煤炭抑尘剂预溶配液系统的优化设计
2013-11-12黄伟
黄伟
(济南铁路经营集团有限公司,山东 日照 276826)
根据铁道部《关于做好煤炭铁路运输抑尘工作的通知》要求,各地铁路部门相继兴建了煤炭抑尘站,设置了固定式和移动式喷洒装置,使煤炭抑尘剂的应用工作覆盖全路,解决了煤炭运输中煤损耗及沿线环境污染治理问题。在运用过程中也发现了煤炭抑尘剂预溶配液系统存在部分问题,本文就此进行了探讨并提出了解决方案。
1 预溶配液系统存在的问题
煤炭抑尘站主要由抑尘剂预溶配液系统和喷洒系统组成。预溶配液系统一般包括定量加料装置、预溶装置、搅拌及储液装置等。
目前铁路部门广泛使用的是固体抑尘剂。该抑尘剂虽然有易于存储和运输、价格低廉的特点,但自身凝固力强,直接投放到搅拌罐内水中会发生严重的起球、结块和沉淀现象,容易堵塞设备和管路,影响整个系统正常运转。抑尘剂定量加料及预溶装置就是为解决该问题而设计的,也是配液系统的核心。
根据多处现场应用发现,尽管各厂家配液设备的工作原理不尽相同,但出现的问题比较类似,可以归纳为以下几方面:
(1)配液质量和效率不够理想,受供水压力和人员操作等因素影响较大,个别情况下配制好的溶液中仍有明显的结块,加料预溶装置易堵塞受损,清理维护十分不便[1]。
(2)抑尘剂向预溶装置定量投放过程中均出现严重粉尘污染,不利于职工身体健康。
(3)整套配液系统自动化程度不高,经常需要人工进行调整干预,难于实现无人值守。
2 优化方案
针对上述问题,制造了新型抑尘剂预溶配液系统。该系统由胶体磨、储料箱、螺旋输送器、水幕除尘与粉水预混装置、搅拌罐、潜污泵、储液罐等组成(见图1)。整体使用全不锈钢制造,防止锈蚀。其工作原理是按照抑尘剂稀释倍数(100~150 倍)要求,通过控制螺旋输送器的工作时间实现抑尘剂投放总量的控制,利用水幕除尘与粉水预混装置和胶体磨将抑尘剂和水混合溶解成较高浓度的预溶液,该溶液流到搅拌罐中再进一步加水稀释至合格配比。
该设备具有以下特点:自动按比例配液,工作效率和配液质量高,受外部环境影响较少,故障率低,并采用特殊设计的水幕除尘与粉水预混装置,彻底解决了粉尘污染问题。
2.1 机械结构概述
搅拌罐通过潜污泵等与储液罐连接,立式摆线针轮减速机驱动锚框式搅拌器进行搅拌作业。本着随配随用的原则,搅拌罐容积不宜过大。本设计实际容量约2.5 m3,并安装了具有上下限位的连杆浮球液位开关。
胶体磨综合了均质机、球磨机、搅拌机等机械的多种性能,效率高,配液质量好,是实现抑尘剂预溶功能的核心部件。另外,胶体磨在溶解抑尘剂时对供水流量和供料速度不敏感,工作适应性强。本设备采用JM130 型不锈钢胶体磨,额定功率7.5 kW,产量为0.5~4 t/h。

图1 抑尘剂预溶配液系统组成示意图
储料箱容积约200 L,一次投料可基本保证全天需求。储料箱底部与螺旋输送器连接,下部安装一个微型搅拌器,使抑尘剂不易堆积堵塞。储料箱内还安装了阻旋式料位开关,当料箱内抑尘剂不足30 L 时,该开关触发警示信号,提醒操作人员及时补充抑尘剂。
螺旋输送器的功能是将抑尘剂从储料箱提升并定量投放至胶体磨供料漏斗上部。设计螺旋输送器及其动力机构的关键在于确定适合胶体磨工作的最大投料速度。实验方法是满足供水流量恒定、预溶液外观质量合格、胶体磨电机连续工作电流不超过其额定电流三项要求,测定螺旋输送器的最大输送能力即螺旋输送器的最高输入转速,实际使用中螺旋输送器的输入转速不得超过该最大转速。经过电机变频调速实验,确定以1 台功率为0.37 kW、输出转速为45 r/min 的蜗轮蜗杆减速机同时为输送器和储料箱内的微型搅拌器提供动力。在此转速下,螺旋输送器的输送能力为100 kg/h。
