新型太阳能电池板超声波焊接机设计
2014-04-16徐东建
□ 周 晶 □ 江 新 □ 徐东建
1.东莞职业技术学院 机电工程系 广东东莞 523808
2.东莞三星电机有限公司 广东东莞 523413
3.长江职业学院 武汉 430073
超声波焊接是太阳能电池板加工过程中的一道必要工序,当前业界大多采用半自动的焊接方式,以机械为主,是电气、液压或气动控制的传统机械设备。另外,贴双面胶、贴铝带、超声波焊接各部分是分开进行的,且这种焊接方式易受操作者的操作技能和心理状态的影响,极易出现焊接不均匀、导电性能差、产品品质不稳定等常见问题。
结合市场需求,本文提出了一种以高性能、高稳定、高可靠以及较低成本的PLC设备作为焊接机系统的核心控制部分,采用全自动控制代替原有半自动控制的新型焊接机。这种设备作业精度高、稳定性好,作业效率提升4倍,极大地提升了产品品质,同时降低了生产成本。
1 超声波焊接机系统功能
超声波焊接机是薄膜太阳能电池板生产行业的主要设备之一,用于电池板的封装环节。焊接时,利用超声波发生器通过换能器和调幅器,由焊头将高频振动能量传递到非晶硅玻璃板和铝带金属表面,使铝带金属表面和非晶硅玻璃板表面铝膜相互振动摩擦而形成分子层间的熔合,从而达到焊接的效果。以西门子S7-300系列PLC为基础的集成控制式超声波焊接机如图1所示。
1.1 检测与控制功能
系统通过各种传感器自动检测胶带量的多少、胶带的位置、电池板和托盘的位置及滑台是否回归起始原点的状况,由PLC根据所测得的各种位置信号来控制铝带焊接机的启动、运行和停机。系统实时检测供电电源情况,由PLC控制在电源严重过压或欠压时停机。
1.2 焊接操作模式功能
焊接的操作过程有两种模式:自动操作/手动操作。将自动/手动的切换开关按到“手动”状态时,可以按下操作面板上相应的点动开关实现点动操作;按到“自动”状态时,则根据相应的控制程序进行自动且连续的焊接。固定电池板的滑台可以自动进退、金属滚轮自动升降、自动按预先编好的控制程序及轨迹行程程序进行焊接,焊接完毕后电池板自动进入下一个工序,前端输送带自动运输下一个工件进入焊接工位。
1.3 显示报警功能
当系统出现以下情况之一时,均同时进行声、光报警:DC24V掉电(各种传感器的供电电源);轨道气路气压未达到规定值;系统供电电源严重过压或欠压等。
2 超声波焊接机结构组成
超声波焊接机包括了自动贴胶、自动贴铝带、自动焊接铝带3部分,为了实现这些功能,焊接机主要由以下5个部分组成。

▲图1 新型超声波焊接机
2.1 机架
机架是整台设备的基础,其支撑着焊接机全部零部件,在机架内放置了铝带焊接机电气控制系统和气路控制系统,上置贴胶系统、贴铝带系统、焊接系统和传送系统,下置电机驱动器、PLC机架等。
2.2 贴胶系统
贴胶系统是工艺流程的第一部分,具有胶带自动粘贴、胶带自动回收、自动割断胶带功能。双面胶粘贴系统位于机架系统上方,首要的工作是将双面胶与废胶带分离,便于双面胶在镀膜玻璃指定位置粘贴。其次是直线匀速运动粘贴双面胶,通过伺服电机控制滚珠丝杠实现粘贴操作。
2.3 贴铝带系统
