激光扫描红外热波成像技术在无损检测中的应用
2014-01-10江海军张淑仪
江海军,陈 力,张淑仪
(1.南京诺威尔光电系统有限公司,南京 210038;2.南京大学 声学研究所,南京 210093)
得益于红外热像仪的快速发展,红外热波成像无损检测技术已经在欧美等先进国家得到广泛应用,特别是在航空航天及国防军工等领域[1]。该技术具有检测速度快、非接触、非破坏、检测面积大、便于在线在役检测、结果直观易懂等优点,可对金属、非金属、复合材料中存在的脱粘、裂纹、锈蚀、损伤等缺陷进行检测,已日益成为保证产品质量和安全运行的重要手段[2],具有广阔发展前景。近年来,国内一些研究机构在跟踪研究红外无损检测技术[3-6]方面做出了很多重要工作,但是在实际应用方面和国外的差距还是很大。主要原因之一在于国内的检测系统大多依靠进口设备,导致成本很高,很难进行推广应用[7-8]。
红外热波成像检测技术的两大关键技术为高能量、短脉冲热激励和高帧频红外图像采集,对于检测高导热率的材料和近表面缺陷十分重要。目前国际上都是采用大功率闪光灯作为高功率短脉冲热激励,高帧频红外热像仪进行图像采集,该设备不仅功能有很多局限性,而且成本很高,同时高帧频热像仪的分辨率会随帧频的提高而大幅降低。
激光扫描热波成像技术可以有效地解决上述两个难题。其利用线状连续激光束在样品表面进行扫描,形成高功率密度的脉冲热激励,再通过控制激光束与热像仪之间的扫描时序关系,达到快速检测的目的,可实现优质的热波层析成像。该技术使得设备的功能得到大幅提升,而成本却大幅下降。
1 方法论述
1.1 激光扫描热波成像系统
红外热波成像技术采用热激励源对样品表面进行加热并形成向样品内部传播的热波,样品中的缺陷,如脱粘、裂纹、锈蚀、损伤等,会影响热波的扩散,从而引起材料表面温度场的变化,采用热像仪对样品表面的红外辐射进行检测便可以得到样品内部缺陷的信息。
如图1所示,激光束通过聚焦成线状光斑,大幅提高了功率密度。当该光斑在样品表面进行扫描时,样品表面上的每个固定点都经受一次短周期脉冲加热。同时通过控制光斑扫描和热像仪扫描之间的相位关系,可以实现高速热波信号的采集。

图1 激光扫描红外热波成像无损检测技术原理
图2所示为激光扫描红外热波成像检测设备,其主要由控制系统、扫描检测单元、测试平台组成。扫描检测单元由激光器及冷却系统、扫描振镜、热像仪及光路系统等组成,实现激光对样品表面的扫描。热像仪完成红外图像的采集。扫描控制系统用于控制热像仪和激光扫描振镜之间的同步。控制系统用于硬件控制、系统监测、图像分析与处理等。

图2 激光扫描红外热波成像检测设备
激光扫描热波成像技术与目前国际上普遍采用的闪光灯激励热波技术相比,具有很多优势,它们的部分主要性能的比较如表1所示。
另外,由于激光扫描过程中热波会沿着样品表面传播,因此可以对近表面的垂直裂纹进行检测,这在工业界具有十分重要的应用。
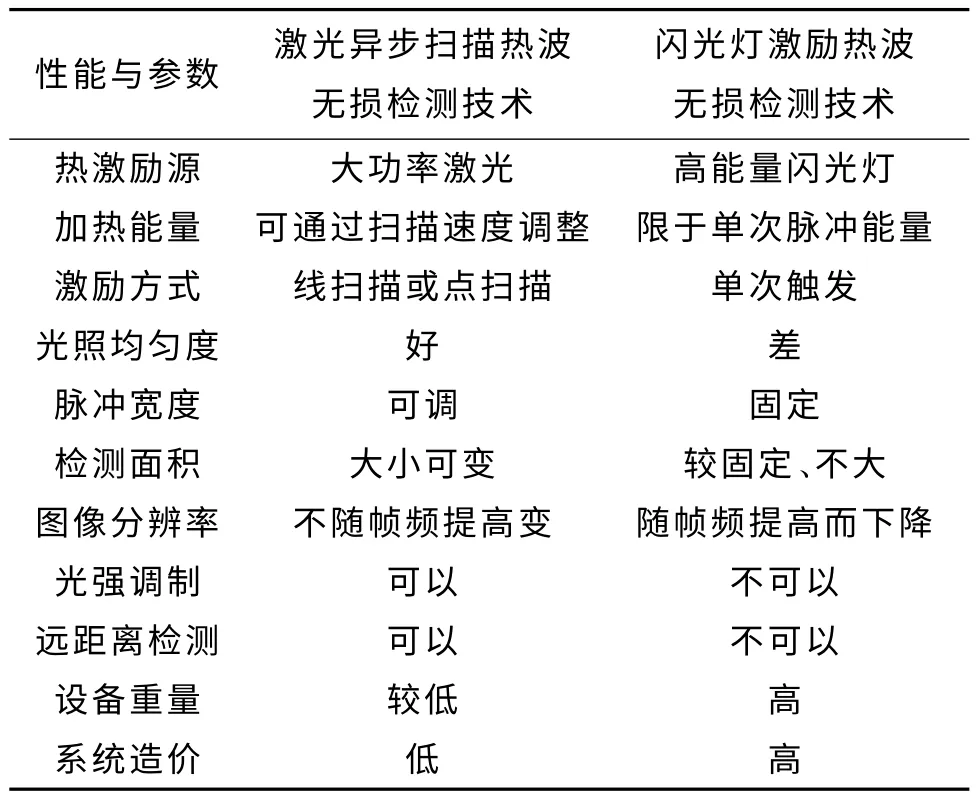
表1 激光扫描热波无损检测与闪光灯激励热波无损检测技术比较
1.2 激光扫描热波成像系统理论模型的验证
当线状激光束在样品表面扫描时,热波将沿着激光束前进方向x和垂直样品表面方向z传播,样品内部的温度场由2-D 理论模型来描述[9]。根据这个模型,推导出样品表面温度场分布为:

式中:I为激光功率;L为激光半长度;l为激光半宽度;k为样品热导率;a为样品热扩散速率;v为激光扫描速度;d为样品的厚度。
图3所示的是一组不同厚度的碳素钢样品测试结果和理论数值的比较(横坐标为对时间取自然对数,纵坐标为对温度取自然对象)。选取了3,4,12mm 厚度的样品进行测试,激光扫描速度为3cm/s。12mm 的碳素钢对于热波,信号属于热学意义上的厚样品,即信号接近于半无限空间状况,温度-时间曲线在双对数坐标中,其斜率为-0.5的直线。
从图3看出,理论曲线与试验结果整体趋势相同,对于12 mm 厚的样品,试验曲线斜率为-0.5左右,与理论基本一致。对于3,4mm 厚的样品,试验曲线和理论结果也非常相似,信号在加热后的某个时刻与无限厚的样品信号曲线发生分离,3 mm缺陷约在135ms时刻出现分离,4mm 约在165ms时刻出现分离,与理论值基本接近。另外试验结果的温度衰减比理论曲线快,这是因为理论模型没有考虑样品表面的辐射与热传导等因素。

图3 碳素钢样品的温度-时间的理论与试验曲线
2 试验与验证
2.1 试验方法——延迟校正
与闪光灯系统同时进行热激励不同,激光扫描红外热波成像技术采用激光束对样品表面扫描的方式,样品表面并不是同时进行激励的,因此图像在处理和显示前需要进行延迟校正。采用碳素钢样品为例,图4为其可见光背面图像,缺陷大小及深度在图中标明。
图5(a)与图5(b)所示为激光扫描过程中采集的两帧红外图像,激光扫描速度为3cm/s。在第132帧时,刚扫描完第一排孔,所有孔清晰可见。到第296帧时扫描完第二排孔,由于碳素钢热扩散速率相对较快,第一排孔已基本不清晰。因此如果不经过延迟校正,其红外图像不能正确显示不同区域的缺陷,并且影响后续的图像处理。通过延迟校正功能,图像中所有点的信号与该点热激励之间的延迟一致,相当于整个样品表面都是同一时刻受到热激励,如图5(c)所示。同样可从图5(c)中看出,缺陷越深,信号越弱,这是因为热波在样品中的衰减较快。对于同一深度缺陷,缺陷面积越小,信号也越弱,这是因为热波在传播过程中的横向扩散所引起。

图4 碳素钢样品背面可见光图像

图5 激光扫描碳素钢样品表面红外图像
2.2 试验验证
为了验证设备的性能,对某有机涂层和某特殊涂层的人工缺陷样品进行了测试。
有机涂层样品在1mm 的涂层下有三排圆孔缺陷,分别为直径2mm,深度0.35mm 的缺陷;直径4mm,深度0.9mm 的缺陷;直径6mm,深度1.4mm的缺陷,其可见光图像和红外图如图6所示。从图6中可看出,这些缺陷都可以清晰地被检测出来。

图6 有机涂层样品的可见光图像和红外图像
特殊涂层样品的涂层厚度在0.6 mm 左右,下面有三排方形2~5mm 的缺陷,其可见光图像和红外图像如图7所示,可看出,样品的缺陷都可以清晰地被检测出来。目前激光扫描红外热波成像检测设备已应用于各种类型的样品,包括复合材料、蜂窝材料及不同膜层厚度等的检测,取得了良好的结果。

图7 特殊涂层样品的可见光图像和红外图像
3 结论
相对于目前主流的闪光灯激励波技术,激光扫描红外热波成像检测技术有其独特的优势,用试验的方式验证了激光扫描红外热波成像检测技术的可行性。试验结果表明,当激光扫描速度在一定范围内,样品表面温度场的变化服从一维热传导模式,主要表现为厚样品的温度-时间曲线在双对数坐标中为斜率-0.5的直线,与理论模型的结果相符合。通过对两种特殊涂层的人工样品进行检测,验证了激光扫描红外热波成像设备的有效性。
[1]罗英,张德银,彭卫东,等.民航飞机主动热波成像检测技术应用进展[J].激光与红外,2011,41(7):718-723.
[2]王迅,金万平,张存林,等.红外热波无损检测技术及其进展[J].无损检测,2004,26(10):497-501.
[3]金万平,张存林.材料检测和表征的新技术一热波检测及其应用[J].产业透视,2004(9):52-55.
[4]刘俊岩,王扬,戴景民.基于图像序列的红外锁相热像检测技术研究[J].激光与 红外,2008,38(7):654-658.
[5]李慧娟,吴东流,王俊涛,等.铝蒙皮蜂窝夹层结构的各种无损检测方法[J].无损探伤,2009,33(2):9-12.
[6]陈曦,张立同,梅辉,等.2DC-SiC复合材料氧化损伤红外热波成像检测[J].复合材料检测,2011,28(5):112-117
[7]祁东婷.红外无损检测系统研究及建模[D].哈尔滨:哈尔滨工业大学,2010.
[8]SUN Y C,SUN B S.Progress of hidden corrosion detection in aircraft[J].Infrared Technology,2007,29(2):121-123.
[9]江海军,陈力,张淑仪.激光扫描红外热波成像的温度场分析[J].无损检测,36(11):24-27.