电解脱脂机组卷取塔形浅析及对策
2014-08-11许彦波张明生
许彦波 张明生
(中冶南方工程技术有限公司 湖北武汉430223)
电解脱脂机组卷取塔形浅析及对策
许彦波①张明生
(中冶南方工程技术有限公司 湖北武汉430223)
北京首钢顺义冷轧的电解脱脂机组在初期出现卷取塔形,这严重影响下道工序。从生产工艺到设备结构等对存在问题进行了分析,提出了相关的改进措施,最终通过对工艺和设备进行相应调整,大大降低了钢卷卷取塔形,改善了产品质量。
钢卷塔形 电解脱脂 卷取 解决方案
1 前言
对机组的卷取塔形控制一直以来都是冷轧生产线追求的目标,尤其对电解脱脂机组而言,塔形控制就显得更为重要。与其他生产机组不一样,电解脱脂的下道工序是进入罩式退火炉退火,需要将钢卷翻卷成为立卷并堆垛摞起来,为此钢卷塔形不仅会影响生产质量,而且将严重影响到下道工序的生产。因此电解脱脂机组的钢卷塔形在罩式退火生产中尤为重要。
为了降低电解脱脂机组的塔形,结合现场实践情况,从生产工艺、设备结构等方面进行分析,并通过调整工艺参数、改造设备结构进行优化,降低了钢卷塔形的产生概率。
首钢冷轧罩退的电解脱脂机组卷取出现了塔形,形状如图1和图2所示,塔形问题主要分为:
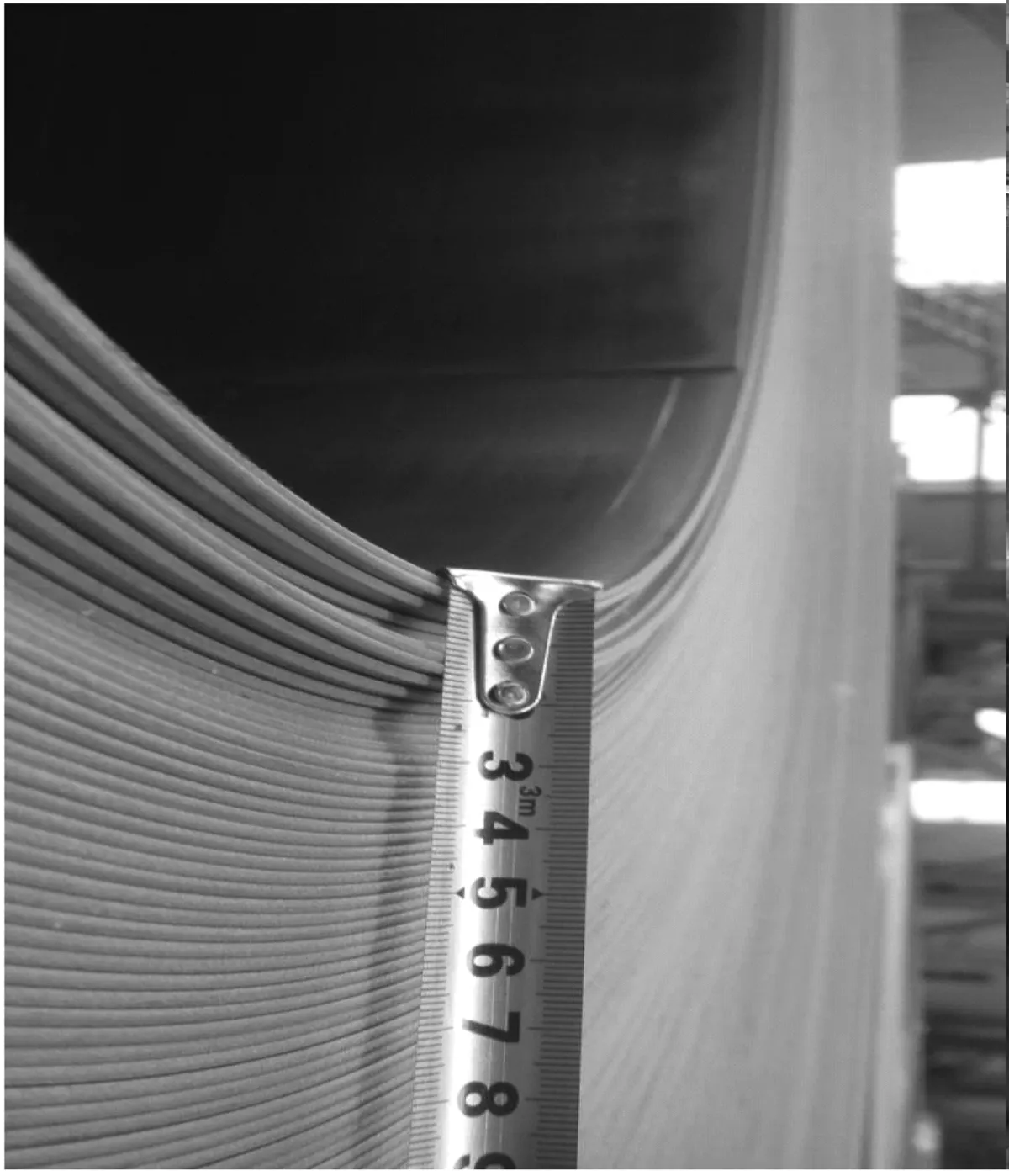
图1 内圈塔形钢卷

图2 整卷塔形钢卷
1)对于带钢偏厚的钢卷,头部卷取不规则,容易在头部出现塔形;
2)对于重量较大的钢卷,尤其宽且重的钢卷,卷取达到一定卷径后出现塔形。
2 塔形钢卷形成原因
北京首钢电解脱脂机组卷取段,主要设备包括有2#张力辊、出口剪、出口转向夹送辊、卷取机及皮带助卷器等,具体布置见图3。在进行卷取过程中,出现塔形包括有头部塔形、中间错层塔形、尾部塔形或者这几类塔形的混杂体[1][2],造成塔形的原因有多种,其归结起来有来料条件原因、工艺参数原因、设备原因等。由于来料条件主要是镰刀弯等,造成钢卷塔形,从本电解脱脂机组本身无法改进,因此本论文不予以讨论。
