滚切式定尺剪的新型工艺布置探讨
2014-08-11胡小卓郝建伟
陈 曦 胡小卓 郝建伟
(中冶京诚工程技术有限公司 北京100176)
·新设备新技术新产品·
滚切式定尺剪的新型工艺布置探讨
陈 曦①胡小卓 郝建伟
(中冶京诚工程技术有限公司 北京100176)
在中厚板剪切线中,滚切式定尺剪夹送辊及推尾装置的布置存在一定问题。本工艺布置将夹送辊与剪机本体脱开并加大了两者的距离,在它们之间加入一根辊道,从而给设备检修和维护留出空间,并有利于短板的运输。推尾装置由布置于夹送辊上,改为布置于剪机本体上,推尾形式由两点式改为整体式,推尾功能得到优化。
中厚板 滚切式定尺剪 夹送辊 推尾
1 剪切设备发展概述
在中厚板生产中,轧制后的钢板需要根据用户需要完成剪切工序,才能作为最终产品交给用户。随着轧机能力的不断提升,剪切设备的能力往往对整条生产线工序能力的平衡至关重要[1]。
钢板的切割根据布置形式可分为在线切割和离线切割,在线切割方式根据钢板的剪切位置可分为切头、分段、切尾、切边、剖分、定尺和取样。剪切设备按结构形式可分为铡刀剪、摆切剪、圆盘剪、滚切剪和液压剪。
中国较早的中厚板厂基本都采用铡刀剪进行头尾和定尺剪切,采用圆盘剪进行切边,剪切质量和生产效率都处于较低水平。自20世纪90年代起,中国中厚板生产进入了快速发展时期,大部分新建的中厚板厂都采用了滚切剪。根据用途和结构不同,滚切剪又分为双边剪、剖分剪、切头分段剪和定尺剪。使用滚切剪后,剪切线的能力和剪切质量大幅度提高,也提高了整条生产线的技术装备水平。
2 滚切剪的特点
滚切剪是通过连杆机构带动上剪刃沿下剪刃滚动,可对钢板进行横向和纵向剪切,剪切钢板厚度可达50mm。滚切剪与一般斜剪刃剪机相比有如下优点:剪切质量好、剪切划伤和磨损小、可以保证钢板的平直度、剪切效率高[2]。
1)滚切剪的上剪刃是半径很大的圆弧形,在开口度相同的情况下,滚切剪的剪刃行程比斜刀剪的行程小30%~40%,偏心半径小,对剪切钢板的压弯变形小,剪切质量好[3]。
