亚麻织物无氯冷堆短工艺流程的探讨
2014-02-02王晶晶
王晶晶
(陕西工业职业技术学院,陕西 咸阳 712000)
亚麻织物凉爽透气、吸湿抗菌,被誉为“纤维皇后”,广泛用于服装、家居、汽车及飞机等装饰领域。亚麻织物在漂白之前,都要进行预处理。预处理的目的是除去亚麻织物中的大部分杂质及木质素,并且提高亚麻织物的白度,使亚麻织物变得柔软,浸润性好,有利于后续漂白工艺[1]。
传统亚麻预处理一般采用退煮漂工艺,汽蒸要求高温处理,通常在一个小时以上,织物强力和质量损伤严重。经过两次漂白后,虽然能达到一定的白度值,但是工艺流程长、能耗大,且在漂白过程中会形成难以降解的可吸附性有机卤化物,对人体及环境危害很大。因此,有必要探索一种环保、省时、节能的工艺流程[2-3]。实验采用常温状态的冷堆,用冷堆代替汽蒸,冷堆对织物作用均匀、温和,且占地小、不耗能。通过改变冷堆时间等工艺参数确定最佳工艺条件。
1 实验部分
1.1 实验材料
织物:20 tex/20 tex 60/60 160 cm纯亚麻平布。
化学药品:氢氧化钠;过氧化氢;硅酸钠;渗透剂;无水碳酸钠;以上均为分析纯。
仪器:SF300测色仪,YG2605织物强力机,托盘天平。
1.2 实验工艺
1.2.1工艺流程
基本工艺流程为:
冷堆→热洗→水洗→汽蒸→水洗→烘干
(1)冷堆工艺流程
坯布→浸轧碱氧工作液(室温,二浸二轧,轧液率100% ~110% )→打卷堆置(室温)→热水洗(90℃,3 min)→水洗→烘干。
(2)煮漂工艺流程(采用汽蒸法)
冷堆处理后的织物→浸轧工作液(室温,二浸二轧,轧液率100% ~110% )→汽蒸30min→热洗(90℃,3 min)→水洗→烘干。
1.2.2工艺处方
冷堆工艺:氢氧化钠(g/L)
X
硅酸钠(g/L)
Y
双氧水(g/L)
Z
精练剂(g/L)
6~8
汽蒸工艺:双氧水(30%)(g/L)
10~20
硅酸钠(g/L)
10
氢氧化钠(g/L)
5~8
精练剂(g/L)
4~6
2 测试指标
2.1 白度的测定
用SF-300型思维士电脑测色仪测定碱退煮及酶退煮后织物的白度。
2.2 毛细管效应的测定
按FZ /T 01071—2008 《纺织品毛细效应试验方法》,将试样剪成25 cm × 2 cm 布条状,悬挂于一盛有水的烧杯上方,其一端浸没于水中,在距布条这一端1 cm处用铅笔画一条平行线与液面相齐,记录30 min内水沿织物上升的高度[4-5]。
