83 dtex/144 f涤纶POY熔体直纺生产工艺探讨
2013-12-08沈惠宾曾晓玲阚新征
沈惠宾,曾晓玲,阚新征
(中国石化仪征化纤股份有限公司长丝生产中心,江苏仪征211900)
超细旦83 dtex/144 f多孔涤纶POY因孔数较多,单丝线密度小,用其织成的织物具有轻薄、柔软,且悬垂性好等特点,作为仿真丝、仿毛材料,市场前景较好,但其生产稳定性较难控制[1]。作者对超细旦83 dtex/144 f熔体直纺涤纶POY生产工艺进行了探讨,取得了较满意的结果。
1 试验
1.1 原料
半消光聚酯(PET)熔体:中国石化仪征化纤股份有限公司产;YC-2001TS油剂:苏州竹本公司产。
1.2 主要设备及仪器
熔体输送系统及纺丝机:日本帝人公司制;熔体过滤器:日本富士公司制;Thermorex®90-5增压泵:瑞士MAAG公司制;环吹冷却装置:德国巴马格公司制;NS-612卷绕头:日本帝人公司制。
Udter-Ⅲ型强伸仪、Uster-Ⅳ型条干仪:瑞士USTER公司制;DYNAFIL C:德国Textechno公司制;KANO-MAX6072型风速仪:日本加野制。
1.3 生产工艺控制
超细旦83 dtex/144 f多孔涤纶POY熔体直纺的生产工艺流程如图1所示。
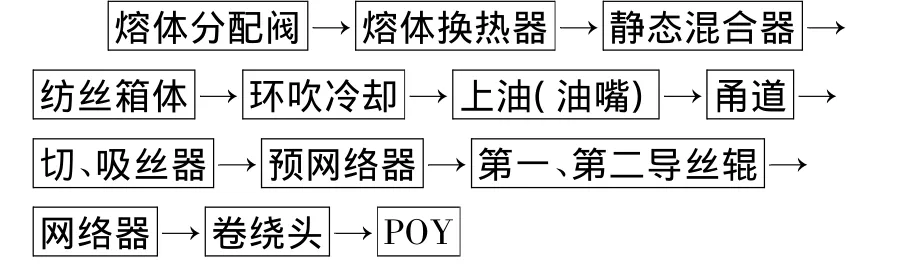
图1 83 dtex/144 f涤纶POY生产工艺流程示意Fig.1 Flow chart of 83 dtex/144 f polyester POY production process
主要工艺参数见表1。
2 结果与讨论
2.1 喷丝板
2.1.1 喷丝板孔的分布
中心外环吹冷却系统的特性是从外向内送风冷却,中空的作用是留出风逐渐衰减的位置。根据中心外环吹冷却系统的特性,应选择中空型喷丝板孔的排列,纺制涤纶POY的喷丝板其孔在圆上呈均匀分布。因孔数较多,为防止内圈丝条不容易充分冷却,层与层之间喷丝孔排列应采取交错分布[1]。
2.1.2 喷丝孔长径比的选择
高速纺丝喷丝板的孔径通常为0.15~0.30 mm,为保持熔体有一定的吐出速度,一般纺单丝线密度小的POY时,孔径宜稍小。由于熔体在纺丝毛细管中流动产生的剪切应力与毛细管的长径比成反比[2]。为防止因剪切应力升得太高,产生熔体破裂现象,在纺细旦丝时,喷丝孔的长径比应尽量大,但随着长径比的增大,喷丝板的加工及清洗难度也会相应增加。综合考虑,选择喷丝孔孔径0.17 mm,喷丝孔长度0.54 mm的喷丝板。
2.2 组件装砂量的选择