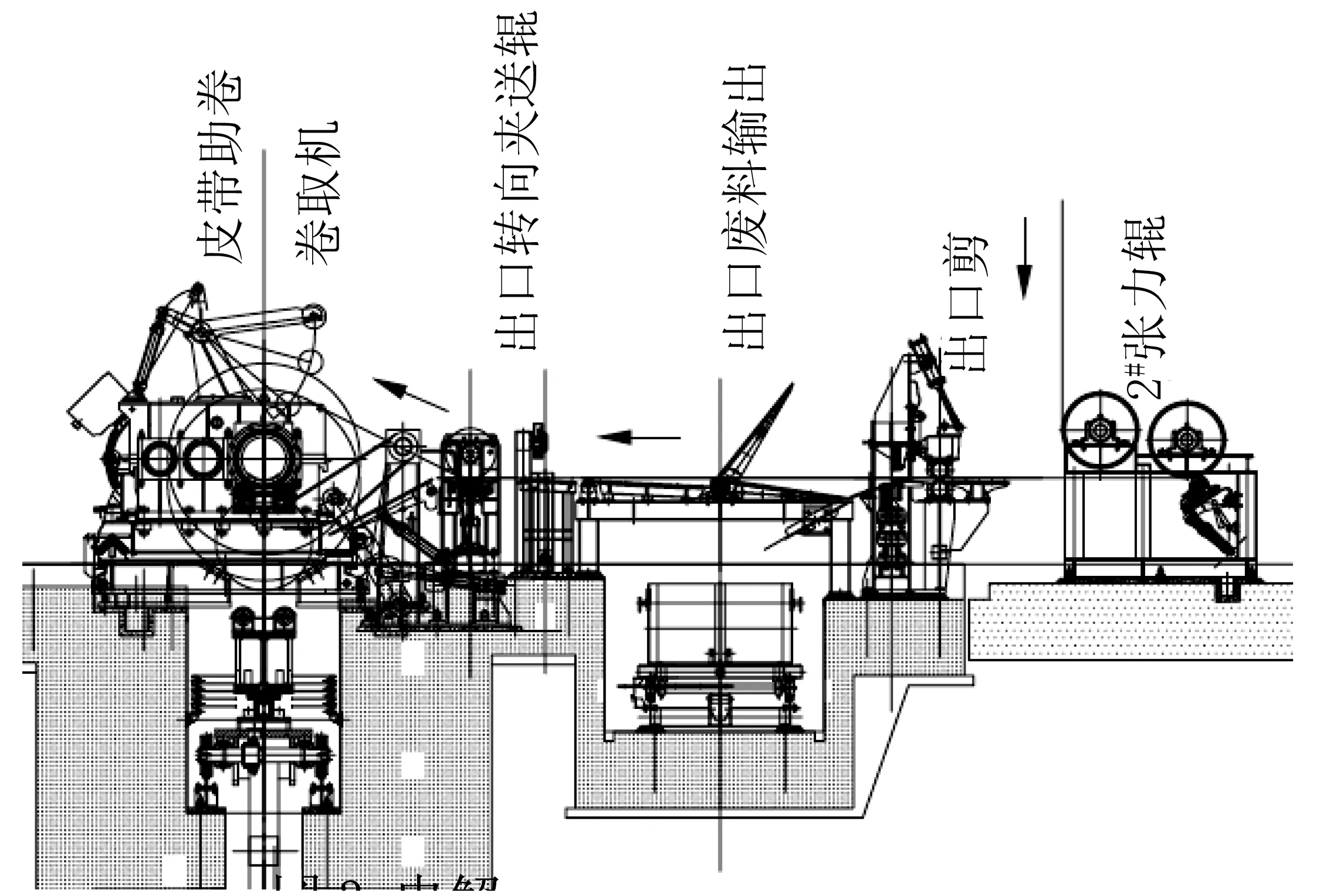
图3 电解脱脂机组卷取段设备布置图
2.1 产生塔形原因分析
从塔形的分类来看,头部塔形的产生,主要是由带钢在初始进入卷取机阶段,头部带钢偏离了机组中心线,而后经过纠偏,使带钢回归到机组中心线来;中间错层塔形则是在正常进行卷取的过程中,由于卷取张力的波动,或者纠偏控制不当,使带钢层间错动;尾部塔形常是尾部纠偏不当,或者超出纠偏范围,造成尾部塔形[3]。
2.2 工艺控制分析
在进行卷取过程中,与工艺参数相关的参数主要是卷取张力的设定。而在卷取上设定带钢的卷取张力与带钢厚度、宽度、材质、钢卷卷径等相关。厚度、宽度及材质对张力的影响常常都在二级机上通过预设定好,改动影响不大,钢卷的卷径对张力影响主要使初始阶段设定较大张力,形成“硬芯”钢卷,主要防止钢卷塌卷,其次由于初始阶段张力较大,后面持续缓慢减小张力,形成一定的“张力锥度”[4],锥度大小与张力过渡平稳有一定关系,控制“张力锥度”对改进塔形有一定的作用。
2.3 设备原因分析
在电解脱脂机组的出口段存在多个设备,设备安装的精准、运行的平稳、动作到位与否、满足受力大小等都与卷取质量有密切的关系。为此,除了正常校准出口段各个设备安装精度之外,还需注意出口段的关键设备(卷取机、皮带助卷器、出口夹送辊)运行动作等对塔形的影响。
2.3.1 卷取机芯轴涨缩与横移的影响
卷取机芯轴在卷取过程中非常重要,芯轴在钢卷的卷取过程中必须始终保持真圆,才能保证钢卷从内到外的带钢整齐,防止出现塔形。另外在钢卷卸卷过程中,钢卷从芯轴上抽出,内圈整齐便可防止钢卷内圈错层。
