芝麻油的亚临界萃取工艺研究
2014-05-25黄纪念宋国辉艾志录
王 倩 黄纪念 宋国辉 孙 强 艾志录
(河南农业大学食品学院1,郑州 450002)
(河南省农科院农副产品加工研究所2,郑州 450002)
亚临界萃取是指在常温和一定压力(0.3~0.8 MPa)下,以处于亚临界状态的丙烷、正丁烷等溶剂作为萃取剂萃取油料中的油脂的过程[1]。萃取过程中具有低温萃取和低温脱溶的特点,与常用的六号溶剂常压萃取技术相比,具有节能、环保以及饼粕不被破坏等优势,实现了油脂的保质萃取及粕的低温脱溶[2]。亚临界萃取技术与超临界萃取技术相比,具有条件温和,成本较低和规模大等优势[3],越来越广泛地被应用于制取植物油、特种油料、贵重的香精及香料等[4]。
芝麻油具有食用性的同时也具有很高的药用价值,被列入中国、美国、日本等国药典[5]。根据制油过程中芝麻是否焙炒,可分为芝麻香油和芝麻油[6]。我国以芝麻香油的生产为主,其主要用作调味油[7]。芝麻香油在制取过程中,芝麻经高温焙炒,导致蛋白质严重变性、热敏性成分的破坏和挥发性物质的散失,还可能造成致癌物质苯并芘超标[8]。芝麻未经焙炒的芝麻油(以下简称为芝麻油),由于其中的热敏性物质,如维生素等多种活性成分,在制油过程中没遭到破坏,能充分发挥其功能活性[9]。芝麻油有“东方橄榄油”之称,是一种具有广阔应用前景的原料油,可应用于医药、化妆品等领域[10]。目前比较常用的芝麻油制取技术有冷榨法[11]、六号溶剂浸出法[12]、水酶法[13]、超临界流体萃取法[14]等。采用亚临界萃取技术制取芝麻油的研究目前尚未见报道。
本试验采用亚临界萃取技术对芝麻油进行萃取。基于单因素试验,运用响应面法进行工艺参数的优化[15],建立亚临界萃取芝麻油的数学模型,为芝麻油的开发利用提供技术依据。
1 材料与方法
1.1 试验材料
驻芝11号白芝麻:市售,含油量为51.96%。
四号溶剂(丙烷和丁烷混合物):安阳市晶华油脂工程有限公司;其他试剂均为分析纯。
1.2 主要仪器
CEB-5L型亚临界流体萃取设备:郑州四维生物科技有限公司;XS205DU型分析天平:梅特勒-托利多仪器(上海)有限公司;DFY-1000型摇摆式高速万能粉碎机:上海佳胜实验设备有限公司。
1.3 试验方法
1.3.1 芝麻油的萃取
用亚临界萃取装置对预处理后芝麻进行萃取,得到芝麻毛油。亚临界萃取的工艺流程如图1所示。

图1 亚临界萃取工艺流程
1.3.2 出油率计算方法
1.3.3 单因素试验
分别研究萃取温度、萃取次数、萃取时间、料液比对出油率的影响,确定影响芝麻油出油率的主要因素。
1.3.4 响应面试验
基于单因素试验,以芝麻油出油率为响应值,选取影响出油率的主要因素为自变量,运用Box-Behnken设计方案进行响应面试验设计[16],利用 SAS软件对试验数据进行处理及分析,预测芝麻油萃取的最佳工艺参数。
