承德某选矿厂磨机运行专家系统
2013-10-31王建民杨志刚李艳姣
张 杰 王建民 杨志刚 李艳姣
(河北联合大学电气工程学院)
选矿是冶金、有色、贵金属及化工等工业发展的基础,在当今原材料加工工业中发挥着不可或缺的作用。选矿通常包括碎矿筛分、磨矿分级、选别、浓缩、脱水等工艺,其中磨矿分级和选别是选矿工序中最关键的工序,且磨矿分级作业是选别作业的基础,因此,强化对球磨机运行状态的检测与控制是改善分选效果的前提[1]。磨机运行状态的一个重要参数是球磨机的负荷量,它包括新给矿量、循环负荷、加水量和加球量等[2]。目前,选矿自动化技术起步较早的国家基本实现了对磨机负荷的自动监控;而我国选矿厂磨矿分级系统的控制起步较晚,控制技术也相对落后。由于磨机运行机理复杂、惯性大且被控对象参数耦合性强,加之其具有时变性、非线性和大滞后性,所以控制效果一般不理想[3-4]。本文介绍的基于模糊自寻优控制的磨机运行专家系统以承德某选矿厂一段磨矿分级系统为背景,该系统既具有PID控制的稳定性和可靠性,又能发挥模糊控制鲁棒性强的优点,同时自寻优控制还能很好地解决磨机负荷最佳工作点实时漂移的问题,是目前国内外先进的磨机自动控制系统。
1 一段磨矿分级系统工艺流程
该选矿厂一段磨矿共有6个系列,每个系列工艺设备联系图见图1。

图1 一段磨矿分级系统工艺设备联系示意
碎矿最终产品从磨选厂房的粉矿料仓经调速计量皮带引出,再经喂料皮带给入一段球磨机,同时自动加球机和安装电动阀门的球磨机加水管分别向球磨机内补加钢球和水;新给料与分级机返砂在球磨机内完成研磨后进入螺旋分级机,螺旋分级机的返砂返回球磨机再磨,分级机溢流进入后续作业。
2 磨机运行特性
球磨机运行时动态特性非常复杂,具有非线性、大惯性和纯滞后性,时变使得磨机负荷的最佳工作点不停地漂移,较强的参数耦合性使得难以针对该过程建立精确的数学模型。在磨矿分级系统运行过程中,物料特性、钢球状况、球磨机衬板磨损等的不恒定性都会对磨机运行特性产生影响[5-6]。图2为球磨机的工作特性曲线[7],直观地反映了球磨机的功率特性P、出力特性F、磨音特性S与磨机内料量M的关系。

图2 球磨机工作特性曲线
从图2可知,球磨机运行过程中,磨机内料量为M1时功率最大,磨机内料量为M2时出力最大。M1、M2将整个磨机内料量划分为Ⅰ、Ⅱ、Ⅲ区段。磨机在Ⅰ区段运行时,其出力和功率均较低;在Ⅱ区间运行时,磨机的出力和功率均较高;在Ⅲ区间运行时,磨机的出力急剧变动且功率较低,该区间由于磨机内料量较多,往往容易出现涨肚现象。综上所述,磨机在Ⅱ区间内运行才能保持平稳、高效、低能耗。
3 基于模糊自寻优控制的磨机运行专家系统
3.1 专家系统总体结构
基于模糊自寻优控制的磨机运行专家系统主要由用户接口、推理机、知识库、磨矿数据库和智能控制器等部分组成,其结构见图3。