2)滚切剪的上下剪刃间隙可根据钢板厚度进行调整,精度高,速度快,切口干净毛刺小。
3)剪切效率高,最高可达30次/min。
4)滚切剪配有快速换剪刃装置,换刀只需30min。
5)滚切剪机组采用计算机控制,钢板运送和长度测量装置由夹送辊和测长辊组成,定尺系统精度高,使用维修方便。
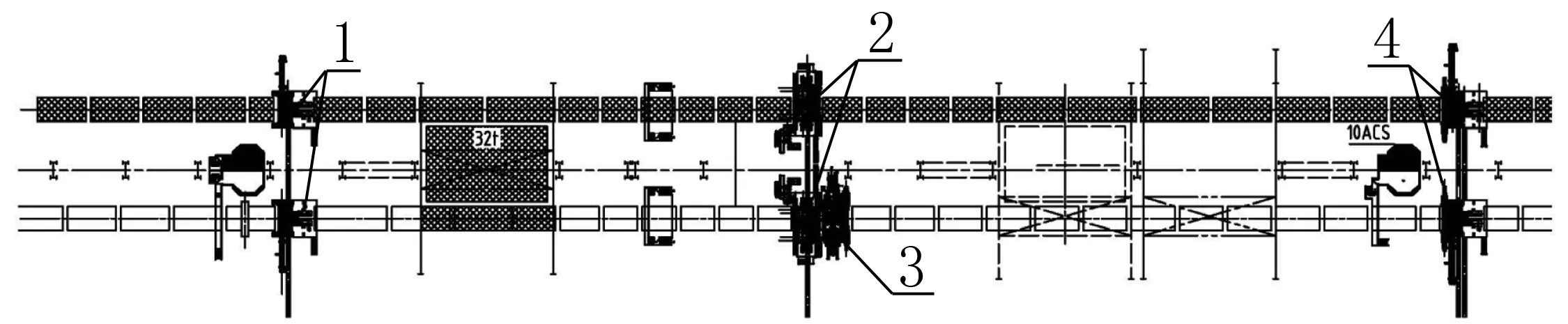
图1 国内某5m宽厚板厂剪切线布置
1-滚切式切头剪; 2-滚切式双边剪; 3-剖分剪; 4-滚切式定尺剪
3 滚切式定尺剪的工艺布置特点
定尺剪在剪切线中位于双边剪的下游,其作用是将钢板剪切为所需要的长度,当钢板需要取样检测时,也可由定尺剪切出试样,再通过试样输送带送至试样剪切区,切下的头尾废料通过废料输送带送至废料间收集。
滚切式定尺剪与滚切式切头分段剪在结构和工艺布置上有很多相似之处,而不同之处有:
1)在定尺剪前,由于钢板已完成切边的工序,相对于输送辊道是对中的状态,需采用一套靠边机构将钢板的固定侧边部靠紧在辊道的边部挡板上。
2)定尺剪的剪切频率大于切头剪,主传动速度和主电机功率大于切头剪。
3)定尺剪与切头剪相比,增加了剪前夹送辊,可减少辊道与钢板之间的相对滑动,还增加了剪后测长辊,都可用于对钢板进行精确测长。在夹送辊上安装了两个压辊,跟剪机上的机架辊配合,用于输送钢板头部和尾部的短板。
4)推尾装置不是安装在机架面板上,而是分别安装在夹送辊固定侧和移动侧。
5)针对定尺剪,在定尺剪输出辊道上增设定尺机,主要采用机械方式对钢板进行精确定尺测量和定位。
4 定尺剪区域常规工艺布置的问题
图2为国内某5m宽厚板厂No.1定尺剪的工艺布置,是常规的布置方式,但这种布置存在一些问题。

图2 5m定尺剪常规布置
1-剪前靠边; 2-输入辊道; 3-固定侧推尾; 4-换剪刃装置; 5-非固定侧推尾; 6-夹送辊; 7-机架辊; 8-定尺剪机架; 9-摆动辊道; 10-试样输送带; 11-废料输送带; 12-输出辊道; 13-定尺机
