冻干机压塞波纹保护套的选用及应用研究
2014-03-06姚建林
姚建林
(上海东富龙科技股份有限公司,上海201109)
0 引言
随着GMP要求的不断升级与国家对药品生产监管的不断加强,药品生产企业对影响药品生产质量的任何过程和环节均要采取有效的措施,运用风险分析的方法,以消除或降低对药品质量的不利影响。
对于具有压塞功能的冻干机来说,通过液压活塞杆的升降来带动板层的升降,如果没有将液压油缸活塞杆与冻干箱进行隔离,那么液压油分子的扩散就会给产品带来污染的风险,同时液压活塞杆的无菌性也无法得到保障。因此,使用波纹保护套显得非常有必要。
1 波纹保护套的选用
冻干机中波纹保护套与液压活塞杆结构如图1所示。
压塞波纹保护套一般采用SUS316L材质,波纹套的压缩率和拉伸率要在一定的范围以内,一般情况下压缩率CR在60%~80%,而拉伸率ER一般在15%~25%。波纹保护套的压缩率和拉伸率与波纹的波数n、波纹的自由长度λ有关,与波纹套隔环的数目m也有一定的关系。波纹保护套尺寸与结构示意如图2所示。
1.1 波纹保护套选用的条件
对于波纹保护套的选用应当满足一定的条件:波纹保护套的最佳压缩率CR取70%,最佳拉伸率ER取20%。当板层下降到最低部并全部降落到位的情况下,波纹保护套的拉伸长度应在有效拉伸长度Lmax1以内;当板层全部上升到顶部时,波纹保护套压至不能超过极限位置。
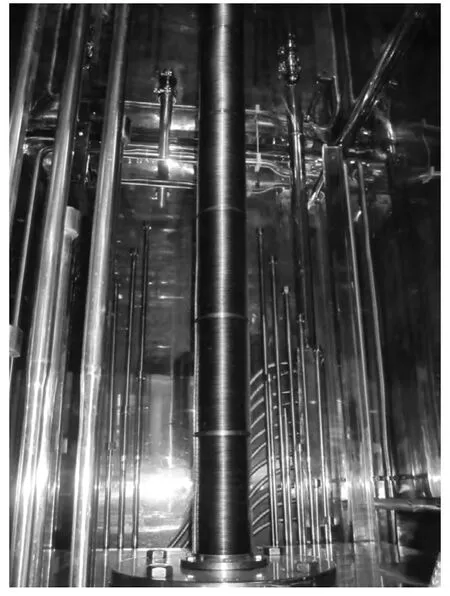
图1 冻干机中波纹保护套与液压活塞杆结构
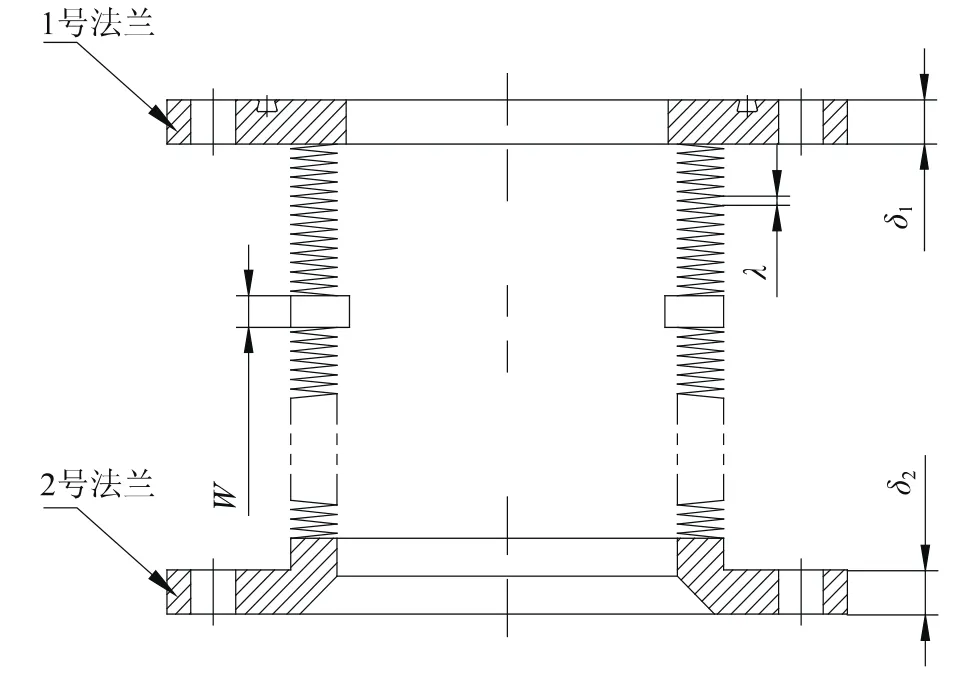