在卷取过程中,为了保证一边整齐,卷取都是在底座上浮动横移的,但横移过程受纠偏控制,尤其是纠偏过程中横移的速度,受制于卷取机及钢卷重量、机组速度等都有关系[5]。常常由于卷取机纠偏横移速度跟不上或者过快,也易造成钢卷塔形。
2.3.2 皮带助卷器的影响
在带钢头部未进入卷取机之前,皮带助卷器的皮带已经将卷取机芯轴包裹住。随着带钢进行穿带过程,带钢头部沿导板进入皮带,然后随着芯轴的旋转卷入卷取机,最后顺着皮带助卷器端头的压舌插入,包裹卷取机芯轴形成第一圈钢卷。在此过程中,皮带包裹不紧、导入跑偏、压舌插入不到位都会导致形成塔形的因素。尤其是在形成第一圈钢卷最后时刻,往往由于压舌插入位置与芯轴切线方向存在一定角度,造成“鼓包”,导致钢卷内圈带钢缠绕不紧,甚至跑偏,形成头部塔形。
2.3.3 夹送辊的影响
在带头进行卷取的穿带过程中,夹送辊夹住带钢往卷取机方向输送,卷取几圈之后,夹送辊打开。夹送辊两边气缸压强不均常造成带头的跑偏,容易形成头部塔形;卷取一定时间之后,夹送辊与卷取机上的带钢形成一定的包角,如果夹送辊辊身稍有倾斜,则会造成带钢与机组中心线存在一定夹角,带钢两侧张力松紧不一致,卷取容易形成错层,俗称“喇叭卷”、“锅盖卷”。
3 塔形的解决措施
针对现场出现的塔形问题,结合生产过程中进行观察,分析有这样几个现象:
1)厚带钢钢卷头部容易形成塔形,尤其超过带钢厚度2.0mm以上的钢卷表现更为明显。在生产中确实发现,带头在压舌插入形成第一圈时很容易形成“鼓包”,越厚带钢的“鼓包”现象越明显;
2)对于大卷径、大卷重钢卷,在卷径达到一定直径后易形成塔形,很多钢卷在卷径超过1.6m以上塔形慢慢出现,而且经过观察,形成的外部塔形几乎都是朝同一个方向发展。
根据这些现象,结合塔形出现的规律,在工艺控制、设备上进行了许多调整。