水幕除尘与粉水预混装置(如图2)安装在螺旋输送器输出管和胶体磨供料漏斗之间。通过调整水幕除尘装置内外锥形套之间的间隙,获得稳定的圆锥状水幕,并在胶体磨供料漏斗表面形成水膜。抑尘剂通过螺旋输送器出料管在水幕中落至水膜上并均匀混合溶解,消除了粉料与水预混合不均结块堵塞胶体磨的隐患。由于水幕的存在,粉尘也不能扩散到空气当中,有效保护操作者的安全。操作者可以透过水幕直接观察到粉料的供给和预混合状态,便于对设备进行及时调整。

图2 水幕除尘与粉水预混装置示意图
2.2 自动控制原理
本系统对各执行机构的的动作顺序有较严格的要求,特别是胶体磨、螺旋输送器及供水电磁阀开启和关闭顺序的误操作极易导致胶体磨堵塞,清理维护十分繁琐。基于OMRON CP1HXA-40DR-T 型PLC 的自动控制系统,可以简化作业程序,有效防止工人误操作的现象发生。系统设定为手动和自动两种操作模式。
自动模式的功能见图3。图中供料计时15 min 是依据稀释倍数100 倍、每罐溶液2.5 t 的要求设定的,按照其他倍数稀释时,可用外部计时器进行调整,稀释倍数越大,时间越短。在加料预溶计时时间段内,阻旋式料位开关动作,本次程序仍继续进行,只输出抑尘剂缺料报警信号,如果操作者未及时补充抑尘剂至料位开关复位,下次自动程序将不再进行。通过自动程序的循环运行,即可实现自动配液、无人值守目标。
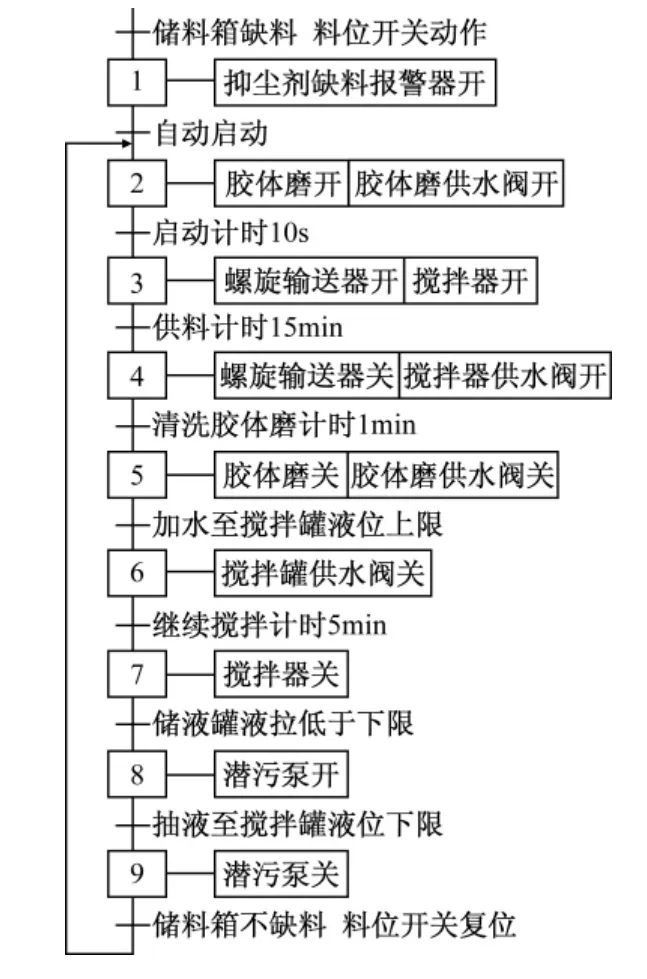
图3 自动模式的功能
既有的煤炭抑尘站建设时控制系统基本采用了集散控制系统(DCS)。本PLC 系统除了自主完成顺序控制和数据采集工作外,亦可以与操作站、上位机等通信,作为该DCS 系统的一部分即现场控制站进行工作。
3 实际应用效果与前景
济南铁路经营集团有限公司日照物流分公司现有1 处抑尘剂配液站,每班定员3 人,每天配液6~10 罐(每罐溶液2.5 t),配液时需2 人操作和盯控,每罐溶液配制时间至少1 h;而且现场环境差,抑尘剂粉尘浓度较高,工作人员必须佩戴口罩。配液质量不高,经常发生粉料结块,个别情况甚至堵塞设备和过滤网,实测粉料浪费率约2%。
自2012 年4 月该设备投入使用以来,每罐溶液配制的总时间(包括加料、稀释和搅拌时间等)已经缩短到不足25 min,工作效率明显提高。由于实现了自动配液功能,现场不再需要人员值守操作,配液站每班定员也相应减为2 人。使用水幕除尘装置后,彻底消除粉尘污染,改善了作业环境,经测定工作现场粉尘浓度为0.8 mg/m3,低于生产性粉尘国家卫生标准[2]。配液质量大幅改善,杜绝了粉料结块现象,提高了原材料利用率,降低了生产成本。
经过近一年的运行,该设备性能稳定,自动化程度高,操作维护简单,对保证抑尘剂配液质量、提高作业效率和保障职工健康安全发挥了很好的作用,满足了现场工作需求,具有较高的推广价值和市场前景。
[1]邵忠.煤炭抑尘站设备运用与日常保养探讨[J].铁道货运,2012(2):46 -49.
[2]GBZ2.1 -2007,工作场所有害因素职业接触限值 第1 部分:化学有害因素[S].
