南钢4700轧机工作辊换辊机平台焊接工艺分析
2013-10-09中国第一重型机械集团公司黑龙江齐齐哈尔161041
中国第一重型机械集团公司 (黑龙江齐齐哈尔 161041) 孙 岩
1.概述
随着世界机械行业的不断发展,钢铁材料加工的各个领域也都得到了长足的发展,如铸造、锻造、铆接等,焊接结构的占有率呈逐渐上升趋势,在航空航天、矿山设备、冶金设备,以及大型的水电、火电、核电成套设备等领域,焊接结构件都得到了广泛的应用。焊接结构件与其他的金属结构相比,有很多的优点:①焊接结构可以减轻结构的重量,提高产品的质量。②焊接结构大多是用轧制钢材制造,其过载能力、承受冲击载荷能力较强。③节省了制造工时,还能节约资源、能源。
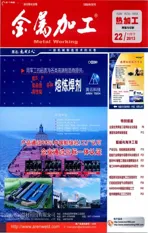
本文主要对南钢4700轧机工作辊换辊机平台焊接工艺进行分析,我公司为南钢生产的轧机工作辊换辊机平台的焊接结构与以往的工作平台不同,该平台底部的斜面与底面采用的是钢板整体成形的设计理念,如图1所示。以往的工作平台的底面与斜面都是采用钢板焊接成形的设计理念,如图2所示,同时该底板的长度和宽度尺寸都超宽超长,如图3所示;同时,该平台的四个角的内部分别有四个吊耳,该四个吊耳都位于顶板下面,如图1、图2所示,从结构上看,对我们的装配焊接造成了一定的困难。下面对以上存在的问题进行具体的分析。
图1

图 2
2.拼焊位置及拼焊坡口形式
由于图3中钢板的宽度为3720mm,而一般标准的钢板宽度在3000mm以内,所以该钢板超出标准钢板的宽度。同时,该底板与以前我们生产的平台不同,因我们分厂设备能力有限以及设备的老化,这对于该钢板的取形造成了困难,所以必须对该底板分成三段进行拼焊,拼焊的位置如图3所示,根据钢板的来料情况再确定具体各段的尺寸。
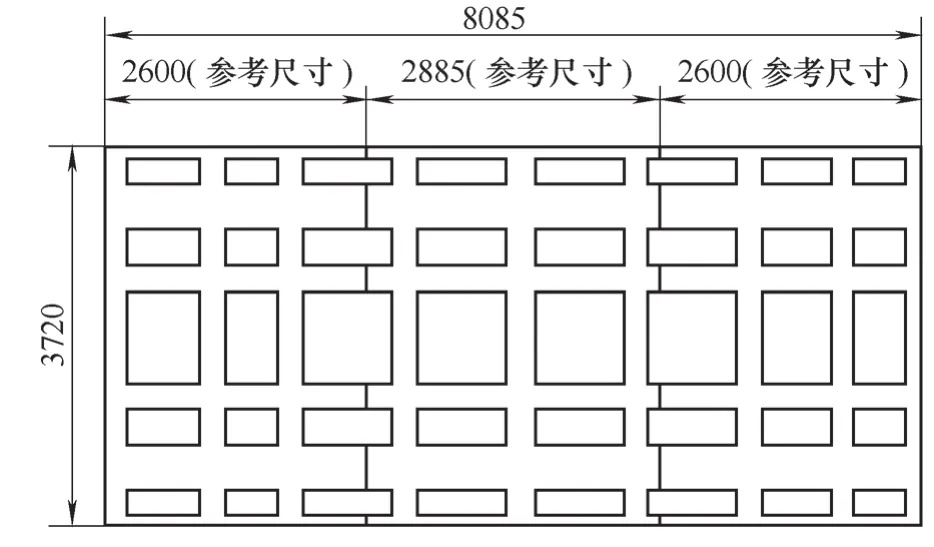
图3
拼焊的位置确定后,就需要考虑确定拼焊处坡口形式,因德国西马克标准中规定板材或型材上的受力接头采用全焊透焊缝,所以必须通过超声波或X射线检测和表面裂纹检测来证明其焊接质量;同时又考虑到全焊透焊缝必须要进行碳弧气刨清根,其清根的深度为10~15mm,故该拼焊件的坡口形式如图4所示。

图4
3.装焊工艺分析
从图1可看出,该吊耳及吊耳下部的受力板和侧面肋板的存在对焊缝的施焊造成了一定的影响,如果一次装成,那么就会有部分焊缝很难施焊或焊接不到。以前我们生产的平台的吊耳都是在平台外部,进行二次装配二次焊接即可,而本文中的装配焊接次数通过分析决定进行三次装配三次焊接,即先将底板、翼板、以及与底板相接处的肋板进行装配,之后将所有的焊缝焊满;再装上部的顶板,最后再装吊耳以及吊耳侧面的小肋板,为了方便图1中翼板以及与其相接处筋板的焊缝施焊,该处的坡口形式由设计图样中的K形改为单面V形坡口,在外侧进行施焊。
总之,焊接结构的设计要满足实用性、安全性、工艺性和经济性等方面的要求。在编制焊接工艺的时候,要兼顾焊接件的装配形式,来考虑开坡口的具体形式。