图2 波纹保护套尺寸与结构示意
1.2 波纹保护套参数的计算
波纹保护套的基本参数可以通过以下计算获得:
波纹套的波纹部分自由长度FL,FL=λ×n;
波纹套的波纹部分拉伸长度EL,EL=FL×(1+20%)
波纹套的波纹部分压缩长度CL,CL=FL×(1-70%)
波纹套的波纹部分有效行程S,S=EL-CL
隔环部分的宽度总和Wε,Wε=w×m
波纹套有效拉伸长度极限Lmax1,
Lmax1=EL+Wε+δ1+δ2+L1
波纹套有效压缩长度极限Lmin1,
Lmin1=CL+Wε+δ1+δ2+L1
式中 λ——单个波纹的自由长度;
n——波纹的波数;
w——单个隔环宽度;
m——隔环数目;
δ1——1号法兰厚度;
δ2——2号法兰厚度;
L1——1号法兰加刀口宽度(生产厂家参数)。
1.3 板层处特殊位置的要求
(1)当板层全部下降到底部时,如图3所示,波纹套工作时波纹实际最大拉伸的长度为Lmax2。应当满足Lmax1-Lmax2≥0,则波纹套拉伸效果满足要求;如果Lmax1-Lmax2<0,则波纹套存在拉裂的危险,长时间处在这种状态下,波纹套很容易拉裂。
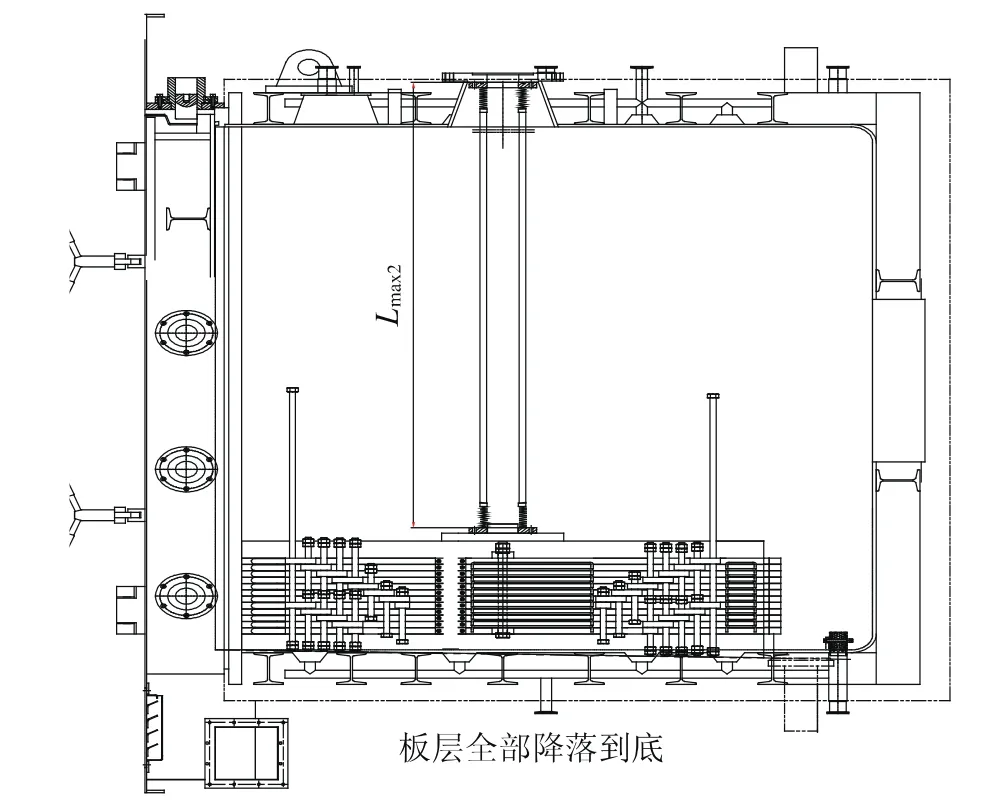
图3 当板层全部下降到底时的Lmax2
(2)当板层全部上升到顶部时,如图4所示,波纹套工作时实际最大压缩时的长度为Lmin2。应当满足Lmin1-Lmin2≥0,则波纹套压缩效果满足要求;Lmin1-Lmin2<0,则波纹套存在压坏的危险,长时间处在这种状态下,波纹套很容易压坏拉裂。
