冷连轧机的喷水冷却参数对热辊型影响的研究
2014-05-31于凤琴杜凤山张国良
于凤琴,杜凤山,张国良
(燕山大学国家冷轧板带装备及工艺工程技术研究中心,河北 秦皇岛 066004)
0 前言
轧辊的热凸度是影响成品带材板形质量的重要因素之一,随着板形控制技术的不断发展,对影响冷轧板形控制的轧辊热变形研究已越来越受到重视。由于,受到轧辊热变形时间长及热辊型影响因素多等特点,很难创建适应各种轧制条件的统一模型,热变形计算也很难达到令人满意的程度,准确预测冷轧过程中轧辊的热变形便成为冷轧板形控制技术中的难点[1-2]。
研究轧制过程中轧辊热变形的变化规律,准确预报轧辊动态热凸度,分析轧制过程中各种因素对轧辊热辊型的影响,不仅对板形控制有重要意义,并且为企业节能减排和提高经济效益提供了更大的开发空间。
热辊型反映了喷水冷却系统对轧辊热辊型的控制能力[3]。影响轧辊热辊型的喷水梁参数有水流密度、水压、水温、喷射角度和喷射距离等。本文以某厂1 700 mm五机架冷连轧机轧制参数为计算实例,研究各参数对轧辊热辊型的影响。
1 控制参数确定
热辊型调控系数是反映喷水冷却对轧辊热辊型控制效果的一个重要参数。定义为单一变量下,各冷却参数变化时轧辊达到稳态时轧辊表面节点径向位移的极限值即称之为热辊型调控系数,可用(1)式表示

式中,ΔD(i)为喷水梁对轧辊表面第i段的热辊型调控系数;ΔDmax(i)为轧辊第i段表面节点径向位移极大值,mm;ΔDmin为轧辊第i段表面节点径向位移极小值,mm。
反映喷水冷却系统对轧辊热辊型控制能力的重要参数之一是热辊型控效因子,该参数直接反映了各冷却变量对轧辊热辊型的控制效果。在公式(1)中,各冷却变量变化一个单位时,轧辊在达到稳态时辊身表面各节点径向位移的变化量,即为热辊型控效因子,表示为公式(2)

式中,EΔDi(j)为喷水梁第i个参数对辊面第j段的控效因子,mm;ΔVC(j)为第j段辊面节点径向位移变化量,mm;δEi为喷水梁第i个参数的单位调节量。
2 轧机参数
现以某厂1700五机架冷连轧机的轧机参数为计算依据,带材材质为CQ钢,且只计算本轧机的前四架机架的喷水冷却,不考虑分段冷却对轧辊热辊型的影响。轧制过程所涉及的轧机本体以及带材的参数如表1所示,并以此表中的数据为基础,通过改变不同的喷水冷却参量数值来研究冷轧过程中喷水梁对工作辊热辊型的控制效果。

表1 轧机及带材参数Tab.1 Parameters of rolling mill and steel strip

参数名称 数值轧辊轴向格距/s 0.01/m 0.025轧辊径向格距/m 0.5×10-2计算时间间隔
根据单一变量的原则,依次得出上述参量对轧辊热辊型的调控范围,各个参数变化范围及单位量如表2所示。

表2 参数变化范围Tab.2 Ranges of parameters
3 各参数对热辊型的影响
利用表1的轧机参数和带材参数,采用一个单位量的方式,分别计算出水流密度、水压、喷射距离、喷射角度和水温对热辊型的影响。
从图1、2中可以看出,随着水流密度和水压的增加,控效因子的值在增大,说明喷水梁中水流密度和水压控制轧辊热膨胀的能力在增强。从图1、2中也可看出,随着水流密度和水压的增加,控效因子值的增加程度越来越小,当水流密度为1 500 L/(s·m2)和水压增加达到2 MPa时,控效因子的值几乎不再增加,说明如果再增加水流密度和水压,喷水梁对轧辊热膨胀的控制效果也不会再增加了,达到了热辊型控制的饱和程度。
由图3、4可知,随着喷射距离和喷射角度的增大,控效因子的值在减小,并且减小的趋势越来越大,当喷射距离为0.35 m和喷射角度达到50°时,控效因子的值达到最小。在实际生产中根据实际工况选择最优的喷射距离和喷射角度,达到最佳的控制效果。
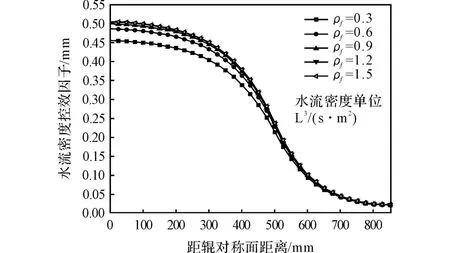
图1 水流密度ρf对热辊型影响Fig.1 Influence of water flow density on heated roller shape
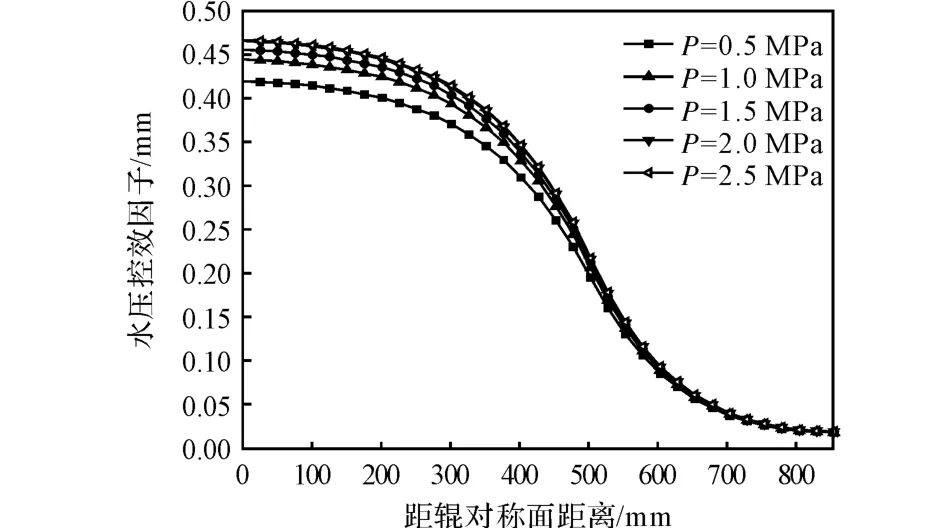
图2 水压P对热辊型影响Fig.2 Influence of water pressure on heated roller shape

