基于VB程序的阿基米德蜗轮飞刀齿形计算
2014-07-08张杰斌
张杰斌
(太原重工股份有限公司,太 原 030024)
0 引 言
所谓蜗轮飞刀,就是在专用的刀杆上安装一把或多把切刀来代替蜗轮滚刀切削齿形,所以可视为单齿的蜗轮滚刀。其工作原理和蜗轮滚刀相同,差别仅在于刀齿极少,加工效率较低。使用优点是飞刀制造简单,因而在单件、小批和大模数蜗轮制造中得到普遍采用。
使用飞刀加工蜗轮,通常是在数控滚齿机或者有切向走刀机构的滚齿机上进行的,如果飞刀制造正确,使用得当,则加工的蜗轮可满足国家标准8 级精度的要求。
使用飞刀加工阿基米德蜗轮齿形,必须进行比较复杂的飞刀齿形计算,飞刀齿形正确成为保证蜗轮加工精度的首要条件。为了简化计算过程、缩短制造周期,并保证计算精度,开发飞刀齿形计算程序迫在眉睫。鉴于VB具有开发图形用户界面(GUI)优越,使用性及可读性强的优点,我们采用VB 软件,并通过阿基米德蜗轮飞刀齿形计算方法开发了基于VB 的阿基米德蜗轮飞刀齿形计算程序。该程序是在总结归纳以往计算和使用经验的基础上完成的,具有很好的实用性。本文结合计算实例,将该程序的编制与操作过程做简要的介绍。
1 阿基米德蜗轮飞刀的齿形
由于蜗轮飞刀切削工作时相当于蜗轮滚刀上的一个齿,所以蜗轮飞刀的刀头的齿形也应在与工作蜗杆相同的蜗杆表面上。但是,刀头的齿顶高应增加0.2m(m 为配对蜗杆的模数),以保证良好的装配间隙要求。蜗轮飞刀的刀头的前角为0°,顶刃的后角及侧刃的后角5°~10°为宜。飞刀刀头的前刀面应与刀头体中心对称平面重合。加工阿基米德蜗轮时,如飞刀的前刃面安装在刀杆的轴向截面内,则飞刀的齿形为直线,其齿形角等于阿基米德蜗杆的轴向齿形角。这种轴向装夹的飞刀在切削蜗轮时,由于左右切削刃的前角不同,锐边侧刀刃为正前角,钝边侧刀刃为负前角,所以切削条件不一致,易使被加工蜗轮的齿面产生波纹。但螺纹升角λf≤5°时,这种影响并不明显。由于轴向安装的飞刀制造很简单,且容易保证刃磨精度,当蜗轮副头数为1,螺纹升角不大时,仍可采用。但是加工头数≥2 或螺旋角比较大的蜗轮时,为改善飞刀切削条件,一般应采用阿基米德法向飞刀。
阿基米德法向飞刀,由于前刃面B-B 按法向安装,如图1 所示。这样可使两侧刃都具有0°前角,有利于改善切削条件,提高加工质量。但是飞刀的齿形就不再是直线,而是和阿基米德蜗杆的法向截形相同的曲线,因此它的齿形需要特殊的计算。在设计此种飞刀时,可根据蜗杆螺纹升角的大小、精度等级等具体情况,选择合理的刀具齿形。
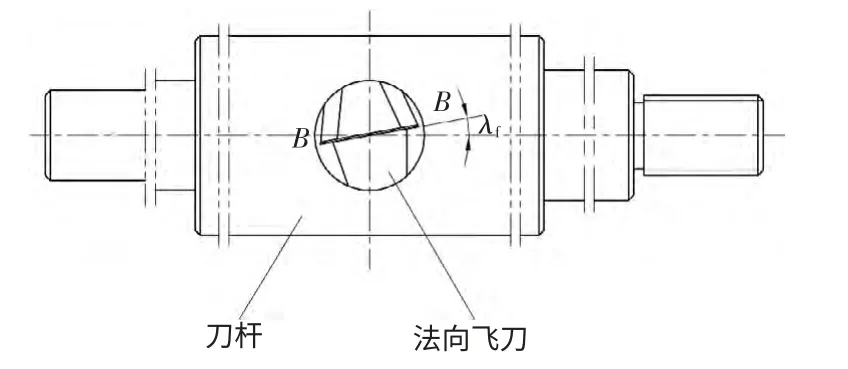
图1 阿基米德法向飞刀前刃面的装夹位置
1.1 法向飞刀曲线齿形的计算
阿基米德蜗杆因法向齿形的左、右面相对称,故设计飞刀时只要计算它的一侧齿形即可。阿基米德蜗杆的法向截形方程,可按图2 所示的坐标关系,由阿基米德螺旋面的基本方程转换求得。计算右旋飞刀左侧法向齿形:
设置变量参数k1、k2、k3:
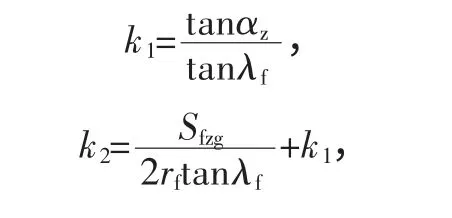
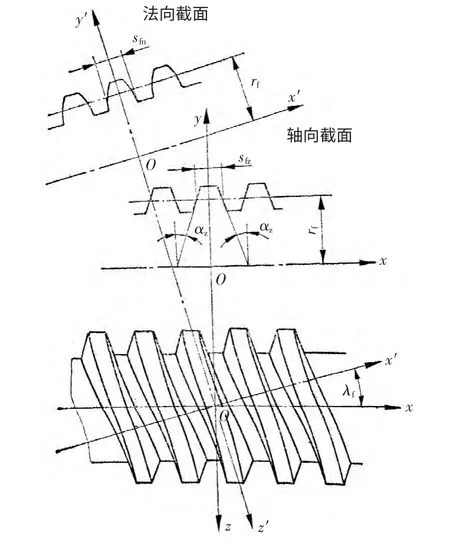
图2 阿基米德蜗杆法向截面齿形