2 结果与分析
2.1 萃取温度对出油率的影响
在萃取次数为4、萃取时间为30 min、料液比为1∶2.5,萃取温度分别为20、30、40、50、60 ℃的工艺条件下,对原料芝麻进行亚临界萃取,然后收集萃取的芝麻油,计算其出油率。萃取温度对出油率的影响见图2。由图2可知,在试验条件下,出油率随着萃取温度的升高而增加,当温度大于40℃时,出油率的增长幅度明显减小。由于温度升高,溶质扩散系数增大,油脂萃取效率增加,出油率增加;但温度升高又会引起溶剂的密度变小,油脂的溶解度下降,致使出油率增加缓慢[17]。而且萃取温度过高会导致能耗过大,且不易操作。综合考虑,选择最佳萃取温度为40℃。
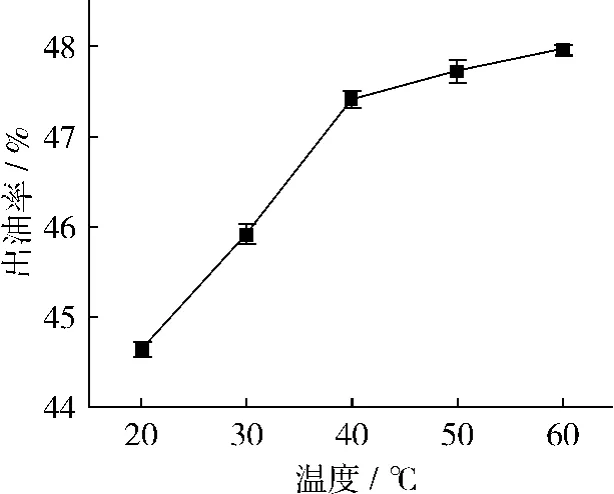
图2 萃取温度对出油率的影响
2.2 萃取次数对出油率的影响
在萃取温度为40℃、萃取时间为30 min、料液比为1∶2.5,萃取次数分别为 2、3、4、5、6 的工艺条件下,对原料芝麻进行亚临界萃取,然后收集萃取的芝麻油,计算其出油率。萃取次数对出油率的影响见图3。由图3可知,在试验条件下,随着萃取次数的增加,出油率不断增加,当次数大于4次时,出油率的增长幅度明显减小。随着萃取次数的增加,油脂不断浸出,出油率增加;但当萃取次数超过4次以后,芝麻中的含油量已很少,从而出油率增加缓慢。而且萃取次数过多会降低设备日处理量,综合考虑,选择4次为最佳萃取次数。
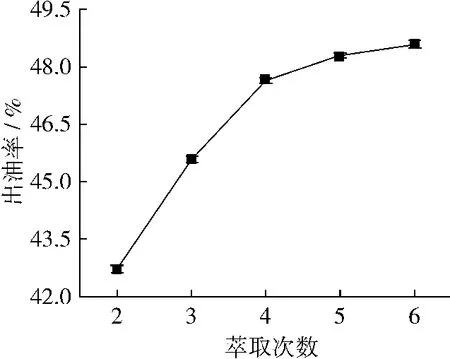
图3 萃取次数对出油率的影响
2.3 萃取时间对出油率的影响
在萃取温度为40℃、萃取次数为4、料液比为1∶2.5,萃取时间分别为20、30、40、50 、60 min 的工艺条件下,对原料芝麻进行亚临界萃取,然后收集萃取的芝麻油,计算其出油率。萃取时间对出油率的影响见图4。由图4可知,在试验条件下,随着萃取时间的增加,出油率不断增加,当萃取时间大于30 min时,出油率无明显增长。随着萃取时间的延长,油脂不断浸出,出油率增加;但当萃取时间超过30 min以后,出油率增加幅度很小,可能是由于油脂在溶剂中的溶解趋于饱和。而且萃取时间过长会延长整个萃取周期,降低生产效率,增加生产成本。综合考虑,选择萃取时间30 min为最佳。

图4 萃取时间对出油率的影响
2.4 料液比对出油率的影响
在萃取温度为40℃、萃取次数为4、萃取时间为30 min,料液比分别为 1∶1.0、1∶1.3、1∶1.7、1∶2.5、1∶5.0的工艺条件下,对原料芝麻进行亚临界萃取,然后收集萃取的芝麻油,计算其出油率。料液比对出油率的影响见图5。由图5可知,在试验条件下,溶剂量一定时,随着物料量的减小,出油率不断增加,当料液比减小到1∶2.5以后,出油率的增加幅度明显减小。减小料液比可以提高物料中油脂的相对溶出量,增大出油率;但当料液比减小到1∶2.5以后,其对出油率的影响明显减小,从而出油率增加缓慢。而且料液比过小会增大溶剂回收成本,延长溶剂回收时间,降低生产效率。综合考虑,选择最佳料液比为 1∶2.5。
