。砂模安装完后,一定要对砂模口进行遮盖,防杂物进入。4)焊剂要在预热完成后30 s内点燃,拆除砂型外钢套、夹具及砂型的时间不能过早,拆模时间为废渣停止流出5 min后开始。拆除的料具放在安全地方,小心灼伤到人。5)打磨钢轨接头时,要不断的移动打磨机,避免造成磨过火的现象。6)焊接后钢轨接头保温在900 ℃左右,时间不少于10 min。
8 结语
钢轨接头采用铝热焊接技术,所用设备简单、操作方便,生产成本较低,焊接接头质量高,性能稳定,经打磨机打磨后外观平顺性好。
[1] 李东侠.钢轨接头铝热焊焊接质量控制[J].铁道建筑,2005(5):70-71.
[2] 张明龙.无缝线路钢轨铝热焊接质量的控制与提高[J].铁道标准设计,2003(3):43-44.
Application of rail alumina thermite welding in east Lintong railway station transformation engineering
LI Qing-you
(ChinaRailway2ndBureauCo.,Ltd,Chengdu610031,China)
Taking east Lintong railway station transformation engineering as an example, the paper introduces the application condition of rail alumina thermite welding in engineering describes the technical procedures of wielding operation, and analyzes the unqualified cause of rail joint, puts forward improving measures and summarizes operation matters, with aview to prolong the rail service life.
rail, wielding, operation, construction
1009-6825(2014)11-0158-03
2014-02-17
李清油(1976- ),男,工程师
U291.6
A