4.1 设备检修困难
夹送辊距离定尺剪本体非常近,与剪机本体机架连为一体,剪机前的检修空间非常狭小。检修更换易损件时必须要拆卸剪机面板,而此种布置要求必须先拆除夹送辊,给检修维护带来很大的困难,增加了检修维护时间,降低了生产效率。
由于要精确控制定尺剪前钢板的位置和速度,剪机和夹送辊之间需布置一系列的检测元件及摄像头,空间颇为紧张,不便于在线观察和检修维护。一旦检测元件工作状态出现问题,需要停机才能进行检修,造成工时浪费。
4.2 推尾装置问题
推尾装置分别布置于固定侧和移动侧夹送辊机架上,造成夹送辊结构复杂,不利于检查和维护。当夹送辊不投入,即移动侧夹送辊不随钢板定宽时,推尾装置也无法正常使用。
推尾结构为两点式,推尾功能过于简单,易造成尾料的推偏。
4.3 尾料的运输
对于短板的运输,只能靠机架辊和压辊来保证,为单辊运输,输送效果不佳。见图3。
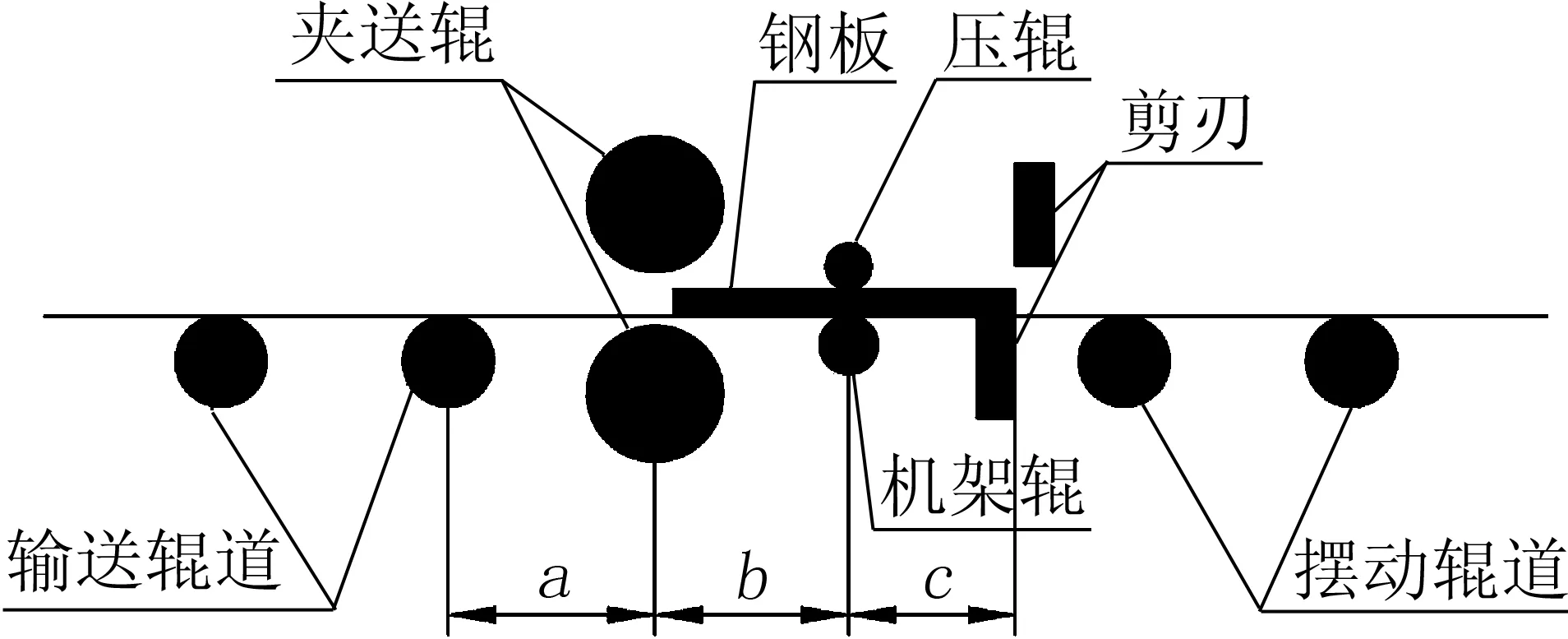
图3 定尺剪常规布置—钢板的运输
5 针对定尺剪区域的工艺布置优化
定尺剪是剪切线的咽喉[4],从工艺布置上进行优化,帮助提高定尺剪的生产节奏,可提升整条剪切线的效率。
在国内某5m宽厚板二期工程中,对新建的No.2定尺剪区域的工艺设备布置进行了优化。图4为针对No.2定尺剪的新型工艺布置,表1为No.2定尺剪主要工艺参数(与No.1定尺剪相同)。
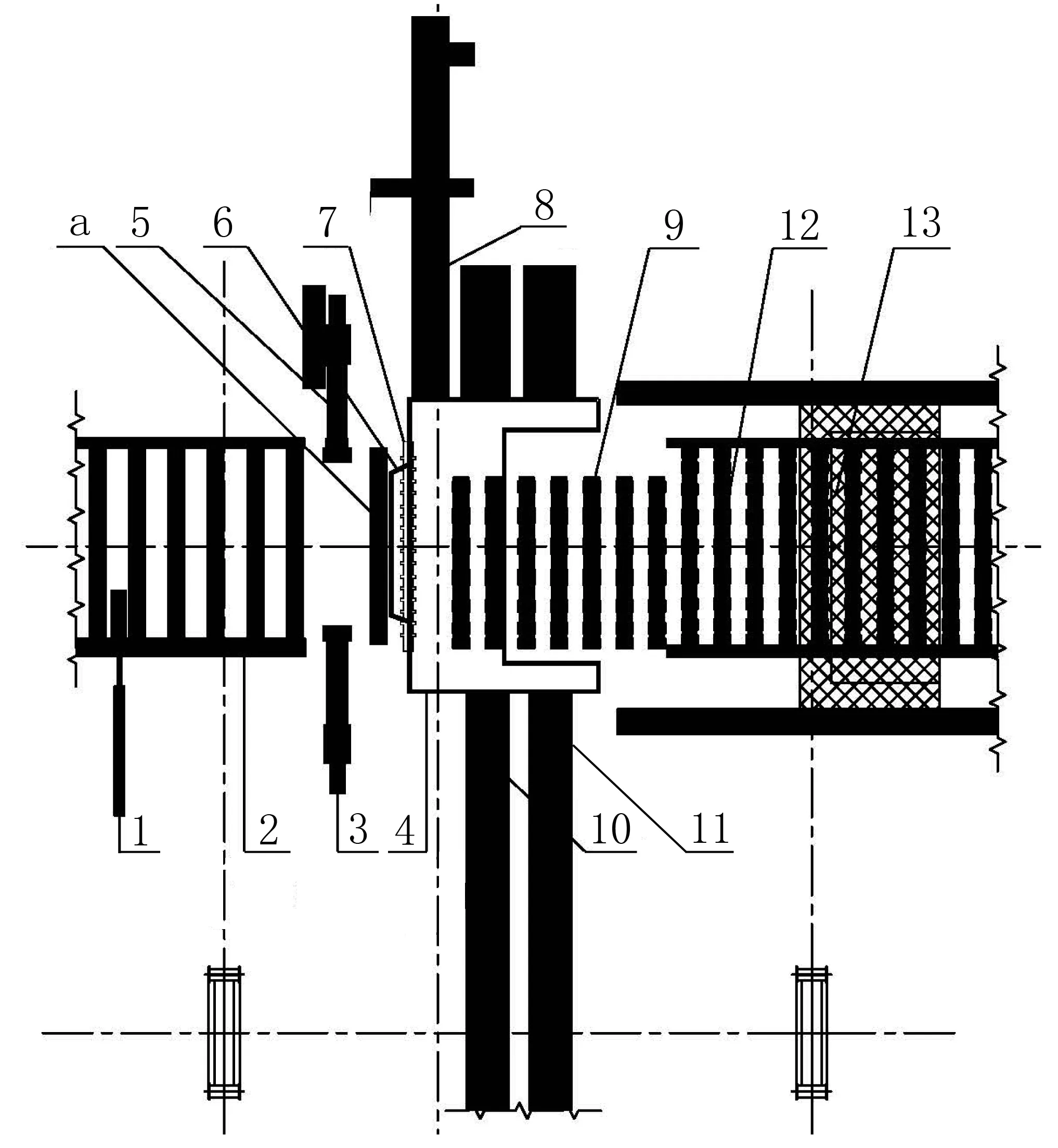
图4 5m定尺剪新型布置
1-剪前靠边; 2-输入辊道; 3-夹送辊; 4-定尺剪机架; 5-夹送辊; 6-整体式推尾; a-增加的一根辊道; 7-机架辊; 8-换剪刃装置; 9-摆动辊道; 10-试样输送带; 11-废料输送带; 12-输出辊道; 13-定尺机
5.1 夹送辊与剪机本体脱开