2.3 断裂强力的测定
采用GB/T 3923.1—1997 标准测定碱处理和酶处理后织物在拉伸状态下的断裂强度。
2.4 退浆率的测定
退浆率=

(2-1)
2.5 麻屑去除率的测定
采用目测法对亚麻织物的麻屑进行评定,分为良好、一般、差。
3 结果与讨论
3.1 碱浓度对织物的影响
3.1.1冷堆时间16 h情况下
当精练剂5 g/L、硅酸钠8 g/L、双氧水15 g/L时,改变碱浓度为25 g/L、30 g/L、35 g/L、40 g/L ,对织物进行冷堆,冷堆时间为16 h,参照上述冷堆工艺处方,结果见表1。
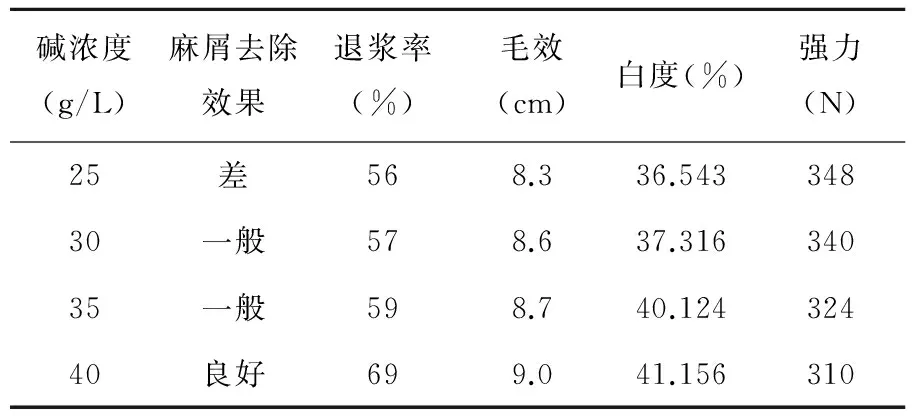
表1 冷堆16 h的各项结果
注:未处理织物的强力474N,白度26.314。
麻屑去除较低,由于碱浓度较低,对麻屑的作用不彻底,退浆率较低。碱液可使浆料溶胀,但浓度过低,溶胀效果不好会影响退浆率。碱浓度对退浆率影响如下图1。

图1 冷堆16 h下的退浆率变化情况
由图1可知,麻屑去除和退浆率的大小和碱浓度的大小有很大关系,基本上是成正比关系,适当提高碱浓可以使其提高。
3.1.2冷堆时间20 h情况下
当精练剂5 g/L、硅酸钠8 g/L、双氧水15 g/L时,改变碱浓度为25 g/L、30 g/L、35 g/L、40 g/L ,对织物进行冷堆,冷堆时间为20 h,参照上述冷堆工艺处方,结果见表2。

表2 冷堆20 h的各项结果
碱浓度提高,效果提高,冷堆20 h的去屑效果仍不好,碱液对麻布作用时间不充分,难以达到好的效果。改变碱浓度,对于白度,退浆率,影响见图2。
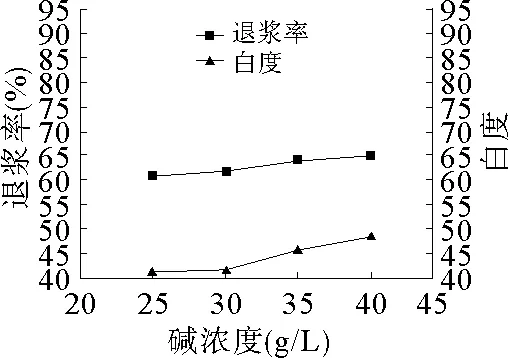
图2 冷堆20 h下的白度,退浆率曲线
3.1.3冷堆时间24 h情况下
当精练剂5 g/L、硅酸钠8 g/L、双氧水15 g/L时,改变碱浓度为25 g/L、30 g/L、35 g/L、40 g/L ,对织物进行冷堆,冷堆时间为24 h,参照冷堆工艺处方,结果见表3。
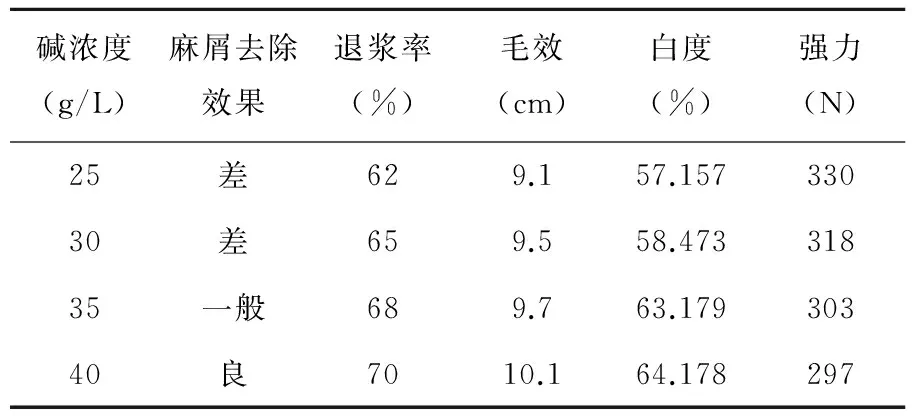
表3 冷堆24 h的各项结果