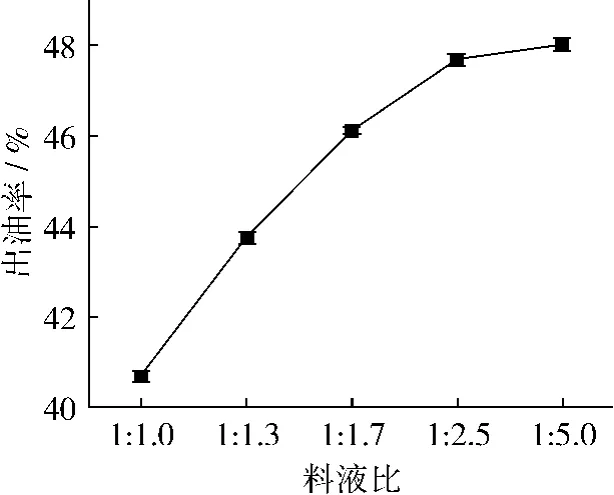
图5 料液比对出油率的影响
2.5 响应面法优化芝麻油亚临界萃取工艺
依据Box-Behnken中心设计原理,基于单因素试验结果,以芝麻油出油率为响应值,选取对出油率影响较大的3个因素(萃取温度、萃取次数、料液比)为自变量,运用SAS软件进行三因素三水平响应面设计[18]。试验因素水平见表1。
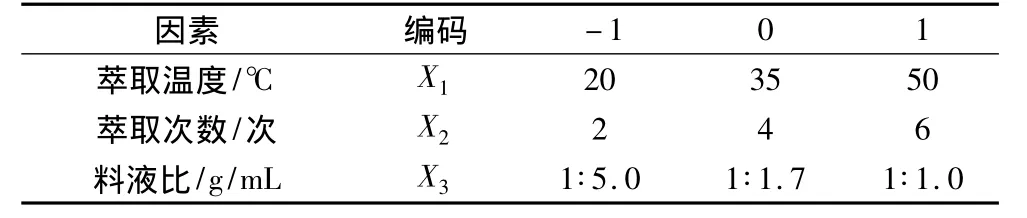
表1 试验因素水平编码
2.5.1 响应面试验结果及数据分析
响应面试验设计及结果见表2。运用SAS软件对表2中试验数据进行多元回归拟合,得到芝麻油出油率对自变量萃取温度、萃取次数及料液比的二次多项回归方程:
Y=26.79+0.26X1+5.85X2+7.10X3-0.003X12+0.01X1X2-0.03X1X3-0.59X22+0.41X2X3-14.09X23
对该模型进行方差分析,结果见表3。由表3可见,模型具有极显著性(P<0.01)。其一次项X1(萃取温度)、X2(萃取次数)及X3(料液比)对Y(芝麻油出油率)的影响作用都是极显著的(P<0.01),这3个因素的影响大小依次为:X>X>X。二次项X23212(P <0.01)、X32(P <0.01)极显著,X12不显著,交互项都不显著。这说明各因素对芝麻油出油率的影响不是简单的线性关系[19]。失拟项(P>0.05)不显著,表明该模型失拟度不显著,拟合程度较好[20]。其决定系数(R2)为0.986 3,说明该方程回归效果较显著,调整确定系数(R2adj)为 0.961 8,说明其可信度高,试验误差小。因此,可用此模型来分析和预测亚临界萃取芝麻油的出油率。

表2 响应面试验设计及结果

表3 出油率二次多项模型方差分析表
2.5.2 萃取温度与萃取次数的影响及交互作用
萃取温度与萃取次数对芝麻油出油率的交互影响如图6所示。由图6可知,萃取温度一定时,出油率随萃取次数的增加而增加。萃取次数一定时,出油率随温度的升高而逐渐增加,其增加幅度不及萃取次数。这说明,两者相比,萃取次数对芝麻油出油率的影响较大。
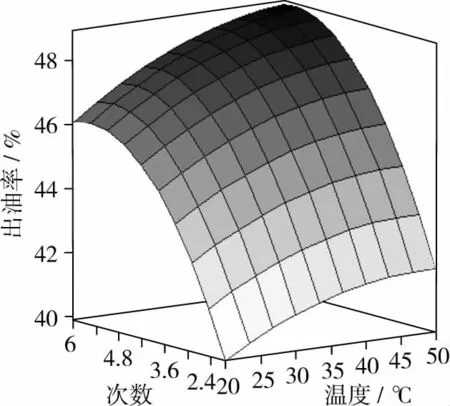
图6 萃取温度与次数的响应面图(料液比为1∶1.7)
2.5.3 萃取温度与料液比的影响及交互作用