在夹送辊和剪机本体之间加入一根输送辊道,夹送辊从剪机本体独立出来,并采用单独的机架。这种布置扩大了剪机与夹送辊间的空间,剪机面板区域的检修维护可独立进行,不需为此对夹送辊进行拆装。减少了检修维护所需时间,提高了生产效率。
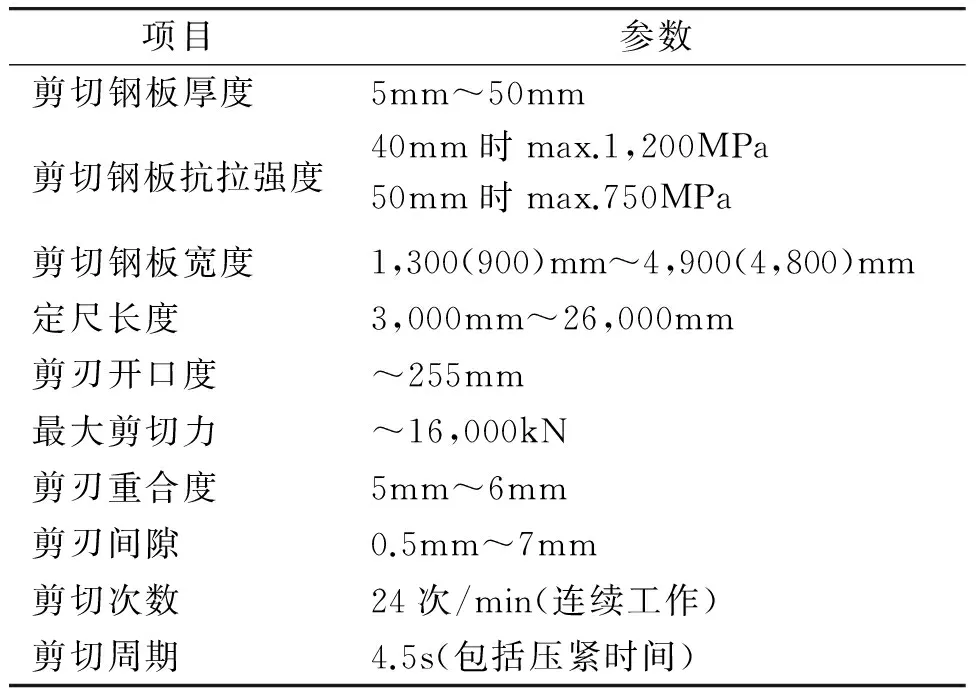
表1 某厂5m定尺剪主要工艺参数
给剪机与夹送辊间的检测元件留出检修空间,并便于观察检修元件的运行状态,当检测元件需要检修时,无需停机便可进行维护。
5.2 推尾装置和压辊的调整
将推尾装置和压辊从夹送辊上移至剪机机架面板上,推尾设备与夹送辊完全脱开,即使夹送辊不投入生产,推尾功能也能实现。
推尾机构由两点式改进为整体式推尾,推尾功能更加实用、可靠,节省了推尾时间。
5.3 短板的运输
在机架辊和夹送辊之间增加的一根输送辊道,对于短的钢板,由机架辊和这根辊道共同运输,运输效果更好,见图5。
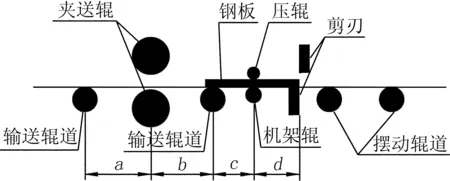
图5 定尺剪新型布置—钢板的运输
6 结论
剪切设备是中厚板生产中必不可少的设备,至今已经历了一系列的变革。在设计中,合理进行设备布置是保证生产并提高生产效率的关键,也是优化生产工艺的关键。介绍的新型工艺布置,即增大定尺剪与剪前夹送辊的距离,在定尺剪和夹送辊间加入一根输送辊道;将推尾装置和压辊移至剪机本体上,推尾装置由两点式改为整体式。在实际生产中,能一定程度上提高定尺剪的生产效率,并可减少检修维护成本,可对剪切线的实际生产运作起到积极作用,并能帮助提升中厚板厂整线的技术装备水平。
[1]徐善敏.宝钢5m宽厚板轧机剪切线设备与剪切质量相关因素.宝钢技术,2005(2).
[2]邹家祥.轧钢机械.北京:冶金工业出版社(第二版),1989.
[3]李瑛.浅析滚切剪在中厚板厂的应用.冶金标准化与质量,2007(5).
[4]陈瑛.浅谈中厚板车间的平面布置设计.宽厚板,2007(5).
Discussion on New Process Layout of Rolling-cut Dividing Shear
Chen Xi Hu Xiaozhuo Hao Jianwei
(Capital Engineering and Research Incorporation Limited, Beijing 100176)
In the shearing line of medium heavy plate, there is some layout problem about pitch roll and tail-end kick-off device of rolling-cut dividing shear. This new layout separates the pitch roll from the shear housing and increases the space between them by putting a roller in. Therefore there is more space for inspecting and maintaining, and it’s benefit for transporting short plate. Tail-end rick-off device locates from pitch roll to shear housing, changes from two point type to whole type, and its function has been optimized.
Medium and heavy plate Rolling-cut dividing shear Pitch roll Rick-off device of tail end
陈曦,女,1982年出生,毕业于北京科技大学,硕士研究生,研究方向:材料加工工程
TG333.21
B
10.3969/j.issn.1001-1269.2014.06.013
2014-07-12)
