一种真空加压绝热工艺方法①
2013-08-31惠亚军张永侠贾小峰
惠亚军,张永侠,贾小峰
(中国航天科技集团公司四院七四一六厂,西安 710025)
0 引言
随着固体火箭发动机的多样化和结构复杂化,固体火箭发动机手工粘贴绝热工艺已经不能适应固体火箭发动机的多样化和结构复杂化要求。一种将绝热层粘贴加工于固体火箭发动机壳体末端内壁的设备及其方法适用于机口绝热层的粘贴,此方法是将机口绝热层模压成为半硫化状态的环形体,再使用装置上的硅橡胶,将其挤压粘贴于壳体机口。硅橡胶受到挤压变形对绝热层施压,高温硫化粘接[1]。绝热层机械贴片方法尝试性地在两端开口的固体火箭发动机内绝热使用,此方法是壳体在旋转转动状态下,条片状绝热层软片通过刷胶机和送片机构,将绝热层送到待粘贴部位,同时压片系统挤压绝热层,将其贴在壳体内表面,高温硫化粘接。此方法实现了手工贴片难以完成的发动机的绝热工艺,但适用于两端开口的壳体绝热成型[2]。以热膨胀材料为芯模,金属壳体为阴模,绝热层置于芯模与阴模之间,当模具受热后,芯模的体积膨胀受到绝热层及金属壳体的限制而产生巨大的均匀压力,从而实现绝热层粘接的热膨胀成型法[3]。
本文所述的是手工粘贴工艺无法实现的一端开口、另一端封闭的发动机壳体的一种绝热成型新工艺方法[4-8];该项新工艺方法适用性强,它的研制成功可提高固体火箭发动机的绝热工艺水平,广泛用于异型面战术发动机绝热,满足国防建设对武器装备的快速制造和高质量批生产的要求。
1 工艺方法的特点
某发动机燃烧室外径为 φ420 mm,长度为1 500 mm,壳体前封头无开口,机口尺寸为φ260 mm,内绝热层从尾部开口开始到前封头,人工脱粘层分离面距离燃烧室后机口端面1 200 mm,发动机内绝热壳体见图1。该燃烧室结构决定了该燃烧室的绝热无法应用传统的手工粘贴绝热层的方法。为了实现该燃烧室的绝热成型,采用了真空加压绝热工艺。与手工粘贴方法相比,该工艺实现了手工粘贴无法实现的发动机内绝热,且该方法消除了手工粘贴的人为因素,具有一致性好、可靠性高等优点。

图1 某发动机内绝热壳体Fig.1 Insulated motor case
该工艺方法与绝热层机械贴片方法相比,克服了机械贴片需要发动机壳体两端开口的要求及发动机壳体筒体段没有其他复杂结构绝热的要求,对一端开口、另一端封闭且机口较小的大长径比绝热结构复杂的发动机的绝热尤为适用。该工艺方法与热膨胀成型法在原理上是一致的,但热膨胀成型法存在芯模与阴模之间气体的排除难题,芯模与阴模之间气体的排除,直接导致绝热层与壳体之间的脱粘。热膨胀成型法只进行了原理性的探索,没有在科研生产中进行应用,并对直径大于φ100 mm的燃烧室结构复杂的绝热适应性较差。
