六辊单机架可逆轧机轧制极薄带钢技术探讨
2014-08-11张春明
张春明
(中冶京诚工程技术有限公司轧钢工程技术所 北京100176)
六辊单机架可逆轧机轧制极薄带钢技术探讨
张春明①
(中冶京诚工程技术有限公司轧钢工程技术所 北京100176)
结合实际项目,就六辊单机架可逆轧机轧制极薄带钢技术进行了探讨,提出轧制极薄带钢的关键影响因素。重点介绍了轧制规程、乳化液系统、空气吹扫系统配置。经机组实际应用后,各项技术经济指标均达到了国内先进水平。对单机架冷轧薄板技术具有借鉴意义。
单机架冷轧 极薄带钢 轧制规程 乳化液系统 空气吹扫 优化改进
1 引言
冷轧极薄板(尤其厚度0.2mm以下)市场紧俏,产品附加值较高,受到冷轧企业的高度重视。
冷轧极薄板带钢受原料、机组配置、轧制工艺、操作水平等多种因素影响,技术含量高、生产难度大。山东某钢铁企业冷轧薄板1150mm六辊单机架可逆冷轧机组自2011年底投产以来,生产0.2mm以上厚度规格产品比较稳定,产品质量较好。但在生产0.18mm甚至更薄规格产品(0.16mm)时存在较多问题。为了稳定生产极薄规格带钢,对机组配置、轧制工艺等进行了优化,产品质量良好,生产稳定,取得显著的经济效益。
2 机组主要技术参数
该机组为单机架UCM可逆冷轧机组,配有测厚仪、测速仪、张力计,轧机具有工作辊正负弯、中间辊正弯、中间辊窜辊等板形调整功能。
轧机采用液压压上方式,实现AGC自动控制。在电气控制上,具有液压辊缝控制系统(包括辊缝位置控制,压力控制、偏摆控制、弯辊控制、窜辊控制等)、自动厚度控制系统(包括秒流量控制,前馈厚控、采样厚控、前馈厚控、偏心补偿等)等完备的控制手段。
机组主要技术参数见表1。
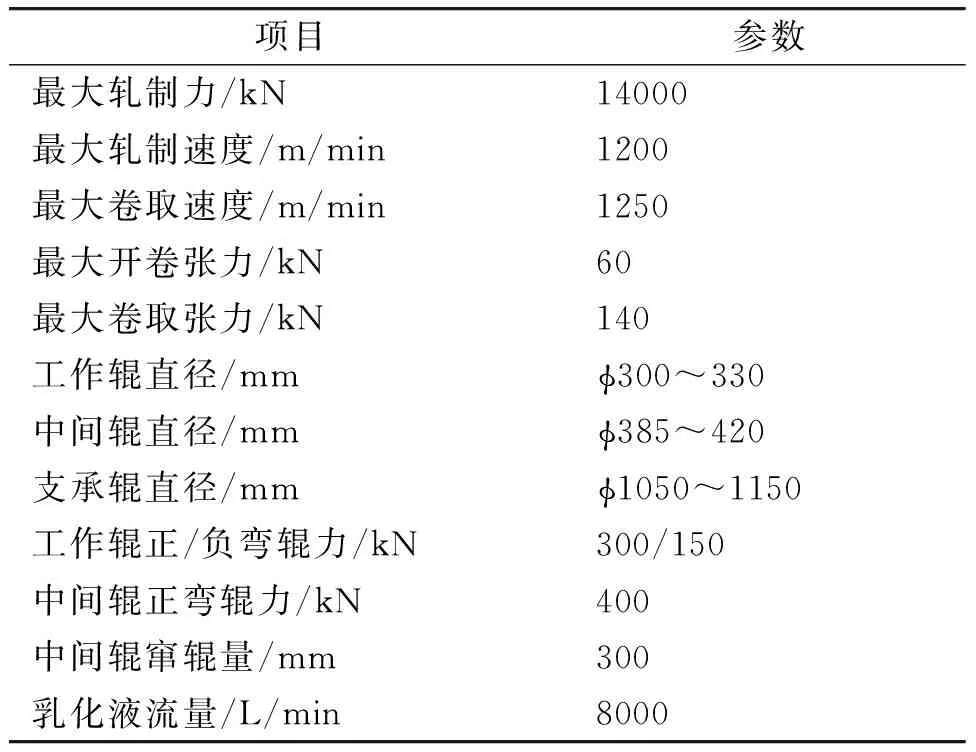
表1 1150mm单机架可逆轧机主要技术参数
3 生产极薄带钢的问题
该机组在设计时,从机组整体配置、轧机结构、乳化液系统配置等多方面综合考虑,以满足极薄带钢的轧制要求。但在调试和实际生产0.2mm以下带钢厚度时,还存在一些问题,导致无法批量进行极薄带生产。主要问题有[1,2]:
1)轧制极薄带钢时,末道次轧制力极大,且继续加大轧制力也无法达到目标产品厚度;板形很差,且用轧机弯辊、窜辊等手段难以调整控制,无法正常连续生产。
2)带钢表面温度高,经常出现轧辊爆辊现象,影响轧机正常生产,极大降低了机组作业率,而且轧辊消耗很高。
3)板面残留乳化液较多,轧制油消耗大,且影响下道工序的正常生产。尤其是轧制薄板时,速度提高到600m/min以上,板面残留乳化液严重。
4 优化及改造措施
4.1 优化轧制规程
针对末道次轧制力大,板形不好的问题,经计算研究、并对轧制规程进行了详细分析[3]。
按照轧制普通厚度规格带钢的压下率分配原则,进行极薄带钢轧制时,末道次相对变形量小、绝对压下量小,导致末道次轧机辊缝小于0.08mm,有时甚至出现负辊缝。此时,轧制力会大大超出正常值;并且加大轧制力也无法将带钢压下到成品要求厚度,板形无法调整;并导致轧辊磨损加剧。
对轧制规程进行优化后,适当加大了末道次的压下率(压下率不小于32%)。调整轧制规程后,有效消除了末道次轧制力大、板形不好且无法调整的问题。
表2是优化后以2.75mm×1000mm原料生产0.18mm×1000mm冷轧带钢的轧制规程(总压下率为93.5%)。
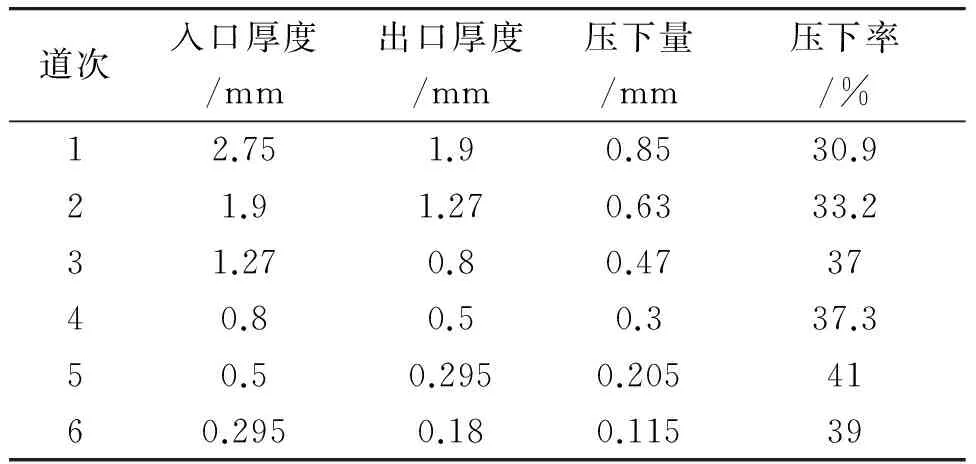
表2 典型轧制规程
经过对轧制规程的优化,该机组实现了最大94.6%的极限压下率。在国内单机架冷轧领域处于领先水平。
4.2 优化乳化液系统
1)在生产极薄带钢时,经常出现带钢温度高,轧辊非正常爆辊频繁等现象。经分析认为:造成这种现象的原因是轧制时出现了轧辊润滑和带钢冷却不足。
2)该机组乳化液系统设计流量为8000l/min,轧机传动功率4200kW,流量与功率比值为1.9。设计的系统压力为0.9MPa。按照乳化液系统设计理论,流量和压力指标均能满足薄带钢轧制要求。
3)进一步分析发现:由于投产初期,主要生产普通带钢规格产品,对乳化液的流量和压力要求较低,因此在乳化液系统调试时,将供液泵的供液压力调节为0.7MPa,此时,系统流量变为6000l/min。经过管道压力损失等因素影响,乳化液到轧机喷射梁处的压力降低为0.5MPa以下。这种压力和流量条件下,进行大压下率轧制时,极易出现因润滑、冷却不足导致的带钢发热严重、轧辊爆辊、乳化液损耗加大等异常情况。