式中:ρ 为飞刀齿形上任意点半径;θ 为参变角;λf为蜗杆螺纹升角;Sfzg为飞刀轴向齿厚,Sfzg=πm/2;rf为蜗杆的分度圆半径;αz为蜗杆的轴向齿形角;x′和y′分别为齿形各点的横、纵坐标值。
程序计算时,先按配对蜗杆参数算出k1、k2、k3值,然后按齿形曲线的高度方向选取一系列θ 值代入运算,得出相应点的x′和y′坐标值。θ 值的选取,由齿形图可见,其取值区间应使计算的y′值在飞刀切削时的顶圆回转半径和根圆回转半径范围内,这样可以保证计算出的每个坐标点存在于飞刀齿形的有效轮廓内。参变角θ 的最大和最小角度:
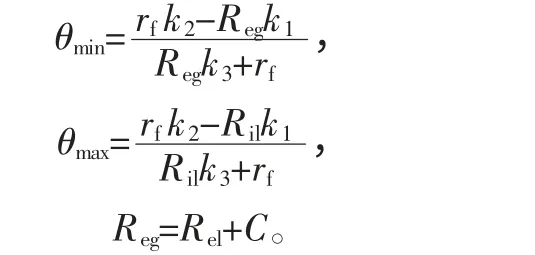
式中:Reg为飞刀顶圆回转半径;Rel为蜗杆齿顶圆半径;C为蜗轮副径向间隙,一般C=0.2 m(m 为蜗轮副模数);Ril为蜗杆齿根圆半径。
这样就得出了法向飞刀曲线齿形的计算结果,对于左旋的阿基米德飞刀,以上计算同样适用。
1.2 法向飞刀齿形以直线代替的计算
当蜗轮副的蜗杆螺纹升角不大,精度要求小于9 级时,可采用直线齿形来代替曲线齿形。直线齿形的飞刀计算简化,制造容易,可节约刀具的制造成本和周期,但是由于刀具齿形简化,切出的蜗轮齿顶和齿根部分存在少量拟合误差,导致它的齿顶和齿根都略微有所减薄,这反而使蜗轮副装配啮合后的接触区分布在分度圆附近,可改善啮合情况。
直线飞刀的齿形角按下式计算:
式中:αn为蜗杆法向齿形角,αn=arctan(tanαzcosλf);n 为蜗杆的螺纹头数;λf为蜗杆的螺纹升角。
飞刀的齿顶高heg=Reg-rf。其中,Reg为飞刀回转外圆半径;rf为工作蜗杆的分度圆半径。标准型蜗轮飞刀的法向齿厚
加厚型蜗轮飞刀的法向齿厚

