5MN多功能金属挤压机结构设计
2014-05-31裴志强权晓惠
裴志强,权晓惠
(金属挤压与锻造装备技术国家重点实验室,陕西 西安 710032)
0 前言
按照“金属挤压与锻造装备技术国家重点实验室(以下简称“国家重点实验室”)”的建设计划,需要建造一台小吨位实验用卧式挤压机。要求该机:①可实现正向挤压和反向挤压工艺;②能够实现无穿孔(单动)挤压和穿孔(双动)挤压;③能够对多种变形有色合金及黑色金属都进行挤压工艺实验;④挤制产品为管材、棒材、型材;⑤作为科研设备,具有充分的检测功能,能够检测压机在不同工作条件下的力能、位置、速度等参数的实际变化,积累可靠的科研数据;⑥同时,作为大中型卧式挤压机的结构样机,该机必须为液压传动,卧式结构,预应力框架。即这台挤压机在设备结构上和可实现的工艺方法上都具有广泛的代表性、相似性和先进性。为了达到上述要求,设计难点在于必须兼顾:①设备要兼顾正向挤压和反向挤压工艺的需要;②具备穿孔系统;③能够对多种有色合金及黑色金属进行挤压,由于各种金属材料允许的挤压速度相差很大,这就要求设备各运动部件(尤其活动梁)具有很大速度运行范围,且具有较高的运动位置和速度可控性;④“国家重点实验室”的研究重点在于挤压工艺和设备开发两方面。所以,这台小型挤压机要作为大中型卧式挤压机的结构样机来设计,在结构设计上应确保可实现基本的工艺方法,同时具有与现代化大中型卧式挤压机结构的相似性。因此,该机应为卧式结构,预应力框架,具有横向移动模架和机内垂直剪切的主剪刀等;⑤检测功能完善,满足科研的需要。
1 确定挤压机设计方案
1.1 设计方案
由于要求挤压机具有多功能、多用途,且具有设备结构的代表性,其设计方案要点如下:
(1)主体结构为卧式。主框架为预应力组合结构;
(2)作为正向挤压和反向挤压两用设备,设计为“双轴”结构,即在横向移动模架上设“模轴”安装位,用于反向挤压时安装模轴,正向挤压时安装模具;在活动梁上设“挤压轴”安装位,用于在正向挤压时安装挤压轴,在反向挤压时安装挤压堵头或挤压轴;
(3)采用内置式穿孔系统,即主柱塞同时作为穿孔油缸的缸体。
(4)主剪刀安装在左右上压套上,为适应正向挤压和反向挤压时不同剪切位置的需要,设计两个剪刀安装位,按工艺需要可将剪刀移位;
(5)因挤压黑色金属时需要设备的挤压速度最快,工作过程需要传动介质的流速最大,故按挤压黑色金属的需要确定相应工作油缸的油路,液压传动系统各元件和零部件也必须按最大需要流量配置;
(6)具有完善的检测功能,能够实时检测和记录压机在不同工作条件下的力能、位置、速度等参数的实际变化。
1.2 确定主参数
(1)锭坯材料及规格。挤压制品材料范围:各种变形有色金属及合金、黑色金属;铸锭直径:φ100 mm,φ120 mm。
(2)工艺参数。
挤压筒内径/mm φ105,φ125
铸锭最大长度/mm 420
挤压筒长度/mm 500
(3)挤压机主参数。
公程挤压力/MN 5
活动梁空程前进力/MN 0.86
活动梁回程力/MN 0.42
挤压筒锁紧力/MN 0.86
挤压筒松开力/MN 0.42
额定穿孔力/MN 1.37
穿孔支撑力/MN 0.88
剪切力/MN 0.34
移动模座移动力/kN 80
主柱塞行程/mm 1 200
挤压筒行程/mm 1 200
最大穿孔行程/mm 520
挤压筒加热温度/℃ ~550
挤压速度/mm·s-10.2~180,无级可调