萃取温度与料液比对芝麻油出油率的交互影响如图7所示。由图7可知,萃取温度一定时,出油率随料液比的减小而增加。料液比一定时,出油率随萃取温度的升高而逐渐增加,其增加幅度不及料液比。说明两者相比,料液比对芝麻油出油率的影响较大。
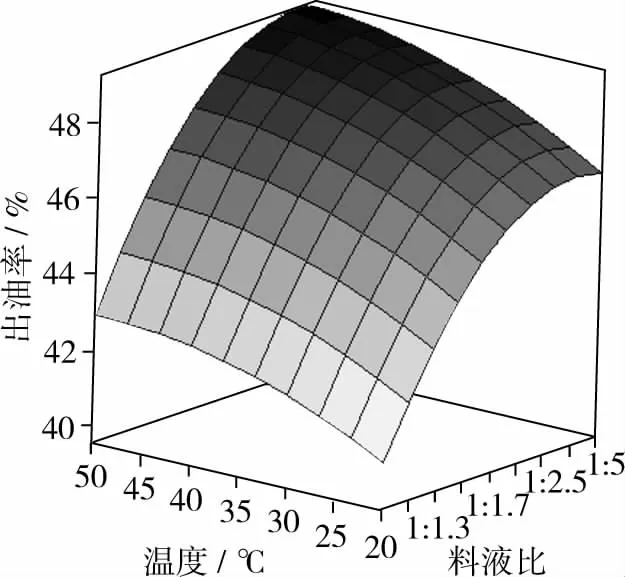
图7 萃取温度与料液比的响应面图(萃取次数为4)
2.5.4 萃取次数与料液比的影响及交互作用
萃取次数与料液比对芝麻油出油率的交互影响如图8所示。由图8可知,萃取次数一定时,出油率随料液比的减小而增加。料液比一定时,出油率随萃取次数的增加而逐渐增加,其增加幅度不及料液比。说明两者相比,料液比对芝麻油出油率的影响较大。

图8 萃取次数与料液比的响应面图(萃取温度为35℃)
2.5.5 最优工艺参数的确定
运用SAS软件进行分析,预测的最佳工艺参数及出油率见表4。由表4可知,在萃取温度为50℃,萃取次数为5,料液比为1∶3.3的最佳工艺条件下,芝麻油的最大出油率为50.30%。原料芝麻的含油量为51.96%,则芝麻油萃取率为96.80%,这说明亚临界萃取芝麻油的出油率高,萃取效果好。

表4 最优提取条件及出油率
2.5.6 验证试验与结果分析
在萃取温度为50℃,萃取次数为5,料液比为1∶3.3的最佳工艺条件下,对芝麻油进行3次平行萃取,结果见表5。由表5可知,按照响应面预测的最佳工艺条件进行验证试验得到的验证值为50.15%,与预测的最佳值(50.30%)无明显差异,两者的相对误差为0.11%。由此可见,采用响应面法优化的芝麻油亚临界萃取工艺准确可靠。

表5 验证试验结果
3 结论
基于单因素试验,采用响应面法对芝麻油的亚临界萃取工艺进行优化。研究结果表明,萃取温度、萃取次数、料液比对芝麻油出油率的影响显著,这3个因素的影响大小依次为:萃取次数>料液比>萃取温度。亚临界萃取芝麻油的最佳工艺条件为:萃取温度50℃,萃取次数5,料液比1∶3.3。在此工艺条件下,出油率的理论值为50.30%,验证值为50.15%,两者的相对误差为0.11%。对应于原料芝麻51.96%的含油量,该工艺下芝麻油萃取率为96.80%,说明亚临界萃取芝麻油的出油率高,萃取效果好。
[1]祁鲲,汪学德.液化石油气浸出油脂研究[J].中国油脂,1995,20(2):26 -29
[2]刘煜,王金顺,栾小恒.四号溶剂萃取紫草籽油研究[J].粮食与油脂,2003(1):36-37
[3]朱刚.亚临界萃取技术在提取花椒籽油中的应用研究[J].粮油食品科技,2010,18(4):24 -26
[4]刘煜.四号溶剂浸出大米胚芽油工艺技术[J].粮食与油脂,2003,7(2):35
[5]王瑞元.推动芝麻产业的发展[J].粮油加工,2006,12(2):11-12
[6]齐玉堂,许芙萍,祁鲲.低温制油技术[M].北京:化学工业出版社,2005
[7]杨湄,黄凤洪.中国芝麻产业现状与存在问题、发展趋势与对策建议[J].中国油脂,2009,34(1):7-12