4)另外,该机组选配乳化液时,采用了半稳定性乳化液。其冷却润滑性能较稳定性乳化液更好,但稳定性较差,易出现油水分离现象,影响性能。实际生产时,比较注意乳化液浓度、皂化值、PH值等传统指标的检测和调整。但经检测发现,乳化液的乳化稳定指数ESI为0.2~0.5;表明乳化液处于不稳定状态,轧制油、水未充分乳化,部分轧制油、水处于油水分离状态。轧制时,会出现润滑、冷却不均、不足现象,这也是引起带钢发热、爆辊的重要原因。
5)针对上述问题,对乳化液系统进行了调整:
(1)调整系统压力和流量。将供液泵的供液压力调整为0.9MPa,流量变为8000L/min。此时乳化液到达轧机喷射梁处的压力为0.69MPa左右。满足轧制要求。
(2)每4小时定期检测乳化液的ESI指标,保证ESI在0.5~0.7左右。低于该值,则加强搅拌,提高乳化程度。反之则减少搅拌。
经此调整后,板面发热、轧辊爆辊现象基本消除,乳化液损耗也得到降低。
4.3 改进吹扫装置
在轧制极薄带钢,尤其是提高轧制速度以后(600m/min以上),带钢表面残留乳化液严重,影响板面质量,且乳化液消耗大。
1)该机组轧机入口出口的乳化液喷射、吹扫设计如图1所示。
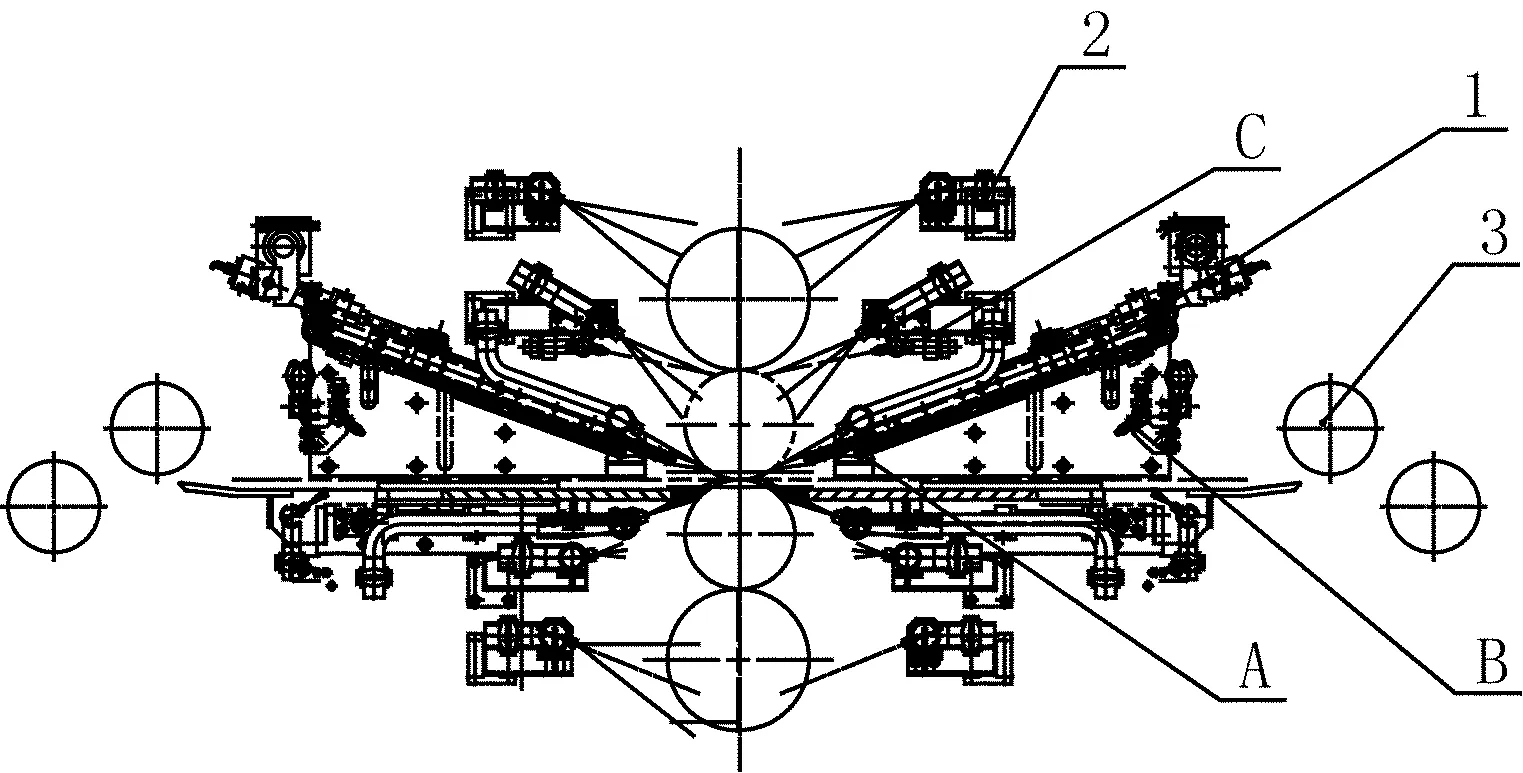
图1 乳化液喷射吹扫系统
1-防缠导板; 2-乳化液喷射梁; 3-挤干辊
2)轧机入口和出口对称布置。轧制时,带钢入口打开乳化液喷射,出口打开空气吹扫。防缠导板下部设置一排吹扫喷嘴A,用于将入口和轧机上部流出的大部分乳化液吹走;防缠导板尾部设置了另一排吹扫喷嘴B,将残留乳化液和导板滴下的乳化液吹扫干净;工作辊和中间辊传动侧辊缝设置一排吹扫喷嘴C,用于吹扫辊缝处喷射出的乳化液;轧机出口设置挤干辊,防止残留乳化液流出轧机区域。