穿孔速度/mm·s-10~100,无级可调
系统工作介质 抗磨液压油LHP46
主系统工作压力/MPa 28
挤压中心线高度/mm 850
(4)挤压机控制精度。
速度控制精度/mm·s-1±0.1
穿孔针定位精度/mm ±3
挤制品偏心率 85%的制品±2%
2 挤压机的结构
2.1 总体结构
按设计方案,实验用5MN多功能金属挤压机设计为卧式三梁四柱结构、预应力框架、采用模轴与挤压轴“双轴”系统、内置式穿孔系统,挤压筒移动缸安装在后梁上。框架的承压压套同时兼做活动梁和挤压筒运动的导向板安装基体,活动梁和挤压筒的运动导向采用下导向为水平平面导向,上导向为“X”导向。5 MN多功能金属挤压机主机的主要构成部件如图1所示。
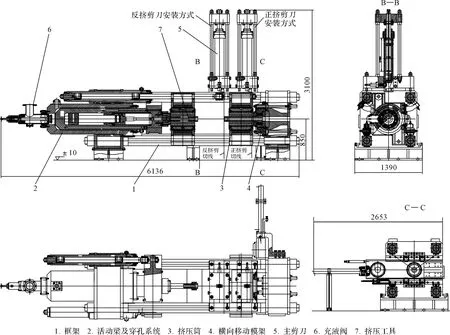
图1 实验用5 MN多功能金属挤压机Fig.1 5MN experimental multi-functional metal extrusion press
2.2 挤压机主机组成部件的结构特点
(1)框架。主机框架采用预应力结构,由四根拉杆和空心压套在预应力作用下经螺母拧紧,将前梁、后梁组成一个刚性整体。从技术角度看,小型挤压机的框架可以设计成铸造式整体结构或焊接式整体结构,而组合式预应力框架是适合于大中型液压机的框架结构,为保持结构相似性,该压机采用了组合式预应力框架。预应力结构提高了框架的刚性,从而提高了压机的精度。①拉杆经予伸长、空心压套经预压缩后,拉杆仅承受拉应力,压套起支撑作用,在挤压过程中框架弯曲变形小,因而框架结构刚性好。②拉杆伸长量不足非普通张立柱的40%,前梁移动量大大减少,各拉杆相对伸长量误差很小,对中精度的偏差减到了最小,因此压机精度高,利于保证制品精度。③拉杆拉应力脉动幅度减小至约40%,疲劳寿命得到极大的提高。
(2)活动梁及穿孔系统。按功能可分为主缸组及活动梁、内置式穿孔系统两部分。
活动梁为实现挤压工艺的传力件,主缸组包括主工作缸和两个侧缸。主工作缸为柱塞缸,主柱塞装于后梁的中心;两个侧缸为活塞缸,对称安装于主缸两侧,用于控制活动梁空程前进、挤压和回程。活动梁后端面与主柱塞及侧缸活塞杆相连,前端面安装挤压轴。活动梁在四根压套外表面的导轨上滑动。挤压轴的中心可通过调节其与导轨之间的滑动副的螺纹调整。
穿孔系统由穿孔缸、穿孔针座及其导向滑道构成,置于主柱塞内。穿孔缸为活塞缸,主柱塞兼作穿孔缸缸体。主柱塞内设穿孔针座的运动导向机构。穿孔系统穿孔针后拉力设有液压限定保护,可设定最大允许拉力。可通过开在主柱塞上的孔人工对穿孔针进行旋转。
(3)挤压筒。由挤压筒支座(外壳)、预应力组合挤压筒、挤压筒移动缸组、挤压筒加热及其连接件等组成部件。采用两层预应力组合筒。采用轴向直棒式电阻加热,加热棒沿圆周均匀分布在挤压筒外套内,挤压筒加热温度可达550℃。外套和挤压筒支座(外壳)之间填有绝热保温材料。挤压筒支座(外壳)在四根压套外表面导轨上滑动。挤压筒的中心可通过调节其与导轨之间的滑动副的螺纹调整。挤压筒的运动采用两个活塞缸驱动,驱动油缸安装在后梁上。
(4)横向移动模架。横向移动模架由模架及其上下导轨、模架移动油缸及其安装支座等组成。移动模架采用两工位直线移动式,用于挤压和清筒的交替工作。一个工位用于安装模轴及模具,另一工位用于安装清筒轴或清理垫。模架的运动设有上下、左右导向,导向装置具有足够的刚度。反向挤压时,模轴安装在移动模架上,采用锥面预压压紧,随移动模架精确定位,能实现快速更换。模轴具有足够的稳定性,在反向挤压和分离压余时,装在前梁上的4个液压缸锁紧模架。