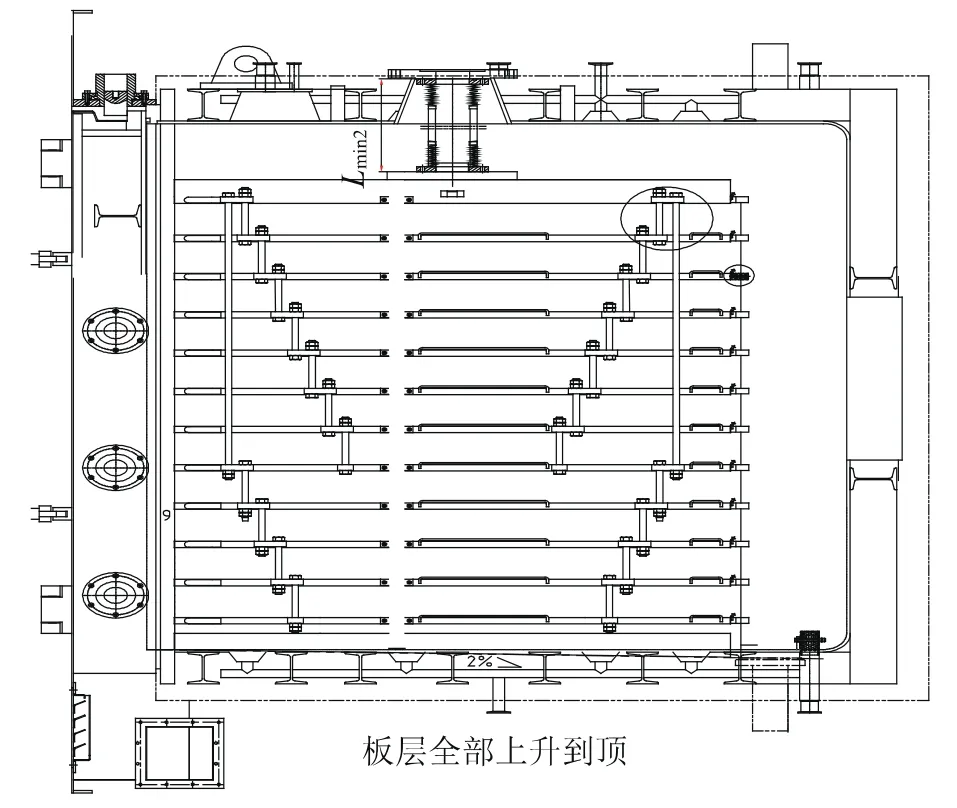
图4 当板层全部上升到顶时的Lmin2
在设计选择波纹保护套时,既要考虑波纹套实际工作时的最大拉伸长度,也要考虑实际工作时的最大压缩长度,确保波纹套既不被拉伸过头,也不被压缩过量,确保波纹套工作的有效性。
2 波纹保护套使用中的常见问题及注意事项
冻干压塞波纹保护套在使用过程中,如果没有得到很好的保护,就很容易出现裂纹及损坏的现象。同时,由于在波纹套拉伸时,波纹套内部处于真空状态,而在波纹套压缩时,波纹套内部又处于正压状态,这对于波纹套的使用过程也带来一定的风险。
在安装时,一定要确保波纹套上下处于一条直线上,在自然状态下不能有扭曲。如果扭曲,在压缩时很容易导致受力不均匀,导致波纹套出现鼓包(图5)。在拉伸过程中,当波纹套实际工作时的最大拉伸长度接近或大于波纹套有效的拉伸长度极限时,由于产生疲劳,也非常容易导致波纹套拉裂,出现裂纹(图6),导致泄漏问题的发生。
由于波纹套自重的原因,波纹套在正常竖直使用过程中,波纹套上端的波片焊缝所承受的应力一般要大于其下端波片焊缝所承受的应力。对于竖直使用的波纹套,在其自身重力的影响下,上端波片的焊缝处更容易疲劳,同时承受过载应力时上端波片焊缝也更容易开裂。
为防止波纹套拉伸或压缩时,波纹套内部压力能够得到及时释放,在波纹套内部与外部大气之间连接一个呼吸器,并增加一个过滤器,在板层上升或下降时,同时打开板层波纹套放气阀SV54,确保波纹套内部始终处于大气压的压力状态。波纹套内部始终处于大气压的压力状态的管路系统如图7所示。