2 工艺方法的关键控制点
2.1 预成型件与壳体的吻合性
内绝热层分割件的2种成型方法均需通过模具或工装来实现,在模具和工装设计时,需根据成型工艺参数及绝热层材料的线性膨胀系数来设计。成型工艺参数主要是硫化温度、硫化压强、硫化时间等参数。
模压模具和预成型工装设计时,考虑了绝热层在模压和预硫化的温度对成型件的影响。根据绝热层的线膨胀系数,计算模压模具和预成型工装的尺寸,经过几次试验,还需要考虑脱模过程中的变形,变形主要受脱模难易程度的影响较大。模压模具与绝热层接触部位涂专用脱模剂能够保证脱模顺利,对成型件的变形影响很小。预成型工装由于尺寸大,脱模时成型件变形较大,在成型工装与绝热层接触部位烧结聚四氟乙烯涂层能很好地解决此问题,并对成型件的变形影响很小。
考虑到壳体内型面,特别是壳体机口封头部位曲面等型面复杂部位均为非机加面,台次之间有一定的差异。为了弥补实际生产中壳体机口封头曲面与绝热层预成型件不可预测的间隙,采用先在壳体机口封头曲面粘贴一层绝热层生片;然后,将封头模压件放置固定于粘接位置。粘接结构为底层粘接剂/绝热层生片/绝热层模压件。过渡层和预成型件之间的界面粘接强度K/J/J半、壳体和过渡层间的界面粘接强度K/J见表1。
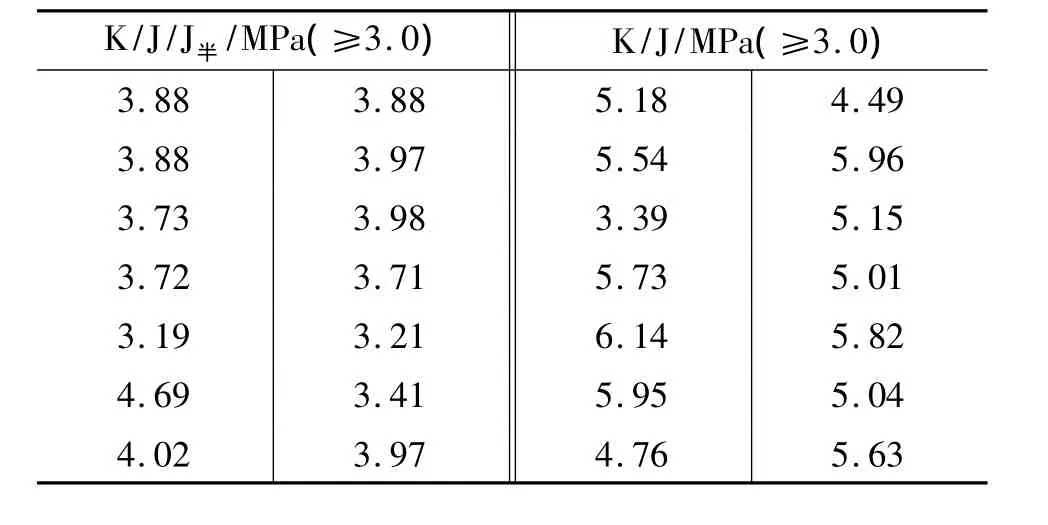
表1 前封头绝热界面粘接强度数据Table 1 Bonding strength of fore doom insulator interface
从表1数据可看出,采用过渡层后,过渡层和预成型件之间的界面粘接强度也能满足设计指标要求,说明此工艺合理、可行。
2.2 发动机壳体的真空环境
此绝热工艺方法的关键是如何在硫化前有效排出壳体与绝热层预成型件之间的气体,保证在硫化过程中绝热层预成型件能够与壳体之间有效粘接。在此绝热工艺中,需要特别注意以下两方面:
(1)绝热层成型件放入壳体后,绝热层成型件与壳体之间的排气通道的设计,排气通道的畅通是保证气体有效排出的必要条件;
(2)壳体与绝热层预成型件之间的抽真空和气囊充气的顺序和真空度及真空保持时间。如果在抽出壳体与绝热层预成型件之间的气体前,不将气囊内的气体抽出,在抽出壳体与绝热层成型件之间气体的过程中,气囊会膨胀,堵塞排气通道,使得绝热层预成型件与壳体之间的气体不能有效排出。
壳体与绝热层成型件之间的抽真空时间和真空度也是关键参数。抽真空时间过短,可能使壳体与绝热层预成型件之间的真空度没有达到平衡;抽真空时间过长,影响生产效率和经济性。真空度是抽真空的表征参数,合适的参数使工艺能够既可靠又简捷。
2.3 预成型件工艺参数制定