用户接口为操作人员提供了良好的人机交互界面,用户与系统的交互通过可选择的多级菜单命令实现,这些菜单命令构成树状结构,用户可以方便地进入不同命令层。

图3 磨机运行专家系统结构
推理机负责推理求解给定的评价问题,从而完成由指定评价对象的输入指标到指定评价目标的映射过程。推理机采用产生式规则作为知识的表达形式。
知识库中存放着保证系统运行的控制知识、各种评价原则下评价目标同模糊自寻优控制之间的匹配知识等。知识库中的知识采用产生式规则表示。
磨矿数据库用于存放已形成体系的评价对象的结构化指标属性值,并按规定结构进行组织。
智能控制器包含模糊PID控制器和自寻优控制器2部分,主要用于追踪不断漂移的磨机负荷最佳工作点。
3.2 专家系统的工作原理
基于模糊自寻优控制的磨机运行专家系统工作原理见图4。
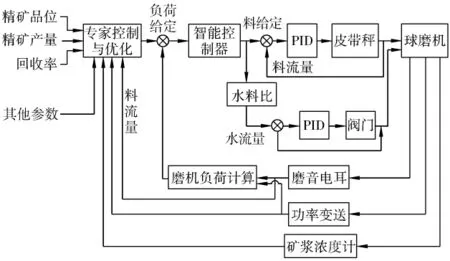
图4 专家系统工作原理
操作人员通过用户接口将期望指标输入,系统通过专家控制与优化计算确定物料、水和钢球等的参考量并组织生产,控制系统然后通过对磨机的声音和功率的监测来计算推理出当前磨机负荷,并完成反馈,同时矿浆浓度计将矿浆浓度信息实时地传送回去,以便使专家系统作出评价和判断,从而对物料、水和钢球介质的给定量进行合理调整。
3.3 智能控制器的设计
智能控制器是该专家系统的关键组成部分,其整体结构如图5所示。该智能控制器将常规PID控制、模糊控制与自寻优控制结合起来,不仅发挥了常规PID控制稳定性好、可靠性高的优点,而且模糊控制使得控制器的鲁棒性大大增强,自寻优控制更是可以实时跟踪磨机的负荷工作点,使得磨机的负荷量始终保持在相对理想的区间。
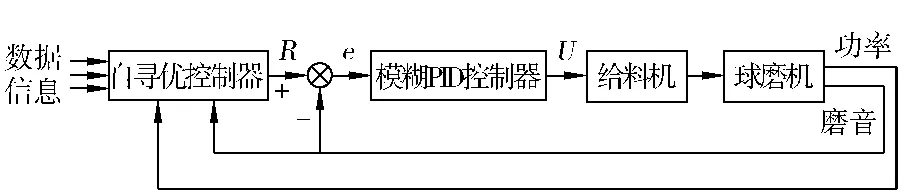
图5 模糊自寻优控制器
3.3.1 自寻优控制的引入
自寻优控制是在保证系统安全运行的前提下,通过不断改变负荷设定值,寻找出最大出力点,从而使系统长期保持在最佳出力区间[8]。假设某一时间磨机负荷的设定值为L,此时的给料量为M1,磨机负荷设定值增加1个步长ΔL,那么新的磨机负荷设定值变为L+ΔL,系统在新的磨机负荷设定值下稳定运行的给料量为M2,如果M2-M1>ε(ε表示无限接近于0的正数),则表明步进方向正确;磨机负荷设定值继续增加1个步长,如果M2-M1<ε,则表明步进方向错误,那么磨机负荷设定值就不能增加这一个步长,即表明磨机此时已达到最佳处理量区间。
3.3.2 模糊PID控制器的设计
单纯依靠自寻优控制方法会使磨机负荷的设定值为一个固定值,如果步长太小,收敛速度则较慢;如果步长太大,则会增大搜索损失,也可能会引起振荡,造成系统的不稳定[9]。将模糊PID控制与自寻优控制结合起来,可以实现磨机负荷设定值步长的自动改变。
模糊PID控制器主要包括模糊参数整定器和自适应PID控制器2部分[10],其结构如图6所示。