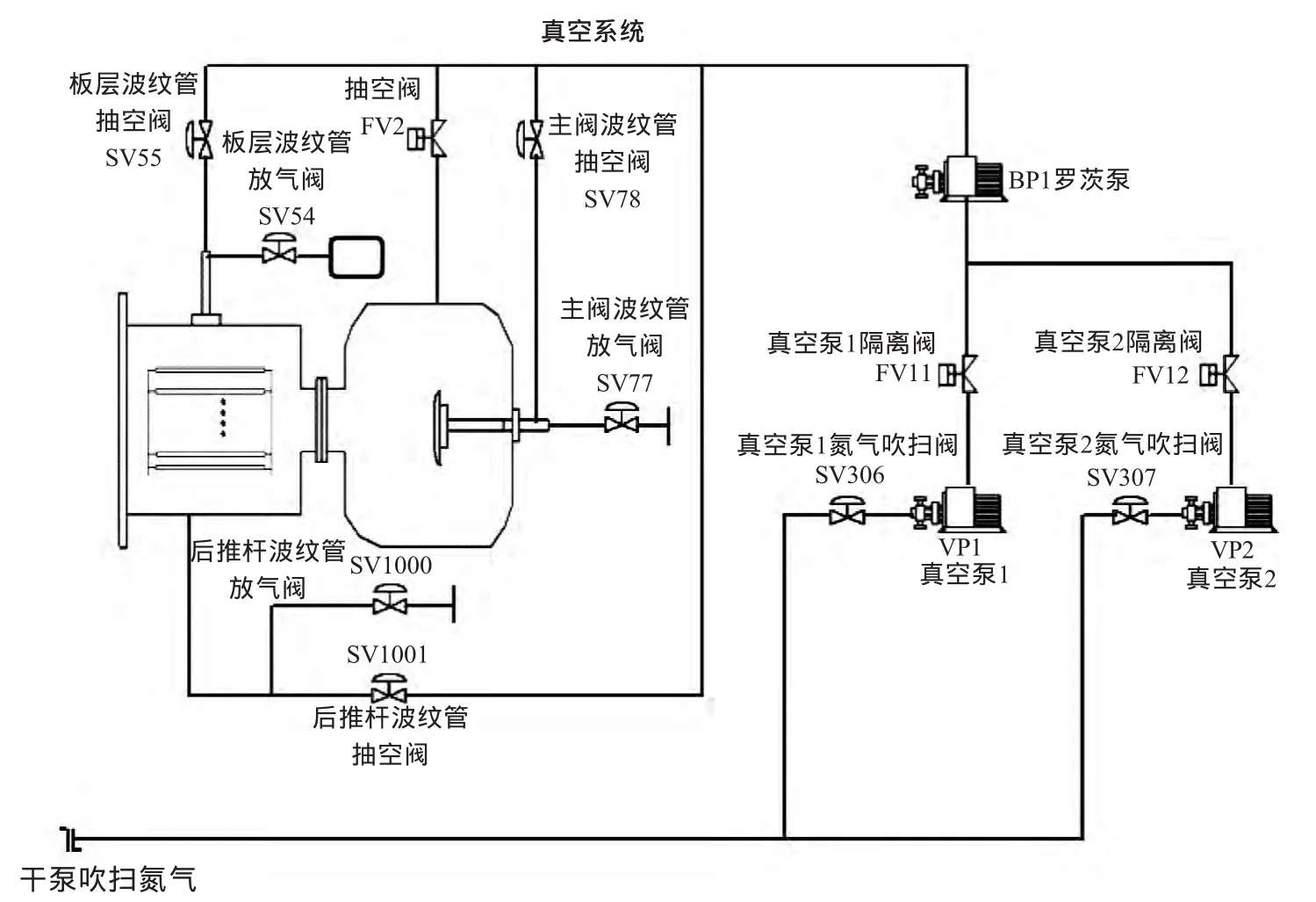
图7 波纹套内部始终处于大气压的压力状态的管路系统
3 波纹保护套完整性确认方案

图5 波纹套出现鼓包

图6 波纹套出现裂纹
一般是通过真空测试的方法对波纹套的完整性进行确认。开启真空泵,对泵头进行抽真空处理,在抽到极限真空(比如1Pa以下或更低)后,开启板层波纹管抽空阀SV55,若在2min之内便可以抽到打开该阀门之前的极限真空,则认为波纹套是完好的。在每一次冻干开始前,冻干程序可以自动运行,确认波纹套的完整性。
当然,也可以采取更加严谨的测算泄漏率的计算方法,由于波纹套出厂前均要进行泄漏率测试,出厂的标准是单点泄漏率要小于1×10-7Pa·m3/s,对波纹套的内部体积进行计算,加上真空泵头管道的体积以及抽波纹套真空管道的体积,根据泄漏率的计算公式:

式中Q——泄漏率,Pa·m3/s;
P1——保压起始压力,Pa;
P2——保压结束压力,Pa;
V——箱体体积,m3;
Δt——保压时间,s。
按照总体泄漏率要小于1×10-4Pa·m3/s的要求进行计算,在确保管道没有泄漏的情况下,计算出10min之内合格的P2的数据,只要10min内上升的压力值小于规定的值,确保泄漏率符合要求,则表明波纹套是完好无损的。
4 结语
冻干压塞用波纹保护套对保证冻干产品的无菌性有重要的作用,防止液压油分子扩散到冻干产品中去,能起到很好的隔离作用。本文通过对冻干机中压塞波纹保护套正确选用的研究,探讨了其使用的常见问题及注意事项,同时提出了波纹保护套完好性的确认方案,使波纹套的完整性得到了保障,值得推广和运用。
