CQFP器件板级温循可靠性的设计与仿真
2014-03-22李宗亚仝良玉蒋长顺
李宗亚,仝良玉,李 耀,蒋长顺
(无锡中微高科电子有限公司,江苏 无锡 214035)
CQFP器件板级温循可靠性的设计与仿真
李宗亚,仝良玉,李 耀,蒋长顺
(无锡中微高科电子有限公司,江苏 无锡 214035)
温度循环是考核封装产品板级可靠性的重要试验之一。陶瓷四边引脚扁平封装(CQFP)适用于表面贴装,由于陶瓷材料与PCB热膨胀系数的差异,温循过程中引线互联部分产生周期性的应力应变,当陶瓷壳体面积较大时,焊点易出现疲劳失效现象。CQFP 引线成形方式分顶部成形和底部成形两类。针对CQFP引线底部成形产品在板级温循中出现的焊接层开裂现象,采用有限元方法对焊接层的疲劳寿命进行了预测分析。采用二次成形方法对引线进行再次成形以缓解和释放热失配产生的应力。仿真和试验结果显示,引线二次成形有利于提高焊接层的温循疲劳寿命。与引线底部成形相比,当引线采用顶部成形时,焊接层的温循疲劳寿命显著提高。
CQFP;热循环;板级可靠性;有限元方法;疲劳寿命
1 前言
陶瓷四边引脚扁平封装(CQFP)是一种表面安装型元器件,引线细、间距小,与传统的插孔式封装相比,在很大程度上提高了封装和组装的密度,封装体的电性能也大大提高。
CQFP常用Al2O3陶瓷管壳,引线为柯伐材料,在进行板级组装时,常用PbSn焊料进行引线与PCB的焊接。引线起到器件与PCB之间的机械和电连接作用,是影响器件板级可靠性的重要环节。陶瓷管壳的热膨胀系数(约6×10-6℃-1)与PCB的热膨胀系数(约15×10-6℃-1)差异较大,由于材料的热失配,在温度循环过程中焊接层会经历周期性的应力应变,当封装面积较大时(一般大于18 mm×18 mm),引线焊接层可能出现疲劳失效现象。一般可采用减小材料热失配的方法提高板级可靠性,如选择低热膨胀系数的PCB材料,或者增加连接部分的柔顺性,以达到应力缓冲的作用[1]。
CQFP器件进行板级安装时,引线的成形方式、形状都可能对板级可靠性产生影响。本文针对CQFP产品在温循过程中出现的引线焊接层疲劳失效现象,对引线形状进行二次成形优化,并采用有限元方法对比分析了不同引线成形方式、引线形状对焊接层温循疲劳寿命的影响。
2 CQFP器件板级安装
2.1 CQFP引线成形方式
标准的CQFP引线成形方式如图1(a)所示,引线采用顶部成形的方式,从陶瓷管壳上侧引出。在某些应用场合,为满足塑料封装与陶瓷封装的插拔互换,引线需采用底部成形的方式,如图1(b)所示。航天元器件成形标准(QJ3171-2003,4.4扁平封装元器件)[2]对扁平封装元器件与PCB之间的距离(H)、应力缓冲角(θ)、跨距(A)等都做出了要求,如图2。为满足成形标准,当采用底部成形时,引线高度受到了限制,引线对于热失配的缓冲作用降低,与顶部成形相比温循可靠性降低。
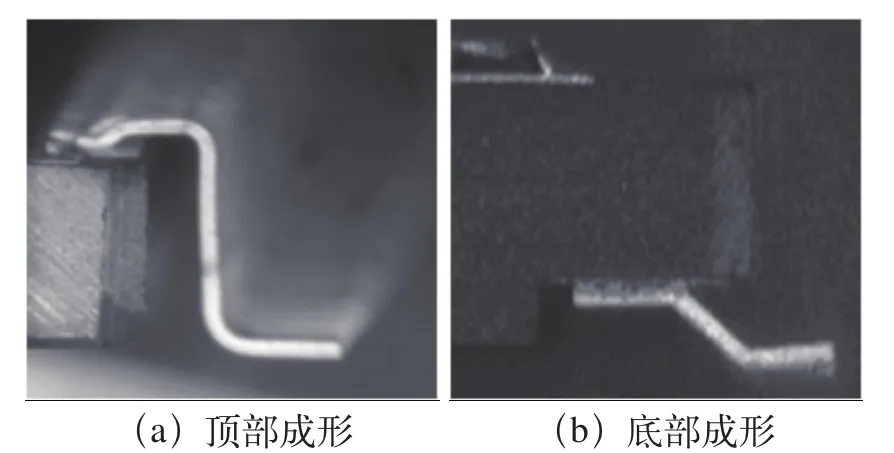