3.1 工艺设定的优化
原卷取过程中有张压力“锥度”控制。根据部分钢卷初期塔形问题,将张压力“锥度”控制进行了调整,具体包括锥度大小、锥度的终止位置,以达到张压力平稳过渡的目的。调整之后的张压力“锥度”如图4所示。在调整过程中适当减小了张压力“锥度”,即减小T1与T0的比值,维持原来张压力锥度起始位置D1值,但增大了张压力锥度终止位置D2值。通过这些张压力的优化之后,张压力过渡更加平稳,这样有利于减小张压力波动带来的塔形影响。
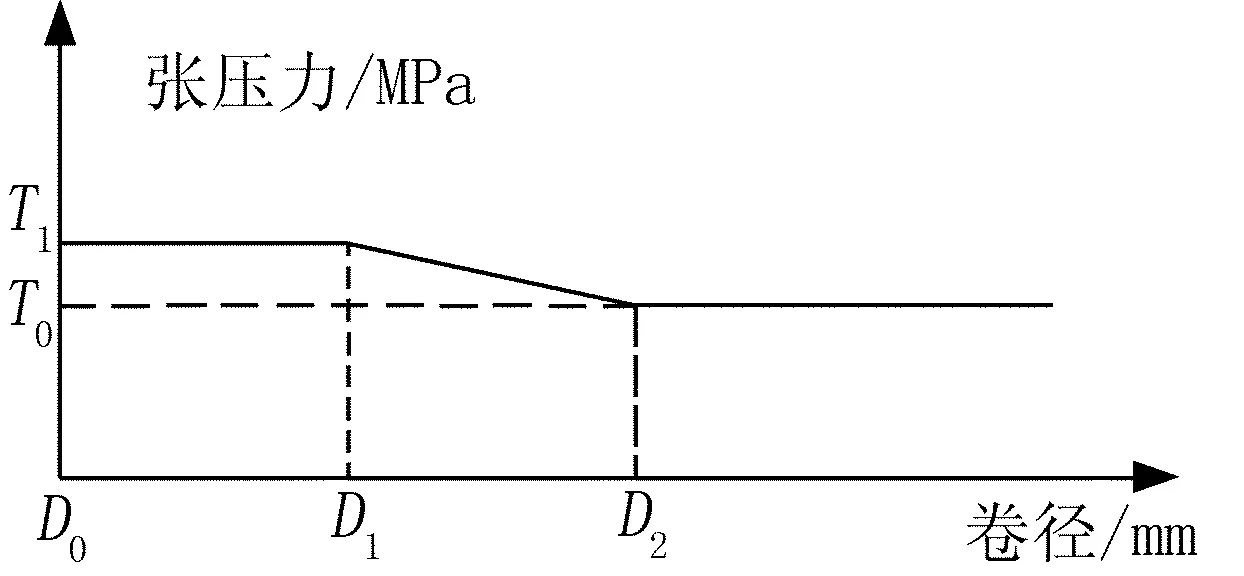
图4 锥度张力控制示意图
3.2 机械设备的整改
对于机械设备进行整改,主要包括对卷取机芯轴新增真圆度修整、卷取机横移缸更换、调整皮带助卷器等。
3.2.1 修整卷取机芯轴真圆度
在试生产阶段由于操作不当,芯轴中的一块扇形板棱锥断裂,后来制造厂新做一块扇形板。新的扇形板安装之后,钢卷塔形概率增加,几经测量发现扇形板同轴度达不到设计要求,为此专门对扇形板进行修磨和调整,使芯轴真圆度基本达到设定要求。
3.2.2 更换卷取机横移油缸
经观察发现大钢卷的尾部塔形比较明显,现场初步确定在卷取机横移的反应速度上存在一定问题。后来虽然经纠偏速率调整、液压调整,但仍不能解决该问题。经计算横移油缸在卷取机滚动横移上基本可以满足要求,但该卷取机整体固定在滑动底座上进行滑移,局部的卡阻造成影响。最终将横移油缸进行了更换,横移油缸缸径由原95mm改为130mm,纠偏横移效果非常显著,塔形得以明显改善。
3.2.3 调整皮带助卷器