2 编制基于VB 的阿基米德蜗轮飞刀齿形计算程序
程序由程序索引、参数输入、计算输出三部分组成,参数输入部分包括程序计算所用的蜗杆模数、压力角、螺纹升角等各项参数;计算输出部分曲线飞刀包括参变角θ、齿形各点的X、Y 坐标值、齿底圆弧半径,直线飞刀包括刀具齿形半角、飞刀的分度圆齿高和齿厚、刀尖圆角半径等计算结果。该程序具有以下特点:
1)通用性好。进入程序索引选择时,用户按照需要加工的不同精度的蜗轮自主选择曲线型或直线型计算方案。
2)可修改性强。每个输入的参数均可独立修改后反复进行计算,直到满足设计要求为止。
3)可读性好。操作界面简洁整齐、一目了然,不同的用户均能轻松掌握使用方法。
4)计算精准。经过几十例蜗轮加工的实际使用,计算结果快速精确,特别是对阿基米德曲线飞刀的大量坐标运算尤为突出,避免了人工计算的缓慢和误差,极大缩短了刀具设计周期。
3 程序计算实例
利用VB 程序计算飞刀齿形时,可直接运行阿基米德法向飞刀齿形计算程序,通过输入或修改相关参数,如蜗杆的模数、头数、螺纹升角、坐标点数等,即可得出计算结果,后期可以通过函数接口将计算坐标转换为CAD 图形。
1)调用“阿基米德法向飞刀齿形计算”程序,进入程序索引,选择需要的飞刀计算程序,见图3。
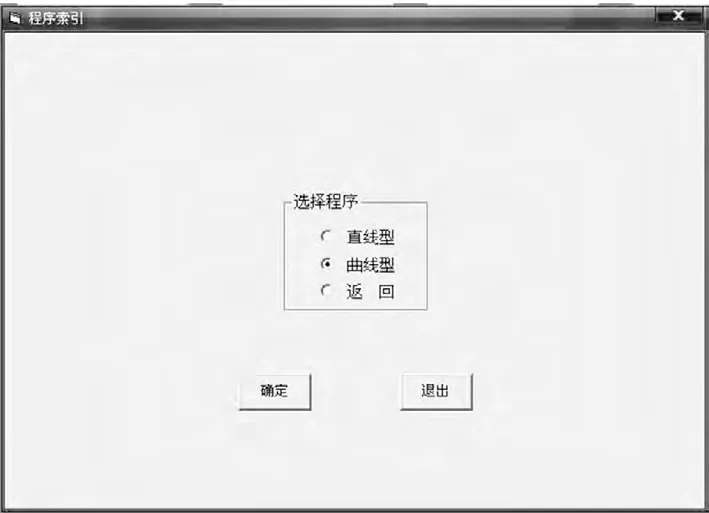
图3 程序索引
2)选择曲线型计算方案,输入计算参数,如图4 所示;计算得出各点齿形坐标,见图5;绘制坐标图形,见图6。
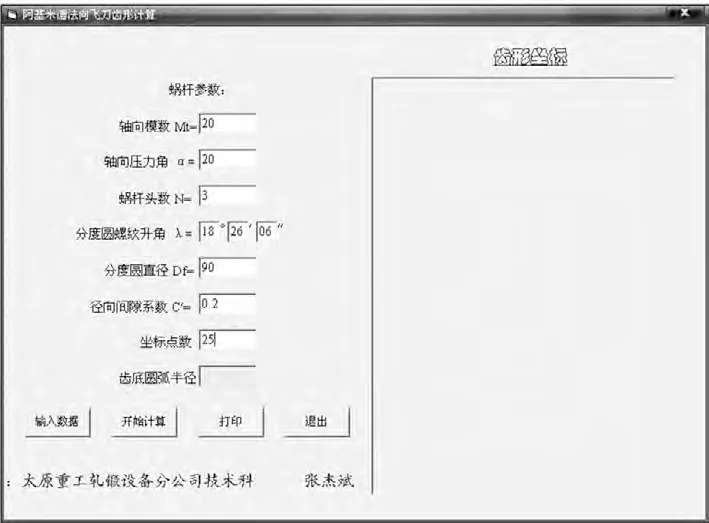
图4 曲线型飞刀输入参数

图5 计算输出齿形坐标

图6 曲线型飞刀齿形图
3)选择直线型计算方案,输入计算参数,如图7 所示;计算得出齿形参数,见图8;绘制坐标图形,见图9。
4)经实际使用验证,计算结果得出的飞刀齿形坐标参数与手工计算结果一致,因此,该程序在对阿基米德蜗轮飞刀齿形计算中是准确的。
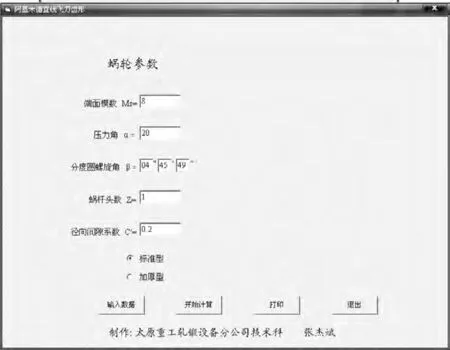
图7 直线型飞刀输入参数

图8 计算输出结果
4 结 语
通过总结归纳阿基米德蜗轮制造经验,开发了基于VB 的阿基米德蜗轮飞刀齿形计算程序,使用该程序能迅速精确地求解蜗轮飞刀齿形数据,且具有很好的实用性和通用性。文中所介绍的方法操作方便,简化了计算过程,缩短了计算周期,提高了蜗轮刀具设计效率,实现了阿基米德蜗轮飞刀的精益设计。

图9 直线型飞刀齿形图
[1] 齿轮制造手册编辑委员会.齿轮制造手册[M].北京:机械工业出版社,1998.
[2] 四川省机械工业局.复杂刀具设计手册[M].北京机械工业出版社,1979.
[3] 左云成.在滚齿机上用蜗轮飞刀加工蜗轮[J].机械工程师,2004(9):39-41.
[4] 朱玉胜.飞刀加工蜗轮的切削干涉[J].机械管理开发,2008,23(1):23-25.
[5] 阎德波,朱玉胜.飞刀加工蜗轮的切削螺旋角和切削抗刀[J].现代制造工程,1990(11):5-7.