图1 引线成形方式
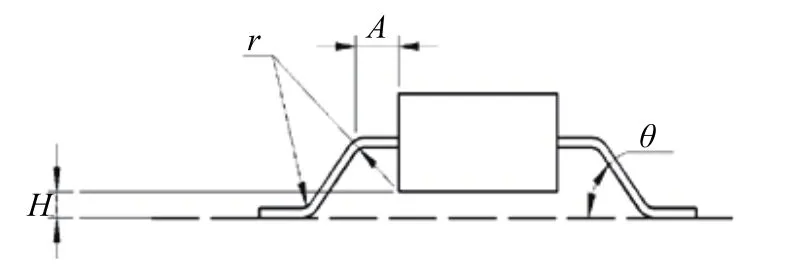
图2 航天标准成形尺寸要求
2.2 CQFP板级温循实验
图3为一款CQFP176产品外形尺寸图,引线采用底部成形的方式,管壳面积20 mm×20 mm,引线间距0.5 mm。采用63Sn37Pb焊料进行引线与PCB的焊接,印刷网板厚度0.15 mm,PCB为FR4材料,尺寸100 mm×100 mm,厚度2.0 mm。

图3 CQFP176封装外形尺寸侧视图
温度循环范围-55℃~100℃,高/低温保持时间15 min,升/降温时间15 min,每个循环周期1 h,温变速率约为10 ℃·min-1。温循100周期后,引线与PCB的焊接层未出现开裂现象,如图4(a)所示,但温循至130周期后,在引线根部与焊料焊接界面出现裂纹,如图4(b)所示。
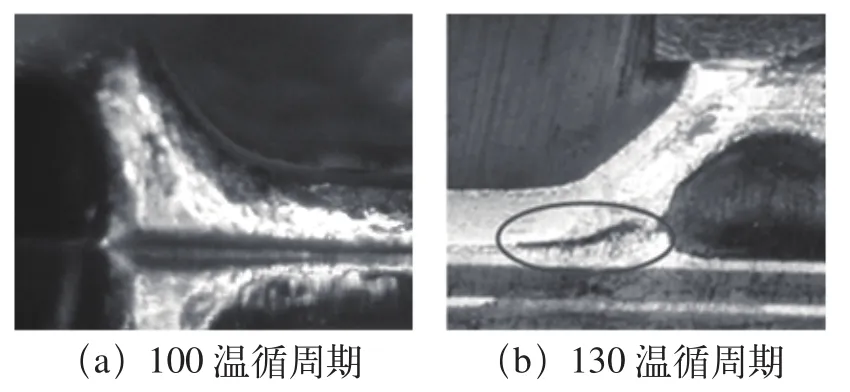
图4 温循过程中引线焊接层状态图
3 引线形状优化及分析
当采用底部成形时,引线长度较短,热应力应变无法有效释放,在温循过程中很容易出现可靠性问题。Analog Device公司电路A/D转换器AD10200采用CQFP封装形式,封装面积24.13 mm×24.13 mm,对引线进行了二次成形处理,如图5所示[3]。成形后的引线总长度增加,且存在两处折弯角,有利于缓解位移的传递,有利于提高器件的抗热疲劳和抗机械疲劳性能。借鉴此种引线形状,对CQFP176引线进行二次成形处理,如图6所示,并将采用有限元方法对比二次成形前后的焊接层疲劳寿命。
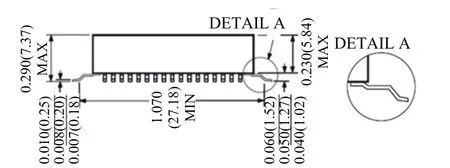
图5 AD10200电路引线二次成形示意图
同时,为对比引线的引出方式对器件板级可靠性的影响,对CQFP176器件进行引线的顶部引出,并保证最终的外形满足航天器件成形标准,如图7所示,并将进一步采用仿真方法对引线顶部成形及底部二次成形的焊接层疲劳寿命进行仿真对比[3]。
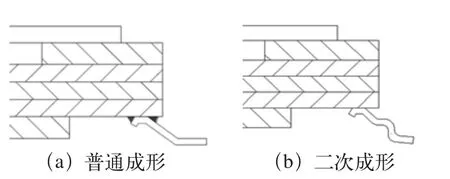
图6 CQFP 176电路普通成形与二次成形
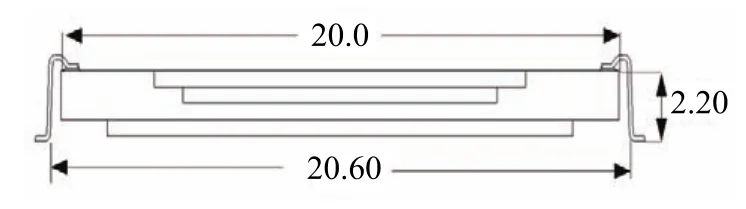
图7 CQFP176器件顶部成形外形尺寸图
4 仿真结果及分析
4.1有限元仿真模型
焊接层的温循疲劳失效属于低周疲劳失效,对焊接层疲劳寿命预测多采用基于应变范围的Coff i n-Manson方程[4]。Coff i n-Manson方程将焊点的疲劳寿命与材料热循环过程中的非弹性应变范围相关联,其表达式为:

其中,Nf为热循环疲劳失效的次数;Δεp为非弹性剪切应变范围,它的值是等效塑性应变的倍。εf为疲劳迟滞系数,对于PbSn共熔焊料来说,εf=0.325;c为疲劳滞指数,其表达式为:

其中Tsj为温度循环的中间温度(单位℃),tH为高温保持时间(单位min)。