图6 模糊PID控制器
模糊参数整定器的输入量偏差为e和偏差变化率为ec,初始输出量为KPZ、KIZ和KDZ,最终输出量为KP、KI和KD。e和ec首先经过模糊推理,在此过程中,数据库中输入量和输出量的模糊子集的隶属度矢量值会提供给推理机相应的数据,推理机根据e和ec在不同阶段对系统动态特性的影响,归纳总结出模糊规则,接着由清晰化接口将模糊量转化为控制输出量,第N次采样时的比例、积分和微分系数的校正值为ΔKP、ΔKI和ΔKD,然后再传递给自适应PID控制器。模糊PID控制器会根据偏差的大小、方向和变化趋势等特征,再结合被控对象的动态特性,按照预期的控制要求,通过模糊规则做出相应控制决策,对参数进行在线调整。
参数KP、KI和KD自调整的计算式为

上述输入量和输出量的模糊子集均为{NB、NM、NS、ZE、PS、PM、PB},输入量的论域为{-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6},输出量的论域为{-7,-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6,7},隶属度函数均为在论域范围内的三角函数。
在不同的e下,KP、KI和 KD的模糊规则为:当|e|较大时,为加快系统的响应速度,应取较大的KP,为避免系统出现较大的超调,取KI=0,KD取值应较小;当|e|中等大小时,应取较小的KP,KI可适当增加,但不应过大,而对于KD则要根据系统的响应速度适当取值;当|e|较小时,为保证系统具有良好的稳态性能,应取较大的KP和KI,同时为避免系统在平衡点出现振荡,KD的取值要适当。
模糊自寻优控制与一些传统控制方法相比,只需要了解被控对象的时变特性,而并不需要建立具体的模型,并且所要寻找的最佳负荷点并不是一个固定值,也不是一个预测值,这个值是由实际生产所决定,在线实时搜索可得[11]。
3.4 磨机负荷控制策略
磨机负荷难以直接检测,磨机的振动、磨音和磨机电流可以间接反应磨机负荷的变化。当磨机负荷较小时,磨音主要来源于钢球之间以及钢球和衬板的摩擦、碰撞,声音较大且频率较高,听起来清脆;当磨机负荷较大时,磨音主要来源于物料和钢球以及物料和衬板之间的摩擦、碰撞,声音较小且频率较低,听起来沉闷[12]。鉴于现场噪音的干扰,仅凭磨音判断磨机负荷的准确度较差,所以也将磨机电流考虑其中。这2个信号的变化可以较好地反映磨机负荷的变化。
由于各量之间为非线性关系,很难建立精确的数学模型,所以根据图2将整个磨机运行过程划分为3个阶段,这3个阶段的各量之间可近似地看作是线性关系,这样就可以建立起对应阶段的T—S模型,从而可以针对不同的阶段选择不同的控制策略[13-15]。
根据磨机的运行状态特征,可将磨机的运行状态分为以下5种情形:
(1)磨音清脆,磨机电流小,表明磨机处于欠磨运行状态。
