基于产品牌号的烟草卷接包车间设备控制系统
2013-09-13张雄杰许宇星柯朝晖
张雄杰,许宇星,柯朝晖,王 晔
(厦门烟草工业有限责任公司,361022)
目前国内烟草工业企业的卷接包车间中作为卷烟生产企业中的重要加工单元,具有众多繁杂的生产设备,如发射机、接收机、成型机、喂丝机、卷烟机、包装机、封箱机等,每种生产设备又各有若干套,生产设备之间关系又相互不同,有些是多台设备并行工作(如卷包机组),有些为多对多的串联关系(如喂丝机对卷接机)。传统的卷包生产及设备控制系统是按各卷包设备进行离散控制,所生产的牌号分散到各个机组进行孤立管理,因而面对越来越多的牌号和设备,存在着生产组织和物料流程复杂,控制难度大,精益化不足,换牌时间长,生产可视化程度不高等问题。针对现有系统的不足之处,本文提供了一种基于产品牌号的烟草卷接包车间设备的控制系统。该系统将卷包车间繁多的设备变离散型控制为连续型控制,提高生产的协调性、一致性,避免了错牌风险,并实现生产的精益化和可视化。
1 设计原理和工作过程
本文所设计的烟草卷接包车间生产设备的控制系统,其设计原理如下:卷包车间虽然生产设备繁多,林林种种有数百余种生产设备,但现场生产的牌号仅有几种或十几种,因此,我们以牌号为主导,构建多条虚拟生产线,通过信号连锁,将车间生产同一牌号产品的各生产设备虚拟组合在一起,视为该牌号生产线上的生产设备;每个牌号对应一条虚拟生产线,对该虚拟生产线上的生产设备进行信号锁定,对该牌号的生产数据实行统一计算,使生产该牌号的诸多设备能够统一开始、统一结束、统一换牌;投入生产该牌号产品前的生产设备与该生产线的产品牌号比对一致后投入运行。
具体实现方式如下:
首先,系统通过厂级网,采用WebService 和XML同MES进行数据交互,实时接收MES下达的生产工单,并将生产信息、设备信息反馈回MES。再通过工业以太网,对车间所有的生产设备进行联网控制,并接收各生产设备所反馈设备状态信息。
当系统接到MES下达的生产工单后,将工单拆解成不同的产品牌号,然后根据各产品牌号组建各条虚拟生产线,该虚拟生产线,依托工业控制及和工业以太网技术,打破传统的以卷包机组为核心的生产线概念,是一种从生产过程和设备资源中综合出来的新的生产能力,其核心通过牌号信息完成设备信号关联,而不是生产设备的物理位置。虚拟生产线将车间生产同一产品牌号的各生产设备,不论物理位置,不管是并行串行,包括:喂丝机和小储柜、卷接机组、包装机组、滤棒发射机和交换机对应发射管道、条烟输送线、排包机、烟条缓存器、装封箱机等,虚拟组合成同一生产线,每个产品牌号对应一条虚拟生产线。系统对该虚拟生产线上的生产设备进行信号锁定,所涉及到的各设备在投入运行前,必须进行牌号对比,确认该设备生产的牌号与该生产线的牌号一致时才能投入运行;并显示在这些区域设置的信息终端上(含相关设备的状态)。原则上,一条虚拟生产线上的设备同时开始/完成相关生产任务,并对该牌号生产数据实行统一计算,使生产该牌号的诸多设备能够统一开始、统一结束、统一换牌。
其数据处理流程如下:
A:生产启动,监控上位系统通过wonderware I/O server通讯,与主控PLC交换数据,读取各个设备状态,包括接嘴状态。设置各种参数;