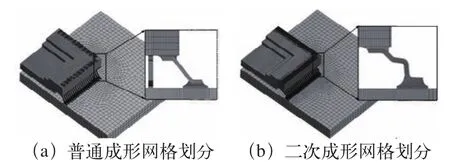
图8 有限元模型网格划分
根据样品封装尺寸,在ANSYS中建立三维仿真模型,模型的有限元网格划分如图8所示,图中隐藏了盖板部分。其中陶瓷基板、引线、PCB及铜焊盘,主要考虑材料的线弹性特性,相应的材料参数如表1所示。
在温循过程中,PbSn焊料会发生塑性形变,且温度载荷的变化速率等也会对焊料的塑性应变产生影响,目前较多用Anand粘塑性本构模型来描述焊料的这一行为[5]。该模型将塑性形变与蠕变统一为粘塑性,通常是由一个流动方程和三个演变方程描述,仿真中共涉及9个相关参数[6],63Sn37Pb焊料对应的Anand模型参数如表2所示[7]。一般认为3~4个循环周期后应变范围趋于稳定,本文进行4个循环周期的仿真。
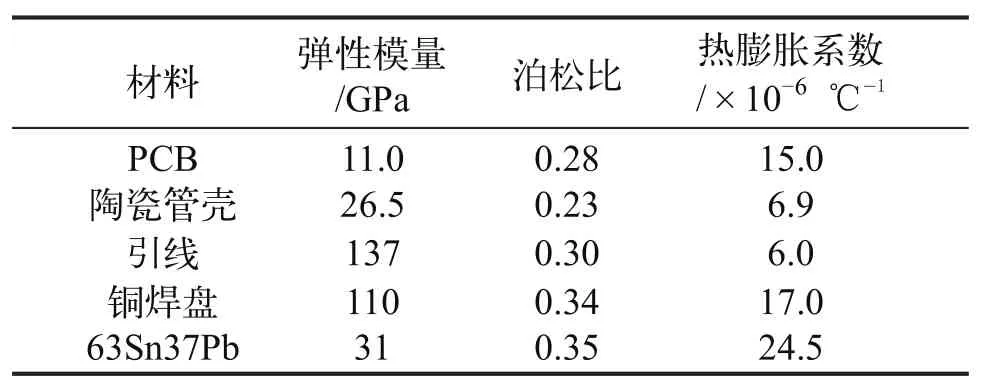
表1 模型材料参数
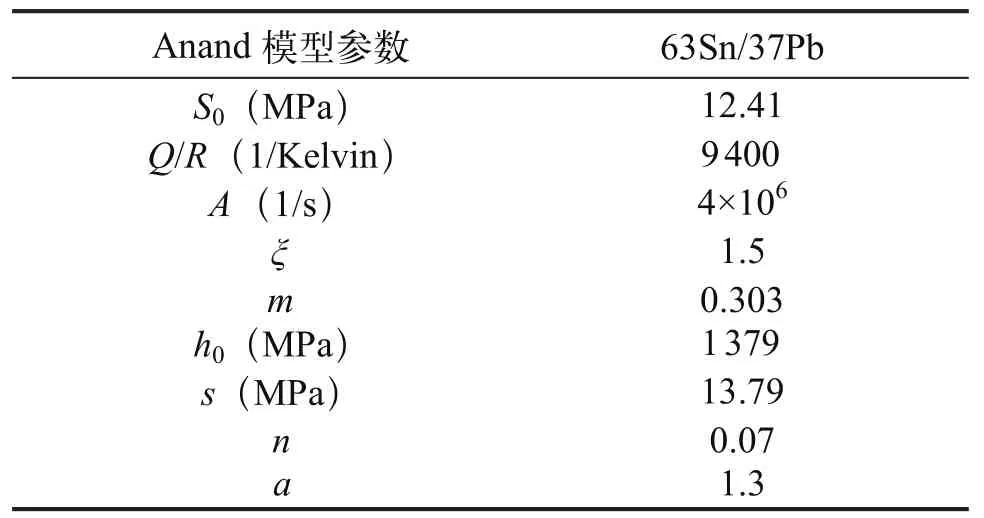
表2 PbSn焊料的Anand模型参数
4.2底部普通成形及二次成形仿真结果对比
图9为普通的底部成形在第四循环周期高温保持阶段的等效塑性应变分布。由图9可知,最大塑性应变出现在距离器件中心位置最远的边角处引线焊料层,最大应变位置与试验结果符合。图10为应变最大单元的塑性应变曲线,每周期焊接层等效塑性应变范围0.045 4,将此结果带入式(1)~(2),可以得到此处焊接层的疲劳寿命为98次。

图9 普通成形引线焊接层等效塑性应变分布
表3为底部普通成形与二次成形的仿真结果对比情况。采用二次成形后,焊接层的等效应变范围由0.045 4降低到0.033 0,带入式(1)~(2)可以得到焊接层的温循疲劳寿命由原来的98次提高到214次,优化效果明显。
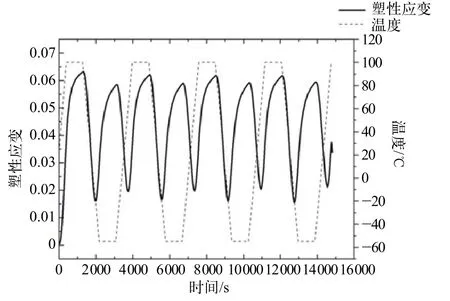
图10 应变最大单元等效塑性应变曲线

表3 不同引线形状仿真结果对比
在实际应用中,某CQFP144产品,管壳面积24.2 mm×24.2 mm,在进行-65~150℃的板级温循和机械振动叠加试验中,经历8个循环周期后,出现焊接层开裂现象,不满足客户提出的18个循环周期的考核要求。通过对引线进行二次成形处理,在叠加实验中,18个温循周期过后,焊接层未出现裂纹,产品顺利通过试验考核。
4.3底部成形及顶部成形仿真结果对比
为比较不同的引线引出方式对焊接层温循疲劳寿命的影响,对顶部成形的CQFP176进行焊接层的温循疲劳寿命仿真,并与底部二次成形的结果进行对比分析。图11为顶部成形器件在第四循环周期高温保持阶段的等效塑性应变分布,表4列出了顶部成形时,引线焊接层的等效塑性应变范围,并计算出相应的温循疲劳寿命。由表4可知,顶部成形时焊接层的温循疲劳寿命要远优于底部成形的方式。
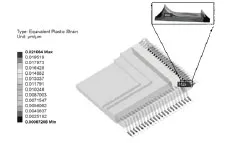