3)该配置在低速时效果良好。但轧制薄带、速度提高以后,喷出到轧机出口的乳化液量大,且流动速度高,存在飞溅现象,喷嘴A无法处理大量高速流出的乳化液,导致大量乳化液残留在板带上;喷嘴B只能吹扫少量残留乳化液,剩余乳化液均堆积到挤干辊前方;高速状态下,挤干辊清理乳化液能力差。最终大量乳化液残留在带钢表面。
4)因此,在喷嘴A处吹扫掉大量乳化液,并优化挤干辊高速状态清理乳化液的能力是解决板面乳化液残留的关键。据此确定了优化设计方案:
(1)在防缠导板前部增加侧引流板。
如图2所示。该引流板从防缠导板端部两侧一直伸出到带钢下方。增加引流板以后,从入口和轧机上部飞溅的乳化液从防缠导板流到操作侧和传动侧的引流板以后,由引流板排放到带钢下方,从而避免大量乳化液残留在带钢表面。
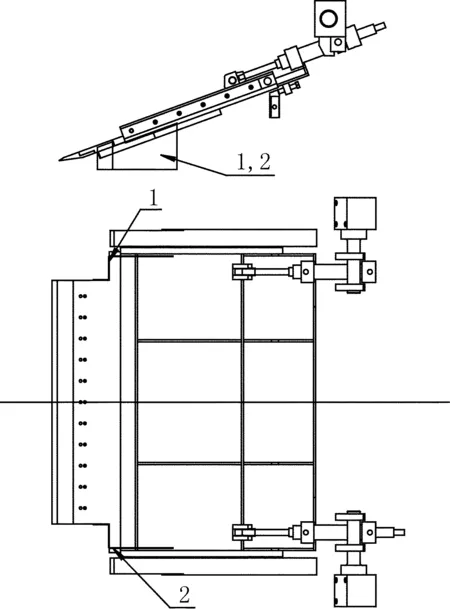
图2 增加侧引流板示意图
1-传动侧引流板; 2-操作侧引流板
(2)取消挤干辊,增加吹扫喷嘴D。
图3是优化后的乳化液喷射与吹扫系统布置图。
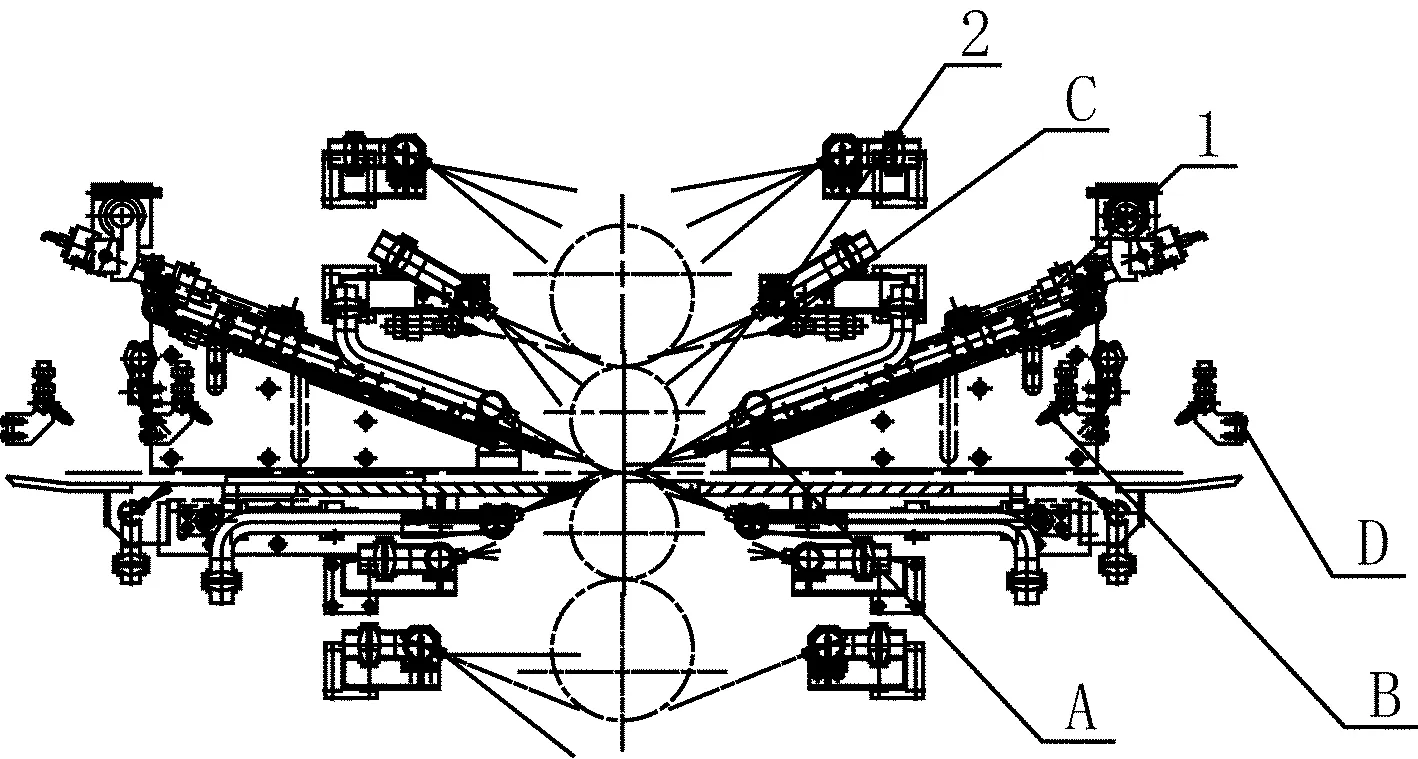
图3 优化后乳化液喷射与吹扫系统布置
1-防缠导板; 2-乳化液喷射梁残留在带钢表面的少量乳化液经喷嘴D吹扫后,可以基本清理完毕。
改造完成以后,高速轧制极薄带钢的情况下,板面清洁度也能得到保障。吨钢乳化液消耗明显下降。
5 结语
通过生产工艺优化、设备技术改造、调试优化,基本消除了生产极薄带钢时出现的不良因素。机组可用3mm厚热轧原料稳定生产0.18mm(最薄轧制到0.16mm)后的冷轧产品。产品质量得到明显改善,下游客户定单稳定增长,生产成本(吨钢油耗、电耗、水耗、备件消耗)明显降低,取得极大的经济效益。
[1]张振,江东海,丁殿恺.乳化液及空气吹扫装置在冷轧单机架中的应用[J].冶金设备,2013,Vol.27(5):41-44.
[2]李玉功,姜志强,张树伟.莱钢冷轧薄规格涂镀基板的开发[J].轧钢,2012,Vol.29(4):50-53.
[3]金兹伯格VB.高精度板带材轧制理论与实践[M].北京:冶金工业出版社,2000.
Discuss About Rolling Extra-thin Strip with 6-Hi Single Stand Reversible Cold Mill
Zhang Chunming
(Steel Rolling Division, MCC Capital Engineering & Research Incorporation Limited, Beijing 100176)
Combining with the actual project, this thesis discussed the technology of rolling extra-thin strip with 6-Hi single stand reverslble cold mill. Thus put forwards the primary influence factors in rolling extra-thin strip. The rolling schedules, emulsion system and air spray system are introduced importantly. Various technical and economic indexes have reached the advanced standard in China after application to the actual project. Furthermore, provides the feasible technology scheme for rolling extra-thin strip.
Single stand cold rolling mill Extra-thin strip Rolling schedules Emulsion system Air spray systim Optimization and improvement
张春明,男,1978年出生,2002年毕业于太原重型机械学院应用科学系工程力学专业,工程师;2013毕业于香港公开大学 李兆基学院 工商管理硕士
TG333.72
B
10.3969/j.issn.1001-1269.2014.06.012
2014-07-22)
