C O2半自动焊V型坡口板对接立焊操作方法解析
2013-09-22苏玲玲姜涛许强辽河石油勘探局油田建设工程二公司辽宁盘锦邮编124012
苏玲玲 姜涛 许强(辽河石油勘探局油田建设工程二公司 辽宁盘锦 邮编:124012)
引言
第十一届中石油集团公司电焊工职业技能竞赛落下帷幕,我公司选派2名选手参加决赛阶段的比赛,通过理论加实际三个模块试题的操作竞赛,取得了两名铜牌的优异成绩。本篇文章主要介绍了焊接实操第一个模块考试项目-熔化极气体保护焊板立焊焊接的技术要点,希望与各位读者进行经验交流。
CO2气体保护焊焊接特点:
1.焊接成本低。和氩弧焊相比,CO2气价廉易得其焊接成本只有SMAW和SAW的40%~50%;
2.能耗低。由于CO2气体代替了药皮和焊剂,电能消耗也减少,一般情况下,每m焊缝耗能是SMAW的40%~70%;
3.焊丝熔化系数大,熔敷速度快,生产率是SMAW的l~3倍;适用范围广;不受焊件位置和壁厚的限制。
4.抗锈能力强,焊缝含氢量低,抗裂性能好;
焊前准备:
CO2气体比空气重,纯度99.5%,(有些国家要求是99.8%)瓶用银白色,容量40L,25Kg。气体中的主要杂质是水和氮气 ,用前倒放1—2h,排水。焊接时用高压或低压干燥器,压力小于1.5Mpa停用(压力越小,CO2气体的含水量越高)用前再放气2~3min。
焊机调试:该项目的参数调节很重要,有两种方法,其一,一般是先确定电流大小之后,根据电流调节电压,因为受到很多因素的影响,这样调节之后,电流比较稳定。其二就是根据公式来确定电压;气体流量一般在10 L/min~13 L/min,但是要根据实际情况调节,可以打开气检,在脸上或者手背上感受气体流量的大小。因为CO2气体属于冷却气体,气体流量大容易因加快冷却速度,从而可以诱导内部缺陷的产生。
焊接材料及设备:

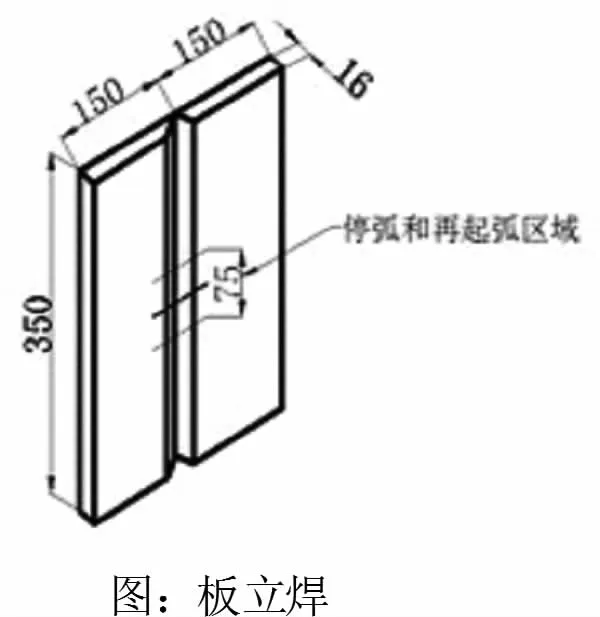
项目立板材质Q235试件规格350×150×16焊材THY-51B Φ1.2坡口角度30±1°焊机奥太NBC-350(Ⅲ)
焊接工艺:
试件组对:坡口钝边1.5~2.5mm.对口间隙:前端 3.2mm,后端 4mm,定位焊15mm,反变形:5~7度。电焊长度5~10mm。
参数:打底 100~110A;填充 110~130A;盖面 100~110A。
焊接操作要点:
1.焊丝伸出长度:焊丝伸出太长,电流变小,电弧不稳。太短,电流变大,焊丝熔化快,并且焊接线不好,飞溅易堵枪嘴。最佳焊丝伸出长度丝直径的10倍左右(10-15mm),但打底时在不影响视线的情况下尽量短。
2.打底:反月牙手法,带到坡口边后稍微停顿,观察熔口的大小来确定停留时间。
3.填一:八字形走法,主要是保证填充量,其次,由于二遍填充宽,若留得余量太深容易形成夹角。
4.填二:锯齿形,中间过渡快点,达到中间低,这样盖面中间就比较平滑,留得余量是1.5~2mm那样。
5.盖面:小电流时,先横拉,然后再下行,横拉收弧的位置,其电弧高度要低于母材0.5mm(稍微感觉有个下压的过程),这样高度就基本可以控制在1.5mm以下,也不易咬边;大电流时,锯齿形就可以,然后走的步伐密一些。停弧再起弧之前,要用工具处理一下,将收弧的地方处理薄点,这样接头不易出现缺陷。
6.焊接操作过程中,打底时焊枪顶住熔池,主要防止穿丝。填充盖面的时候,焊枪可以垂直母材或略微大于九十度都可以。
7.每一层的焊接都要用电动刷将表面的氧化物刷掉,以防止出现夹渣等缺陷。
缺陷的种类原因及预防措施
1.气孔
H2孔:CO2含水量过高。对CO2气瓶放水,将新灌气瓶倒立静止1~2h,然后开启阀门,把沉积在下部的自由状的水排出。根据瓶中含水量的不同,可放水2~3次,每隔30min左右放一次,放水结束后,将气瓶放正,30min后使用。用前再放气2~3min。
CO气孔:熔池反应中碳脱氧反应,结晶时生成CO气孔。1、脱氧元素不够,脱氧不充分。2、电流过大,合金元素烧损严重,使脱氧元素减少。主要是熔池中一氧化碳气泡的上浮速度小于熔池的凝固速度所产生的。
N2孔:焊缝表面产生蜂窝氮气孔主要原因是保护气层遭到破坏,大量空气入侵焊接区所致。主要是气体的流量、焊枪角度、焊丝伸出长度的影响。应加强对焊接区的保护。
2.未焊透
使用电流小,弧长过长,焊接速度相对过快;焊接散热速度过快,使得熔池存在时间短,以致填充金属与母材之间不能充分的熔合;焊前工作表面清理不干净;焊枪、焊丝与焊件倾角和电弧对应位置不正确;
正确选用相应的焊嘴和焊丝直径;选择合理的焊接速度,正确判断坡口表面的熔化情况。
3.咬边
可分为根部咬边和盖面咬边。根部咬边一般出现的情况比较多,主要是焊枪角度不够,每一弧与每一弧之间的衔接不到位,所以焊接时,注意铁水的送给量,还有就是调节比较稳定的参数。盖面咬边一般不会出现,若出现的话考虑三点。1.焊丝是否伸出过长,导致焊接参数变小,从而影响电弧的稳定;2.焊接步伐是否过大,没有将上一弧压住;3.考虑是否是因为填充填的过低而导致咬边。
结束语
CO2半自动立板焊接是2012年新加入中石油焊接技能大赛的项目,其主要目的是为了提高我国CO2气体保护焊焊接技术水平。通过反复训练,不断摸索,焊接缺陷一定能够很好的控制,从而提升焊接成形质量及合格率。