图11 顶部成形引线焊接层等效塑性应变分布
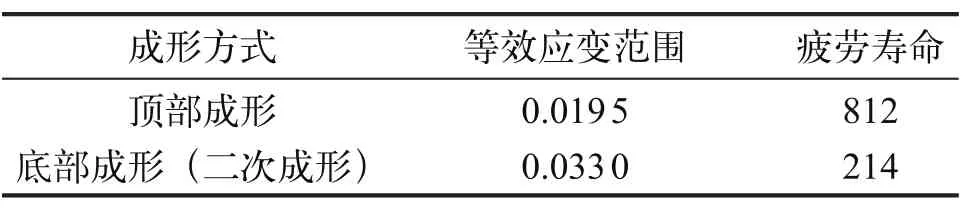
表4 不同引线成形方式仿真结果对比
5 结论
CQFP器件引线分顶部成形和底部成形两种方式,当陶瓷壳体面积较大时,采用底部成形方式的引线焊接层在温循实验中易出现疲劳失效现象。仿真与试验结果显示,二次成形的方法可以有效提高底部成形类CQFP器件的板级温循可靠性。但与底部成形类CQFP器件相比,顶部成形类CQFP器件引线焊接层的疲劳寿命从结构上得到了根本的改善。因此,对于大面积CQFP器件,为保证器件的板级温循可靠性,引线应尽量避免因插拔互换要求而采用的底部成形方式。
[1] 成钢. 电路板设计中的膨胀系数匹配问题[J]. 电子设计工程,2011, 19(3): 57- 60.
[2] QJ 3171—2003. 航天电子电气产品元器件成形技术要求[s].
[3] http://www.analog.com/static/imported-files/data_sheets/ AD10200.pdf [EB/OL].
[4] Osterman M, Dasgupta A, Han B. A Strain Range Based Model for Life Assessment of Pb-free SAC Solder Interconnects [C]. 2006 Electronic Components and Technology Conference, 2006: 884-890
[5] Liu CL, Lu ZZ, Xu YL, Yue ZF. Reliability analysis for low cycle fatigue life of the aeronautical engine turbine disc structure under random environment [J]. Materials Science and Engineering, 2005(395): 218-225.
[6] Amagi M, Nakao M. Ball Grid Array(BGA)Packages with the Copper Core Solder Balls [C]. IEEE Electronic Components and Technonlgy Conference, 1998: 692-701.
[7] 张亮,薛松柏,等. 不同钎料对QFP焊点可靠性影响的有限元分析[J]. 焊接学报,2007, 28(10): 45-49.
Design and Simulation of Board Level Reliability for CQFP Device in Thermal Cycling
LI Zongya, TONG Liangyu, LI Yao, JIANG Changshun
(Wuxi ZhongWei Hi-tech Electronics Co.,Ltd.,Wuxi214035,China)
Thermal cycling is an important test for board level reliability analysis of IC packages. Ceramic Quad Flat Package(CQFP)is mostly used for surface mounting applications. Due to the thermal expansion coeff i cient difference, periodic strain and stress occurs on the solder joints which may cause the solder joint fatigue failure when the package area is large. Lead forming could be realized from the upper side or the underside of the ceramic. Solder joint cracking was observed for a CQFP product with lead forming from the downside in thermal cycling, and Finite Element Method(FEM)is used to predict the fatigue life of the solder joint. Lead shape is optimized with the secondary forming method to alleviate the thermal stress. Both the simulation and test results show that the secondary method is effective in improving the board level reliability of CQFP device. When the lead forming starts from the upper side of the ceramic, there is a signif i cant improvement in solder joint fatigue life.
CQFP; thermal cycling; board level reliability; fi nite element method; fatigue life

TN305.94
A
1681-1070(2014)11-0005-04
李宗亚(1966—),男,1988年毕业于清华大学,现任无锡中微高科电子有限公司副总经理,主要从事封装工艺技术、质量管理等工作。
2014-08-07