由以上数据可知,冷堆时间长短对麻屑去除效果有影响,24 h冷堆效果最佳达90%。麻屑去除较好的碱浓度为35 g/L和40 g/L。

图3 冷堆24 h下的白度,退浆率曲线
随着碱浓度升高,织物白度提高,强力普遍下降,毛效有所提高。其中毛效提高较快,是由于冷堆时间使得浆料褪除干净,进而影响白度测试结果。强力下降迅速。汽蒸时间对强力有很大影响,所以如果能选用一种节能的方式进行处理,可以较好地利用织物,提高强力促进节能。
3.2 冷堆时间对织物的影响
由上可知毛效随着碱浓度的提高而提高,冷堆过程中对果胶等杂质有去除作用。碱浓度为40 g/L时白度,毛效,麻屑去除,退浆率都是最好的,但是强力却下降较快。相比之下,35 g/L浓度比较合适。因此,当碱 35 g/L及其它条件不变,改变冷堆时间得到结果见表4。
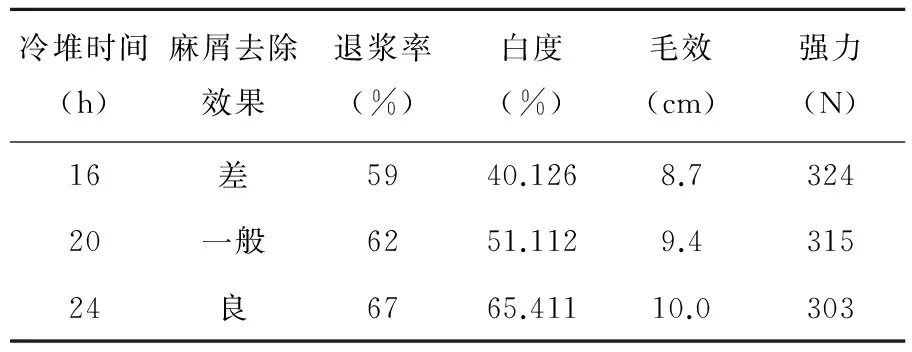
表4 相同碱浓度条件下不同冷堆时间下的测试结果
由表4可知,24 h冷堆效果最佳,各项工艺参数符合服用功能。
3.3 煮漂工艺测试结果
3.3.1汽蒸时间对煮漂效果的影响
根据前面得到最佳冷堆工艺,碱浓度为35 g/L,汽蒸时间分别为15 min、30 min、45 min时未处理织物强力474 N,白度26.314。结果见表5。
汽蒸时间15 min时强力普遍较高,但是白度较低在60以下,不符合基本需要。后处理中需要复漂一次白度可达65以上。由表5可知15 min汽蒸时间不能充分地达到去除木质素等杂质的效果。
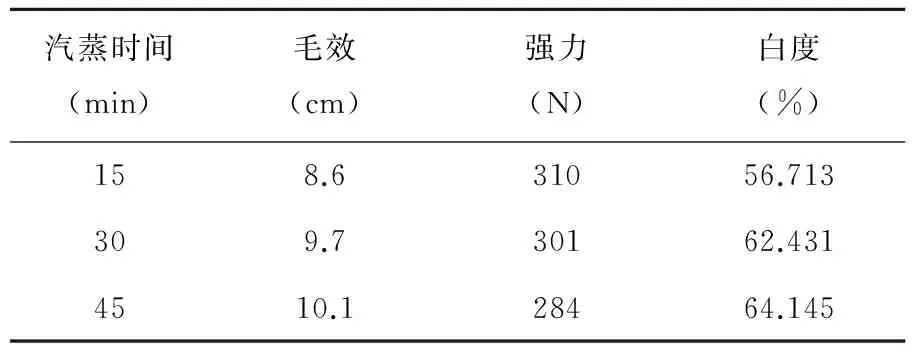
表5 汽蒸时间对煮漂效果的影响
浆料基本水解完。织物的白度、毛效逐渐增加,但强力比坯布降低,毛效有所增大,这与织物退煮后密度发生变化有关。毛效的增大与果胶等拒水杂质的去除有关,果胶的主要成分是果胶酸的衍生物。果胶酸的化学成分组成是多半乳糖去醛酸,具有大量的亲水性的羟基和羧基,因此增大碱浓度可以更有效地去除果胶。
3.3.2碱浓度对煮漂效果的影响
当硅酸钠8 g/L,碳酸钠10 g/L,渗透剂5 g/L时,改变碱浓度为5 g/L、8g/L、10 g/L、15 g/L时,结果见表6。

表6 碱浓度对煮漂效果的影响