(2)磨音较清脆,磨机电流较大,且磨机负荷呈上升趋势,表明磨机欠磨程度有所好转。
(3)磨音约为61 dB,磨机电流大,表明磨机正常运行,磨机负荷处在最佳区间。
(4)磨音沉闷,磨机电流较大,表明磨机饱磨运行。
(5)磨音沉闷,磨机电流较小,表明磨机过饱磨运行。
第3种情形时,磨机的各项指标均在图2所示的Ⅱ区间内,所以常规PID控制即可满足要求;一旦磨机出现欠磨或者饱磨时,模糊自寻优控制器将实时搜索判断,专家系统会适当加大或者减小给料量,从而尽快使得磨机重新回到正常运行状态。
4 专家系统的硬件和软件
4.1 硬件配置
承德某选矿厂专家系统的硬件采用了西门子公司的S7-300PLC和工控机构成了一个DCS系统,其结构如图7所示。
该系统包括3层结构:
(1)生产管理层。该层主要面向厂领导,通过厂内以太网,董事长、总经理和矿长等可在办公室了解现场情况。
(2)监视操作层。该层主要包括作为服务器的工控机和中控室设备,操作人员在中控室通过计算机可监视生产现场信号的变化并加以相应操作,服务器负责层与层之间的通讯,同时该层记录的数据可用于日后数据分析和系统故障分析。
(3)过程控制层。该层由2个S7-300PLC和6个ET200远程分站组成,一方面与中控室进行通讯,另一方面还与现场设备相连接。
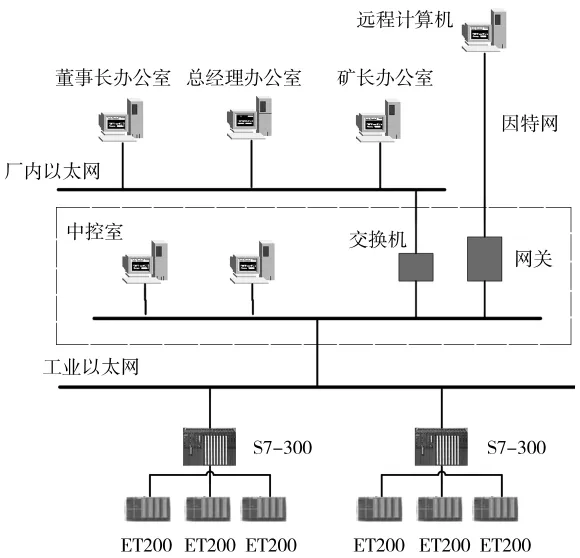
图7 DCS系统
4.2 软件设计
专家系统的软件设计方面,上位机部分选用西门子公司的WINCC来完成人机界面的组态,提供良好的用户界面,其主界面如图8所示。
操作人员可以通过“参数设定”来设置加水量、浓度和累积量清零等相关参数;“磨机数据”可以显示磨机实际负荷、矿浆浓度、电耳声强等相关数据信息;“报警界面”和“趋势界面”则可分别显示报警出错的具体位置和整个磨矿分级系统运行情况的历史曲线。操作人员可以实时监测球磨机的运行状况乃至整个磨矿分级作业的情况。
在软件设计过程中,把整个软件部分模块化,这样不仅方便调试,而且使软件可以更好地维护。
5 应用效果
该专家系统于2012年8月在承德某选矿厂进行了安装和调试,并投入试运行。图9是1#磨机系统的负荷运行曲线。
从图9可以看出,磨机负荷起初保持相对稳定,当人为加入5%的扰动后,负荷量会出现波动,但经过一段时间的调节后,负荷量又会稳定在最初的给定值。在整个过程中,系统的各个参数变化平稳,无大幅波动,系统处于相对稳定的运行状态。
试运行情况表明,球磨机的台时处理量提高了7%,生产成本降低了3%,同时彻底改变了该厂原先依靠工人24 h身处球磨机旁听磨音凭借经验来判断磨机负荷的境况,从而大大地改善了操作人员的工作环境,减轻了劳动强度。
6 结语
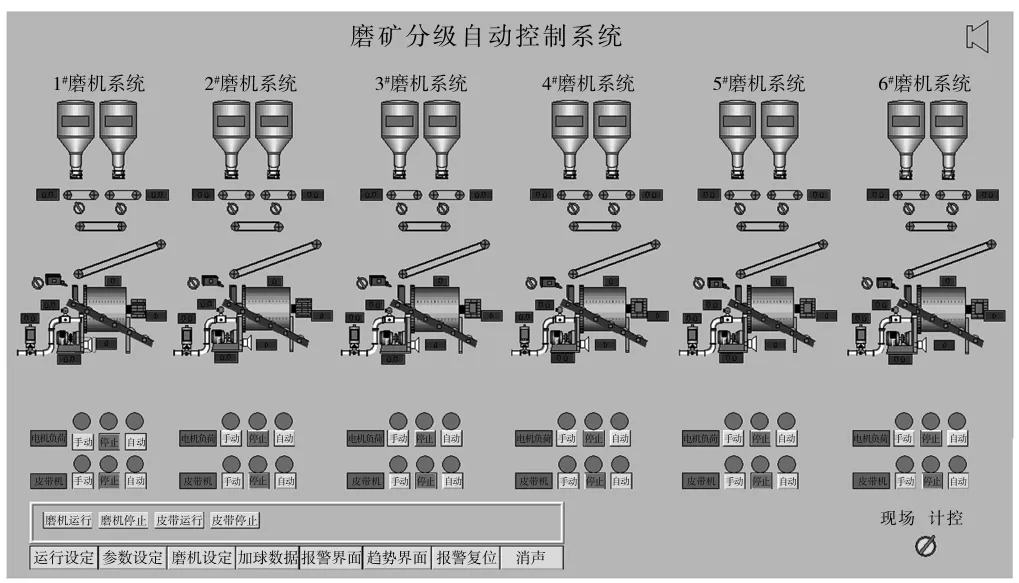
图8 上位机主界面

图9 磨机负荷运行曲线