选用金属砂作为组件过滤介质,组件压力主要由组件金属过滤砂的配比决定。为选择理想的组件上机压力,根据假设的组件装砂量和组件压力计算公式计算出预装组件压力,通过上机试验观察实际上机组件压力及纺丝状况,在此基础上进行装砂量微调,选择60~80目/150 g,40~60目/120 g的装砂量进行初选试验,结果表明:组件压力为10.7 MPa,所纺涤纶POY的断裂强度为2.55 ~ 2.65 cN/dtex,断裂伸长率为114.2% ~120.4%,条干不匀率为1.40% ~1.71%。
由于断裂伸长较低,条干不匀率较高,故提高细砂比例,使用80~120目的金属砂进行试验。结果表明,随着组件装砂量中细砂比例的增加,组件上机初始压有逐步升高,但产品的断裂伸长率以及条干不匀率无明显变化,所以生产中仍使用常规60~80目/150 g、40~60目/120 g的金属砂配比组装组件。
2.3 冷却方式的选择
当风速过小时,对于侧吹风,涤纶POY条干不匀率升高的原因在于受丝束冷却成形室外气流干扰的因素增强,以及丝条凝固速度的减慢,使凝固丝条飘移、振动的因素增加;对于外环吹,主要是因丝条凝固的减慢,凝固丝条飘移、振动的因素增加,条干不匀率升高。外环吹与侧吹比较,外环吹受外界流干扰的因素较小;另外,外环吹冷却系统所需送风面积较小,仅是侧吹送风面积的30%左右,因冷却效果较好,所需风速小,比侧吹风系统节能,约80%以上。因此选择外环吹风冷却,且将风筒高度确定为16 cm。
2.4 环吹风压的选择
纺细旦丝时要求风速均匀、温和。减小风速不匀,可适当降低固化位置,减小丝束抖动;但风速过小,受外界环境风的干扰增大,条干不匀率增大。从表2可看出,选择风压17,22 Pa时,涤纶POY条干不匀率较小,但生产中断头较多,因此实际操作时按25~28 Pa的风压进行生产。
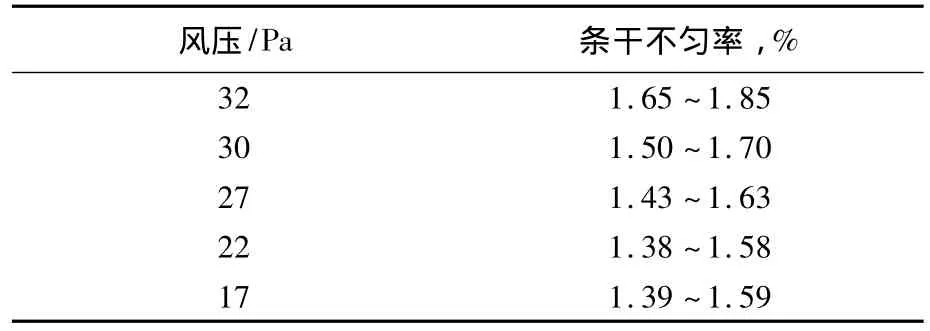
表2 风压对涤纶POY条干不匀率的影响Tab.2 Effect of air pressure on yarn irregularity of polyester POY
2.5 集束位置及上油率
超细旦纤维比表面积较大,纺丝时和空气摩擦阻力大,宏观表现出纺丝张力高。提高集束位置可以减少丝条与空气的摩擦力,降低纺丝张力,提高丝束的稳定性,使条干不匀率下降。单丝越细,集束位置宜越高。一般当丝条温度降到60℃下即可集束。通过试验对比选择集束高度700 mm,见表3。
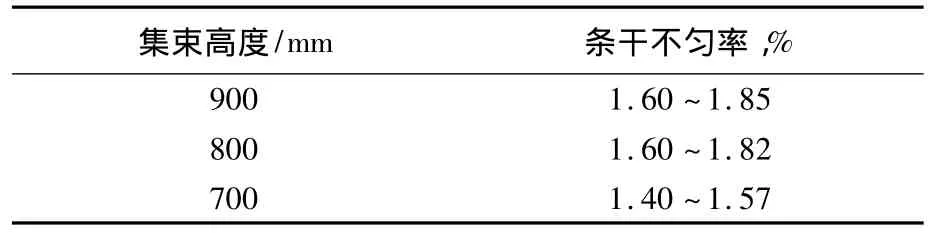