由表6可知,其它条件不变时,各项指标在10 g/L时比较符合需要。煮漂的主要目的是去除木质素和进一步去除麻屑以及残留的浆料。由于碱对纤维素具有破坏作用,在冷堆中由于有纤维上杂质和浆料的保护作用,在常温下损伤不大,但是在煮漂中,由于碱浓度提高,纤维素的配糖键部分断裂加快,产生新的还原性末端基,聚合度下降。纤维的损伤会比较大。碱在15 g/L时强力下降较快。
3.3.3双氧水浓度对煮漂效果的影响
漂白中当硅酸钠8 g/L,碳酸钠10 g/L,渗透剂5 g/L时碱浓度为10 g/L其它条件不变,汽蒸时间30 min,结果见表7。

表7 双氧水浓度对煮漂效果的影响
白度是织物的重要指标,煮漂对于其它方面也有很大影响,如强力,毛效等。双氧水浓度控制很重要,超过20 g/L,织物损伤严重,强力严重下降。
从表7中可以看到,双氧水浓度改变时,白度、毛效随着其浓度升高而升高,而强力则随之降低。双氧水对纤维的损伤较大,甚至可以使纤维彻底失去强力,除了与木质素发生分解之外,还可以与纤维素作用,从而降低织物强力,在实验中,20 g/L时强力最低,而白度最高,大于10 g/L时趋势则刚好相反。综合考虑,双氧水浓度为15 g/L左右是最佳选择。选择适当的浓度不会对纤维造成很大的破坏。
4 结论
4.1冷堆代替汽蒸节能、环保,具有现实意义,可缩短工艺流程,降低生产成本,减少环境污染。结果表明冷堆对纤维的损伤比较小,除屑比较彻底。
4.2短工艺一步完成也可以得到同传统工艺处理的织物相同的结果,白度可以达到基本要求。
4.3由实验可知,最佳工艺为:
冷堆24 h:
处方为:碱浓度(g/L)
35
煮漂时间30 min:
处方为:碱浓度(g/L)
10
渗透剂(g/L)
4
双氧水(30%)(g/L)
15
[1] 王菊生,孙凯.染整工艺原理[M].中国纺织出版社,2004.
[2] 展义臻,韩文忠,赵雪,等.天丝/亚麻织物冷堆前处理工艺探讨[J].染整技术,2010,(3):18—20.
[3] 姜生.亚麻织物的冷轧前处理工艺[J].印染,2011,37(9):17—18.
[4] 吉婉丽.亚麻织物的氧漂煮练酶182 精练工艺[J].印染,2012,38(2):23—25.
[5] 岳仕芳,张娟娟.亚麻色纺纱高效短流程生产工艺研究与实践[J].纺织学报,2013,34(1):84—89.
[6] 邰文峰,邱岳进,石红,等.亚麻/棉织物生物酶前处理工艺的研究[J].山东纺织科技,2006,47(3):6—8.