贴铝带系统位于双面胶粘贴系统与超声波焊接系统之间,能实现铝带的自动粘贴、自动割断、自动传送功能。从铝带盘中传送到贴胶轮下方并压紧,便于通过滚珠丝杠带动这些传送装置实现直线贴铝带的操作。
2.4 铝带焊接系统
该系统位于贴铝带装置后续操作区域,由两个相同的焊机组成,分别位于后段电池板传送系统的两侧。通过直线模组带动铝带传输装置以及超声波焊接机,实现铝带点焊操作的自动焊接功能。在设计过程中需注意:焊接机点焊之前还需对铝带起始点压紧,同时设计铝带导向装置以便于铝带焊接前准确定位。
2.5 传送系统
传送装置由4个导台气缸带动托架上升或下降,并由伺服电机通过链传动带动各传输轮系实现电池板传送。针对3个区域,分别设计对应的定位系统,以便镀膜玻璃在贴胶、贴铝带和焊接之前能够准确定位。
3 PLC控制系统设计
PLC控制系统具有可靠性高、程序设计方便灵活、抗干扰能力强、运行稳定等诸多优点,经过各方面分析比较,本文采用西门子S7-300系列中的CPU315 PLC控制器。该型号PLC最大I/O点数为1 024,最大模拟I/O通道为128,基本位布尔运算执行时间为0.3 μs、128K字节程序和数据存储空间。
PLC控制系统主要包括基本动作模块、参数设置模块和网络通信模块。基本动作模块主要是接收传感器信号,结合控制信号提供贴胶、贴铝带、铝带焊接以及急停/复位等功能。参数设置模块主要提供工作模式设置,根据网络通信数据完成基本动作参数设置。PLC控制系统主界面如图2所示。
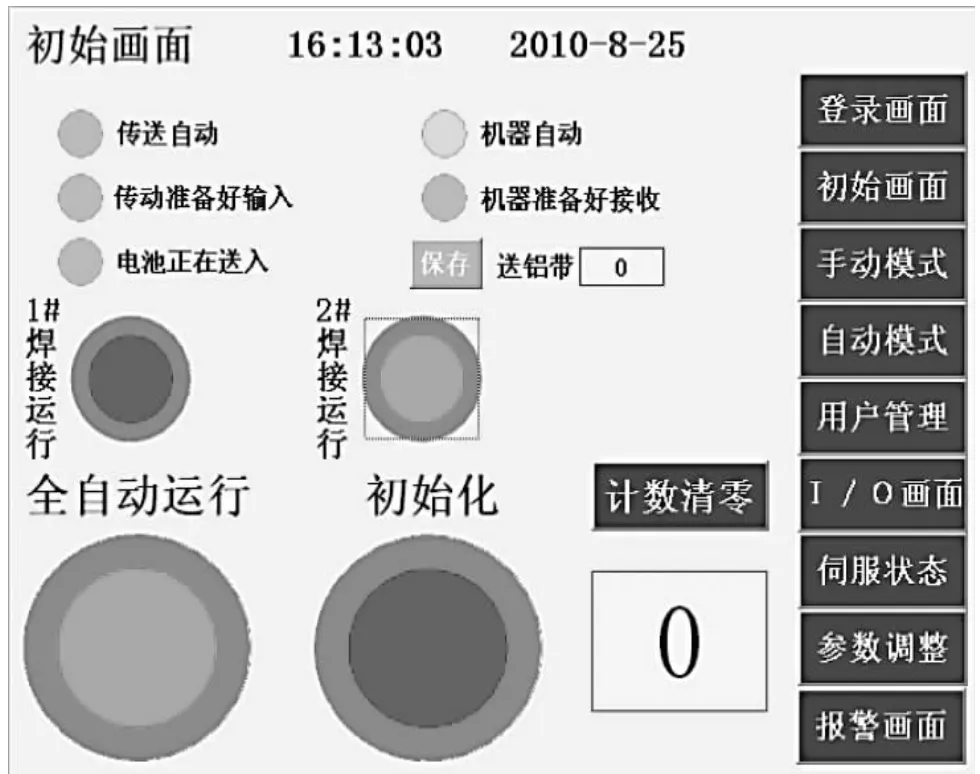
▲图2 PLC控制系统主界面
PLC控制系统的设计难点主要在于焊接部分。焊接质量的好坏主要取决于速度v、压力P、振幅A三要素。为了保证焊接接头的质量,应在确定合适的功率后,选择适当的工艺参数。改变超声波振幅、焊接压力和焊接时间都会影响接头的质量,增大超声波振幅、增加焊接时间,会增加接头处的热量,有利于得到良好的接头。加大焊接压力,对接头的外观形态将产生不良影响,但是在一定范围内有利于接头处的结合,增大了接头的强度。因此,为了获得满意的焊接质量,设计控制系统时,必须综合考虑这三个要素,适当调整各个参数。
4 结束语
实践表明,本文提出的新型太阳能电池板超声波焊接机具有性能稳定、可靠性强、操作简单及维护便利的特点,其定位精确、上下起停运动平稳、响应快、轨迹行程精确、熔合强度高、导电性好、无火花、焊接材料不熔融、不脆弱铝带金属等特性。焊接后太阳能板导电性好,电阻系数接近或等于零,发光功率大,焊接时间短,无火花,安全环保。触摸屏的操作简单、灵活、方便,不仅满足了工艺上的要求,还提高了产品的生产效率。该机主要性能已达到国外同类产品的水平,具有较好的市场前景。
[1] 高鸿斌,孔美静.西门子PLC与工业控制网络应用[M].北京:电子工业出版社,2006.
[2] SIEMENS Ltd.[Z].SIMATIC S7-300 System Manual,2003.
[3] 子华编著.PLC原理与编程实例分析[M].北京:国防工业出版社,2007.
[4] 吴启红.变频器、可编程控制器及触摸屏综合应用技术实操指导书[M].北京:机械工业出版社,2007.