表3 集束位置对涤纶POY条干不匀率的影响Tab.3 Effect of collection position on yarn irregularity of polyester POY
采用外环吹冷却方式时,油嘴必需与环吹风筒中心线保持前后、左右位置一致,导致油嘴的调节范围很小,丝束是垂直状态进入油嘴的,有可能与油嘴接触不良,导致POY上油不足。为了让丝束与油嘴之间形成一定的张力,保证较好的上油效果,油嘴下导丝钩向内缩进,这样丝在油嘴和导丝钩之间形成一个约15°的向内的角度,解决了上油不足的问题。根据83 dtex/144 f POY的品种特点,确定纤维最终上油率为0.45%。
2.6 卷绕速度的选择
因卷绕头设计最低速度不能低于2 495 m/min,综合考虑实际生产情况和试验结果,初步确定纺丝速度为2 530 m/min。根据用户要求为了增加产品的断裂伸长率,纺丝速度最终调整至2 495~2 500 m/min,对应83 dtex/144 f涤纶POY断裂伸长为115.9% ~120.0%。
2.7 产品质量主要指标
在生产工艺条件下,熔体直纺超细旦83 dtex/144 f涤纶POY主要物理指标见表4。
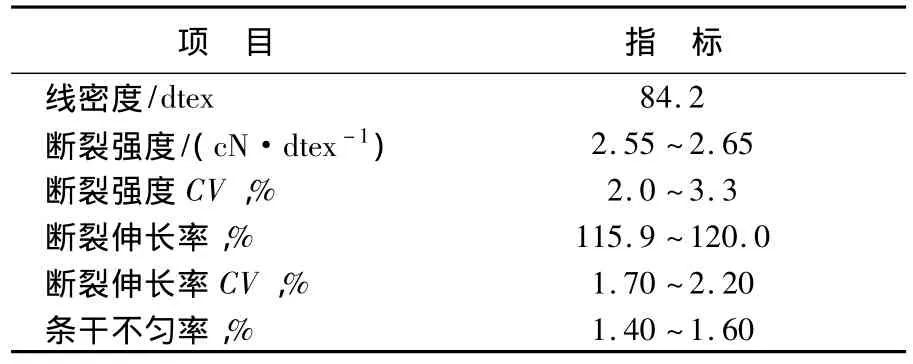
表4 83 dtex/144 f涤纶POY主要物理指标Tab.4 Physical index of 83 dtex/144 f polyester POY
由表4可见,83 dtex/144 f涤纶POY产品的主要物理指标达到较理想的水平,产品经用户使用,能达到加工要求。
3 结论
a.在帝人公司纺丝设备上,改用中心外环吹冷却方式生产多孔细旦涤纶POY,产品均匀性有明显改善,且生产稳定,节能降耗。
b.熔体直纺生产83dtex/144 f涤纶POY的最佳工艺条件为:纺丝温度为289~291℃,喷丝板孔径0.17 mm,长度0.54 mm,但组件装砂量为60~80目/150 g,40~60目/20 g,采用外环吹风冷却,风压25~28 Pa,油嘴高度700 mm,上油率0.45%,所纺涤纶 POY 断裂强度2.55 ~2.65 cN/dtex,断裂伸长率115.9% ~120.0%,条干不匀率1.4% ~1.6%。
c.该试验为其他生产线的改造提供了依据,但产品的条干不匀率仍偏高,有待进一步改善。
[1]阚新征.熔体直纺单板细旦涤纶POY 35 dtex/384 f生产工艺[J].合成技术应用,2012,27(3):38 -41.
[2]李允成,徐心华.涤纶长丝生产[M].2版.北京:中国纺织出版社.1994:165.