[8]魏东,窦福良.低温压榨芝麻油的工艺研究[J].食品科学,2010,31(22):260 -263
[9]刘光宪,冯健雄,闵华,等.冷榨制油技术研究进展[J].江西农业学报,2009,21(12):134 -136
[10]杜仲,镛徐英.芝麻油制取新工艺研究及在化妆品中开发应用[J].粮油加工,2006(12):21-22
[11]Batgale P C,Singh J.Oil Expression Characteristics of Rapeseed for a Small Capacity Screw Press[J].Journal of Food Science Technology,2000,37(2):130 -134
[12]张占洪,刘尧刚,周易枚.芝麻油制取技术研究进展[J].农业机械,2011,32:42 -46
[13]Soto C,Concha J,Zuniga M E.Process Biochemistry [J].Process Biochemistry,2008,43:696 -699
[14]Mitsuru K.Semi- batch operation and countercurrent extraction by supercritical CO2 for the fractionation of lemon oil[J].Journal of Supercritical Fluids,2002,23:21 -27
[15]李跃,李春阳.响应曲面法优化油菜籽清油提取工艺[J].中国粮油学报,2013,28(4):42 -46
[16]李扬,江连州,王胜男,等.响应面法优化水酶法提取松子油的研究[J].中国粮油学报,2012,27(3):60-66
[17]吴定,黄卉卉,孙嘉文,等.响应面分析优化小麦胚油浸出法提取工艺[J].中国粮油学报,2012,27(9):71 -75
[18]熊建华,吴琴,林丽萍,等.响应面分析法优化超声提取樟树籽油的工艺[J].中国粮油学报,2013,28(3):65 -69
[19]Bas D,Boyaci I H.Modeling and optimization I:usability of response surface methodology[J].Journal of Food Engineering,2007,78:836 -845
[20]Bucher C G,Bourgund U.A fast and Efficient Response Surface Approach for Structural Reliability Problems [J].Structural Safety,1990,7(1):57 -66.