皮带助卷器位置调整到位与否是钢卷头部卷取的关键所在。经过现场观察皮带助卷器在未缠绕带钢进入卷取之前,各个动作都能到位,但只要皮带涨紧力稍微加大,端头的压舌插入位置便会发生调整,随后带头随皮带缠绕进入卷取机形成一圈时,便会产生“鼓包”,但缠绕几圈之后,“鼓包”消除,但由此会造成钢卷内圈卷取不紧,有塔形出现。针对这一现象,先对皮带助卷器的抱臂力、皮带张紧力、框架横移力之间的匹配关系,后来在外支撑上增加一套芯轴固定装置,使皮带张紧之后,设备之间不产生相对运动。其次调整助卷器端头压舌插入位置,尽量使压舌尖部紧贴芯轴表面。目前对压舌调整尚未处理完成,正在进行积极处理。
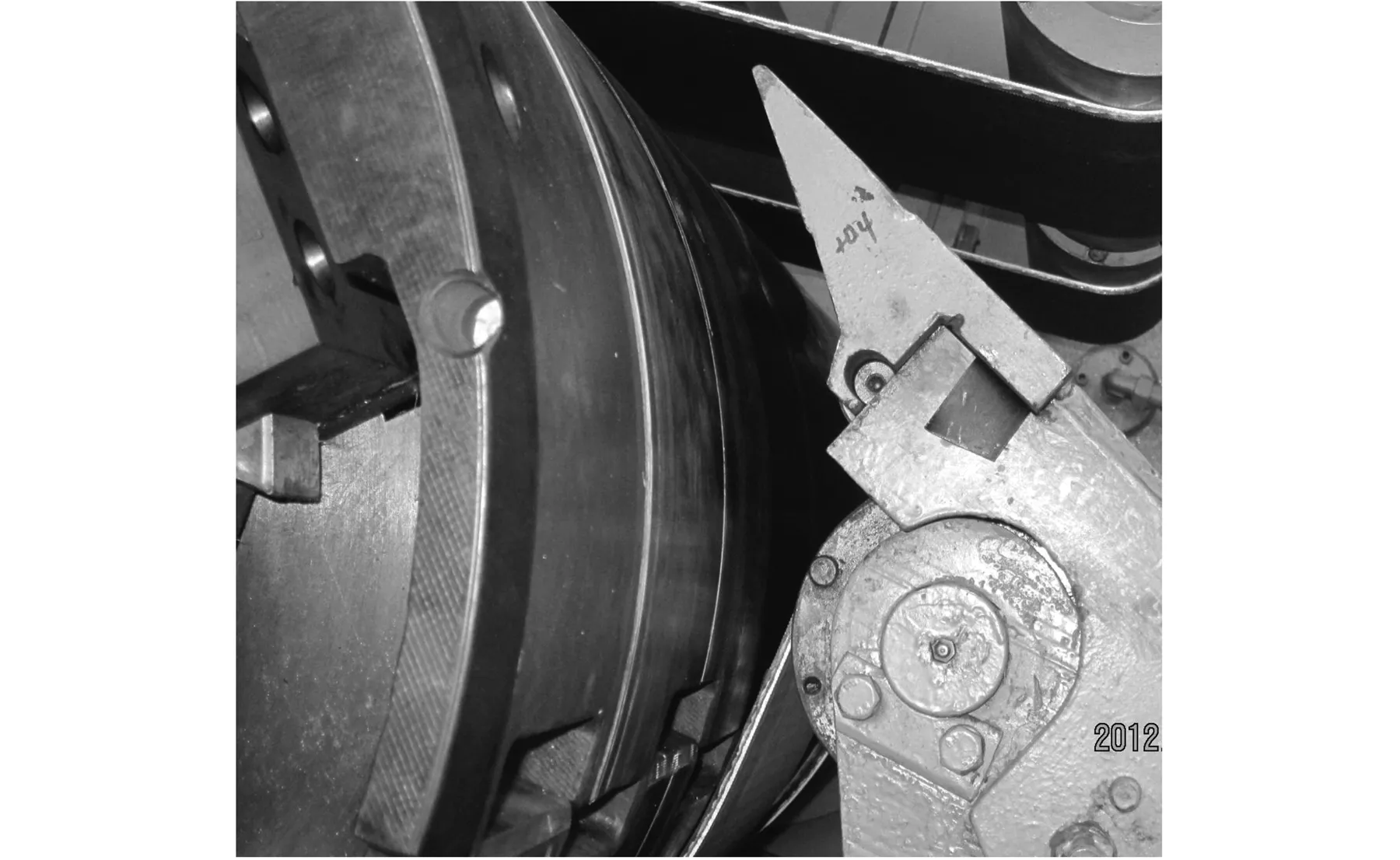
图5 生产时助卷器压舌位置
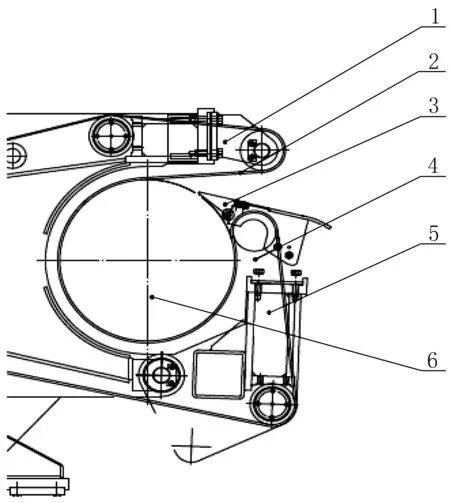
图6 实际要求助卷器压舌位置
1-助卷器上臂; 2-助卷皮带; 3-压舌; 4-助卷器下抱臂; 5-下抱臂油缸; 6-卷筒
3.2.4 夹送辊调整
现场对夹送辊的辊体位置进行了复测,对夹送辊下压辊两侧压强进行了重新调整,经调整后带钢经夹送辊送入卷取机不跑偏,卷取之后观察卷取机与压辊之间带钢两侧松紧相当。
4 结束语
经过上述调整之后,钢卷出现塔形概率降低50%以上,即使出现塔形情况也得到了改善。但助卷器的压舌问题尚未得到解决,在进行卷取时钢卷内圈仍旧会“鼓包”,相信在解决卷取“鼓包”问题之后,钢卷塔形将会进一步降低。
[1]付志刚,孙文彬,刘东辉.CSP板卷错层产生原因与对策[J].轧钢,2006,Vol.23(2):63-65.
[2]孙平,毛新平等.热轧钢带卷取塔形控制方法的研究[J].南方金属,2004(4):26.
[3]董跃星,贾军艳等.热轧薄规格带钢产生的塔形及控制措施[J].商品与质量,2012(1):147.
[4]张波.锥度张力控制在热连轧带钢卷取中的应用[J].电气传动,2010,Vol.40(8):67-69.
Analysis and Countermeasure of the Electrolytic Degreasing Line Coiling Telescope
Xu Yanbo Zhang Mingsheng
(WISDRI Engineering & Research Incorporation Limited., Wuhan 430223)
The coiling telescope appeared in electrolytic degreasing line(EDL) of Beijing Shougang Shunyi cold rolling plant in the early time, which seriously affect the next process. From the production process to the mechanical structure were analyzed, the proposed improvement measures, and ultimately through the process and equipment related adjustments, the coil telescope, greatly reduced has been are put forward, the quality of product are improved.
Coiling telescope Electrolytic degreasing Coiling Solutions scheme
许彦波,男,1979年出生,2003年毕业于东北大学,硕士,高级工程师,从事冷轧工程设计工作
TG333.72 TG333.24
B
10.3969/j.issn.1001-1269.2014.06.017
2014-06-16)