图3 喷射距离ds对热辊型影响Fig.3 Influence of spray distance on heated roller shape
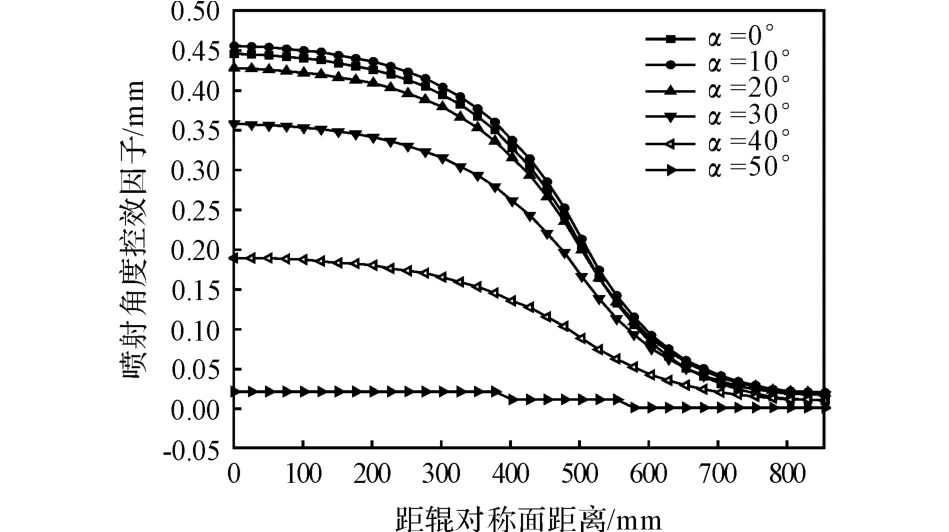
图4 喷射角度α对热辊型影响Fig.4 Influence of spray angle on heated roller shape

图5 水温T对热辊型影响Fig.5 Influence of water temperature on heated roller shape
由图5可知,冷却水温度对轧辊热膨胀的影响。冷却水温度越低轧辊的热膨胀控制能力越强,随着水温的升高,其控制能力在减弱。当温度变化一个单位量时,控效因子的增加是相同的,说明辊面上任一位置的控效因子为冷却水温度的线性函数。当冷却水温度较高时,轧辊边部的控效因子出现了负值,说明冷却水并没有控制轧辊的膨胀,反而加强了膨胀的趋势,这就为辊型控制带来了新的思路。
4 结论
本文通过对某厂1 700 mm冷连轧机进行喷水冷却系统参数分析计算,得到了喷水梁中各个参数对轧辊热辊型的调控系数和各个参数在控制轧辊热辊型方面的能力即控效因子,以及各个参数在控制热辊型方面的饱和控制点和极限值。从图1~5可以看出,喷水冷却参数中喷射距离、喷射角度对轧辊热辊型的影响比较大。这个结论对于轧辊的喷水冷却控制板形方面起到指导作用,在控制热辊型方面也有一定的实际应用价值,特别是在确定各种喷水冷却参数的调节范围,优化喷水效果等方面起到更好的控制轧辊热辊型的作用。
[1]程其华,徐忠建.冷连轧机工作辊温度场与热凸度模型的研究[J].机械工程与自动化,2008(3):25-27.
[2]张国良.1700五机架冷连轧机工作辊热辊型的研究[D],秦皇岛:燕山大学,2010:49-62.
[3]于辉,郭振宇,杜凤山.四辊轧机工作辊热辊型研究[J].上海金属,2005,27(1):26-28.
[4]Downey G,采用轧辊分段冷却控制带钢的平直度和板形[J].国外钢铁,1997,22(9):54-59.
[5]王国栋,吴国良译.日本钢铁协会.板带轧制理论与实践[M].北京:中国铁道出版社,1999:197-203.
[6]腊国辉.攀钢1450精轧机轧辊冷却水改造可行性研究[J].四川冶金,2006,28(2):33-34.
[7]罗祯伟.工作辊冷却及热凸度控制技术[J].宽厚板,2003,9(1):23-26.
[8]党平刚.精轧机轧辊冷却系统的改进[J].中国设备工程,2007(6):25-26.
[9]郭大伟.浅析轧辊热凸度与轧辊冷却水的关系[J].冶金丛刊,2002,139(4):25-27.
[10]曹小军,卢红梅.轧辊热凸度实例分析[J].山西冶金.2007,(5):15-17.
[11]于辉,郭振宇,杜凤山.四辊轧机工作辊热辊型研究[J].上海金属,2005,27(1):26-28.