B:卷包集控系统接受生产任务后,对生产任务计划进行分解,通过接口I/O(0/1)连锁表(可参考下面的附表一、附表二、附表三)的形式,把生产线上需要的信号传送给主控PLC,主控PLC自动启动相应连锁设备,监控上位系统依据工单和连锁表来形成N条虚拟生产线;

附表一:卷接机-发射机 连锁表

附表二:卷接机-包装机 连锁表
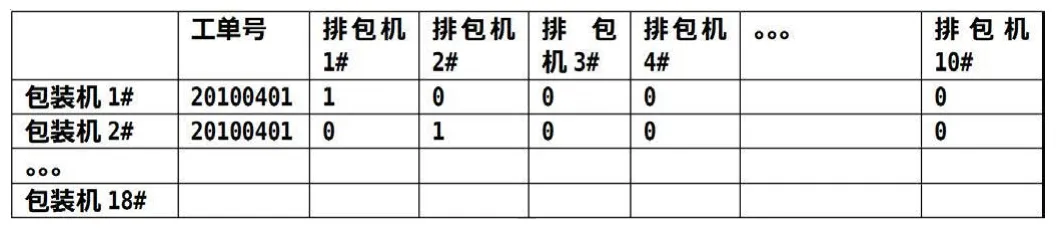
附表三:包装机-排包机 连锁表
C:生产结束,停止各个连锁设备。
连锁方式提供人工修改页面,生产管理人员可根据实际生产情况调整连锁方式。
为了提高生产换牌过程中的效率,系统根据各生产设备在虚拟生产线上的上下游关系,并结合实际生产进度,对各生产设备逐一解锁,在根据新的工单进行生产线的重组。以下为新系统的快速换牌的说明,只说明与系统有关的部分,其余如辅料结存,清扫机台,填写记录同原系统换牌流程。
MES将当前的生产工单以及下一生产工单到该系统,经审核确认后由系统下发到机台工作站。
换牌的过程是在集控系统中是为生产机台从原生产线解锁出来被重组到新的生产线中去的过程,在这过程中需要由系统分配工单,同时还需要现场操作人员根据实际情况在现场工作站进行相应的操作。
当生产线上某一生产机台(如卷接机)完成当前工单——产品牌号1的生产任务后,机台操作工在在现场工作站确认结束该生产机台的当前工单并进行换牌操作(扫车、辅料结存等),此时该机台在该系统中从原生产线解锁出来。
完成换牌流程后,操作工(或其他授权人员)在现场工作站完成切换牌号的操作,此时该机台在集控系统中被重新组合到新的生产链路——产品牌号2中。当整条生产线上的所有机台都完成换牌工作后,新的生产链路重组完成。换牌示意图可参考图1.
传统的卷包设备监控画面,各设备之间呈离散状态的关系不甚明了,甚至需要切换多张界面才能完整监控,这就造成了监控不便。而本系统是以生产牌号为核心,人机界面直观明了,所有的产品牌号,在一张监控界面上显示,并用颜色来区别。在同一张监控界面上,还集中标示卷包车间喂丝机、中速卷烟机、滤棒发射机、两管滤棒接收机、中速包装机、高速卷烟机、三管滤棒接收机、高速包装机、条烟输送线、排包机、装封箱机、除尘设备等百余种生产设备,以及这些设备的各种状态,同一生产线上的生产设备在监控界面上的颜色,同所生产的产品牌号相同。使用者无需切换界面,仅通过该监控界面,即可对当前生产的所有牌号和车间所有的生产设备的对应关系一目了然,大大提高了生产的可视化。
换牌前:
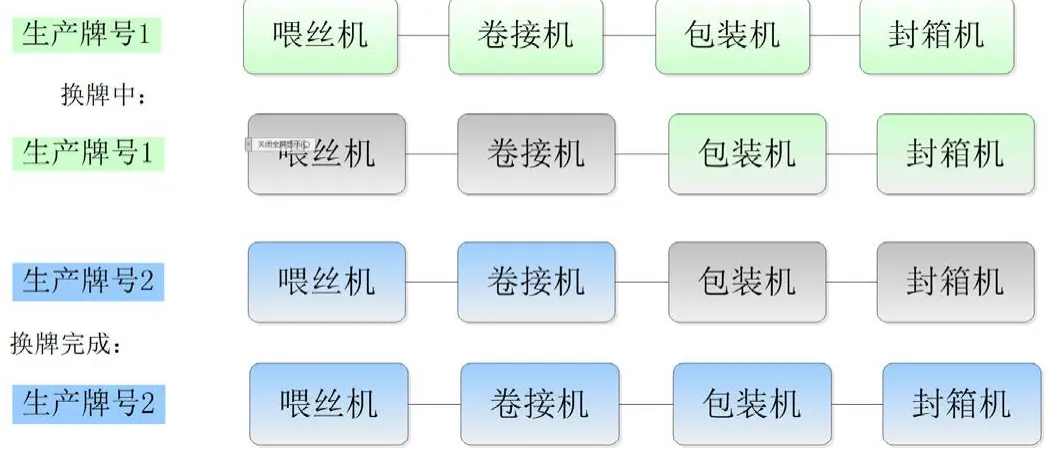
附图一:系统换牌示意图
2 结束语
较之传统的以卷包车间以设备为主导的离散型控制系统,本文所设计的新型烟草卷接包车间控制系统是以产品牌号为主导,通过构建虚拟生产线系统,将卷包车间繁多呈离散化的各设备完整地组合在一起,系统对该虚拟生产线上的生产设备进行信号锁定,对该牌号生产数据实行统一计算,使生产该牌号的诸多设备能够统一开始、统一结束、统一换牌,变离散型控制为连续型控制,提高生产的协调性、一致性,避免了错牌风险,并实现生产的精益化和可视化。
于建军.卷烟工艺学〔M〕.北京:中国农业出版社,2003.