(5)分离剪。用于制品与压余的分离,分离剪垂直安装在上压套的上方。分离剪有两个安装位置,分别适用于正向挤压或反向挤压工艺。在改变挤压方式时,需要将分离剪移位。剪刀片的运动由活塞缸驱动,为降低高度,驱动油缸采用缸动式,缸体直接作为导向滑块,可拆卸的剪刀片安装在油缸下端面。剪刀片与模具端面的间隙可以调整。当提升到上极限位时,为了防止滑块下落引起事故,设有气缸驱动的插销式安全装置。
(6)挤压工具。由挤压轴、模轴、接料筒、组合模具和清理垫组成。
(7)充液阀。在主缸底部设有大通径充液阀,保证动梁快速前进和后退时主缸进排液压油流动畅通。
3 挤压机运动部件的驱动及检测控制方式
(1)挤压机主机的主要动作均为液压传动,采用油泵直接传动形式。按设备工作速度的要求,通过流量组合的方式实现挤压机主要运动部件速度的无级调整和空程快速动作;
(2)采用位移测距。监控挤压筒和挤压轴相对于挤压中心位置的偏移;
(3)设有压力传感器,活动横梁、穿孔针的压力可根据不同产品的工艺需要设定并实时控制;
(4)设有速度及位移传感器,活动横梁、穿孔针、挤压筒的位置和运行速度可根据工艺需要通过比例流量阀设定并实时控制,实现运动平稳、位置准确;
(5)设有位移传感器,主剪刀、横向移动模架的运动通过比例流量阀实现慢速启动-快速运动-慢速接近的方式控制,实现运动平稳、位置准确。
4 正向挤压及反向挤压功能的实现
5MN多功能挤压机可完成正向挤压、反向挤压两种工艺模式。当活动梁上安装挤压轴、横向移动模架上安装挤压模时,压机处于正向挤压模式;当活动梁上安装挤压轴或挤压堵头、横向移动模架上安装模轴、挤压模具安装在模轴上时,压机处于反向挤压模式。在这两种模式下,均可实现穿孔挤压(双动挤压)和不穿孔挤压(单动挤压)。
通过液压系统提供的不同传动介质流量,活动梁带动挤压轴可以在不同的速度下工作,完成多种材料(包括各种变形有色合金和黑色金属)的挤压。按照锭坯上料时,锭坯与挤压筒位置的前后不同,可实现前上料和后上料。
5 结束语
5MN多功能金属挤压机做为研发新型挤压机的样机,已于2010年成功安装在金属挤压与锻造装备技术国家重点实验室。该机具有广泛的工艺适应性,可完成正向挤压、反向挤压两种工艺模式;可实现穿孔挤压(双动挤压)和不穿孔挤压(单动挤压);可以按不同材料对挤压速度的要求,在不同的速度下工作,完成多种材料的挤压;还可实现前上料和后上料。
[1]魏军编著.金属挤压机[M].北京:化学工业出版社,2006.
[2]温景林.有色金属挤压机与拉拔技术[M].北京:化学工业出版社,2007.
[3]俞新陆.液压机[M].北京:机械工业出版社,1990.
[4]权晓惠,董晓娟,裴志强,等.国内最大的铜挤压机生产线-40 MN铜挤压机生产线[J].重型机械,2002(5).
[5]王国红.金属挤压机结构设计的新特点[J].重型机械,2013(05).
[6]杨程,赵升吨,王军,等.挤压筒摩擦对正挤压成形影响的研究[J].锻压技术,2009(02).
[7]刘静安.金属挤压成形理论与技术发展的现状与趋势(3)[J].铝加工,2001(01).
[8]邓小民.反向挤压时的挤压力变化规律[J].中国有色金属学报,2002(01).