预成型件的主要工艺参数有预成型的温度、压力和时间。通过分析110~160℃、60 min内的绝热层硫化曲线,可得出绝热层材料在不同温度下,转矩-时间曲线的变化趋势为130℃(含130℃)以下随时间变化不明显;130℃以上绝热层材料粘流转矩变化明显,具体参见图2的绝热层硫化曲线图(其中,1、2为T=110℃下的扭矩时间曲线;3、4为T=120℃下的扭矩时间曲线;5、6为T=140℃下的扭矩时间曲线;7、8为T=130℃下的扭矩时间曲线;9、10为T=160℃下的扭矩时间曲线;11、12为T=150℃下的扭矩时间曲线)。因此,预成型件的预成型温度应在110~130℃,预成型的压力和时间可根据试验确定,确定的主要原则是需要有一定的强度,满足预成型件在壳体内的放置需要。
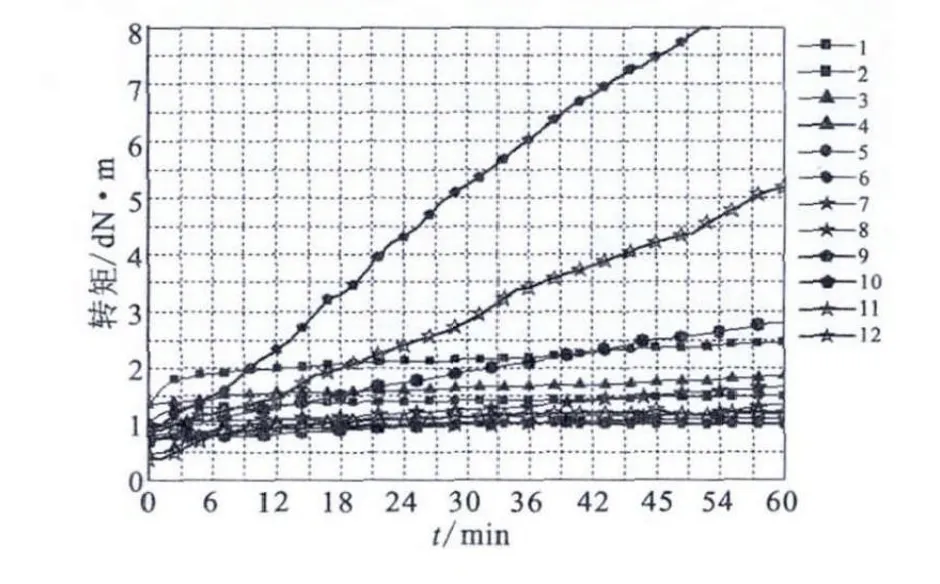
图2 绝热层硫化曲线图Fig.2 Vulcanization curve of insulating material
3 结语
本工艺方法绝热后的发动机绝热壳体共计上百台,经超声波探伤结果表明无脱粘现象。该发动机经过高低温循环、振动、盐雾、立贮、颠振等试验后,参加飞行均获得成功,说明此绝热工艺方法合理、可行。
此真空加压绝热法可用于结构复杂的小开口固体火箭发动机内绝热层成型,该工艺具有高可靠、高效率、高质量等优点。通过应用该工艺的小批量生产结果及各种试验结果表明,绝热产品内表面光滑平整无脱粘,尺寸符合要求,能够满足设计要求。
[1]Fan Jun-ling,Huang Hsing-tsai.Method and apparatus for installing aft insulation in rocket motor case[P].US 6779458 B1,2004.
[2]Armstrong Jr J Dean,Meyers Lee,Andrews Mark.Method and apparatus for application of material to corepatent[P].US 6989067 B2,2006.
[3]仲晓春,宛静,肖军.橡胶绝热层的热膨胀成型工艺[J].宇航材料工艺,2009(3).
[4]马国富,于恒山.燃气发生器绝热层研制[J].推进技术,1998,19(5):80-84.
[5]陈春娟,马国富.改善固体火箭发动机内绝热层抗冲刷性能研究进展[J].宇航材料工艺,2004(1).
[6]余贞勇,何国强.固体发动机前封头绝热层在加速度下烧蚀计算[J].固体火箭技术,1997(3):15.
[7]山西省化工研究所.塑料橡胶加工助剂[M].北京:化学工业出版社,2002.
[8]董炎明.高分子材料实用剖析技术[M].北京:中国石化出版社,1997.