针对球磨机的大惯性滞后、时变性、非线性和难以建立精确模型等特点,本研究提出了基于模糊自寻优控制的专家系统,该专家系统将模糊控制、自寻优控制和常规PID控制技术结合起来,构成了兼容PLC和工控机的DCS系统,通过控制优化和系统结构设计实现了稳定可靠的控制目标。承德某选矿厂的运行效果表明,该专家系统在保证安全稳定运行的前提下达到了节能降耗的目的。
[1] 葛之辉,曾云南,赵保坤.选矿过程自动检测与自动化综述[J].中国矿山工程,2006,35(6):37-42.
[2] 周 平,柴天佑.磨矿过程磨机负荷的智能监测与控制[J].控制理论与应用,2008,25(6):1095-1098.
[3] 辛智娟.选矿自动化的现状与发展趋势[J].金属矿山,2008(9):76-78.
[4] 王丰雨,张 覃,黄宋魏.我国选矿自动化评述[J].国外金属矿选矿,2006(8):18-21.
[5] 周荣亮,张彦斌,崔栋刚,等.水泥磨负荷控制系统研究及应用[J].控制工程,2003,10(6):518-520.
[6] 司刚全,张 蕊,刘建民,等.自寻优—模糊自适应采样PI控制在钢球磨煤机负荷控制中的应用[J].热力发电,2007(11):52-55.
[7] 张彦斌,贾立新,杨 波,等.自寻优—模糊控制策略在球磨机控制中的实现[J].电力系统自动化,1999,23(17):23-25.
[8] Jia L X,Li X Z.Self-optimization combined with fuzzy logic control for ball mill[J].International Journal of Computers,Systems and Signals,2000(2):231-239.
[9] 曹 晖,司刚全,张彦斌,等.基于ANFIS的自寻优算法在磨机制粉系统中的应用[C]∥中国仪器仪表学会第九届青年学术会议论文集.天津:中国仪器仪表学会,2007:149-152.
[10] 程 恒.模糊PID控制技术在磨矿系统中的应用[J].矿山机械,2010,38(3):76-79.
[11] 韩 晋,栗国玉,魏 强,等.球磨机控制系统的优化[J].电力学报,2005,20(2):186-189.
[12] 李 争,王建民.磨机负荷的磨音多频带检测研究与开发[J].仪器仪表用户,2008,15(5):22-23.
[13] 李庆亮,张新成,戚新波,等.基于模糊推理模型的水泥粉磨专家控制系统研究[J].微计算机信息,2006,22(6):79-81.
[14] 王永富,柴天佑.自适应模糊控制理论的研究综述[J].控制工程,2006,13(3):193-198.
[15] 曹 晖,张彦斌,司刚全,等.基于自寻优-采样控制的火电厂磨机负荷控制系统的研究[J].工业控制计算机,2006,19(11):15-16.