低风温条件下提升高炉技术经济指标的分析与实践
2013-08-22孙建设张红启马振军田远峰
孙建设 张红启 马振军 田远峰
1.前言

当前全国的中小型高炉中,热风温度低于1100℃的比例超过30%。据统计,国内105座风温<1100℃的高炉燃料比平均水平为579.65kg/tFe,平均煤比为138.2 kg/tFe。风温在1050℃以下的45座高炉平均燃料比为591.76 kg/tFe。低风温下高炉各项技术经济指标远低于高风温条件下的高炉指标,高燃料消耗带来了高成本和高排放。在能耗和环境问题日益突出的今天,高炉提高喷煤比、降低燃料比成为高炉炼铁技术进步、降本增效的重要方向。
山东钢铁股份有限公司莱芜分公司炼铁厂2#高炉热风炉为1993年所建的内燃式热风炉,虽经过2006年高炉大修加高改造,受内部结构破损影响,采取了多项提升风温措施,但在内部格子砖堵孔错位的影响下,送风风温逐年下滑。2011年后,燃料比升高至570kg/t以上,造成了巨大的成本压力。高炉炉况表现频繁出现炉缸堆积征兆,渣皮滑落,燃料比异常上升。为抑制风温下行趋势,被迫进行堵风口限冶强操作,不仅造成了高炉操作难度,也增加了岗位劳动强度,还造成了燃料比居高不下的局面,给生产成本带来巨大压力。因此,如何在低风温条件下降低入炉焦比、降低燃料比、保持高煤比水平、提升高炉技术经济指标,成为生产迫切要求。
2.问题分析
在2#高炉风温逐步下降的过程中,对炉况运行和生产中的问题进行调查分析,发现造成燃料比高的因素主要有以下几点:
(1)热风炉送风风温低。2#高炉热风炉的内燃式结构存在着蓄热室和燃烧室隔墙易串风“短路”,燃烧室上部变形,格子砖上部渣化,堵孔错位严重,造成燃烧能力和蓄热能力不足,送风风温不足。
(2)入炉原燃料粉末多,波动大。受老区原燃料供给不平衡性的影响,阶段混加落地料烧结粒度变化大,焦炭水分波动大,附着焦粉多,造成高炉透气性差、阶段性气流分布异常,以及炉温不稳定的状态,致使频繁出现压量关系异常波动,渣皮滑落的局面。
(3)在风温下行的影响下,操作制度的适应性不足。在生产实践中发现,当送风风温由1070℃下降至990℃左右时,高炉的操作制度和思路会发生很多变化。风温的下降不仅仅造成了燃耗的上升,炉内的冶炼进程和控制要求也需要适应和调整。
综合以上情况,对影响燃料比降低的主要原因分析如下:
2.1 热风炉送风风温低
在炼铁生产中,热风炉是一种蓄热式换热器,燃烧高炉煤气通过热风炉蓄热室格子砖蓄热后,冷风经过格子砖将热量带入高炉(见图1)。2#高炉热风炉是莱钢唯一一座内燃式热风炉,此代热风炉经过几次年修后,送风风温明显下行。进入2011年,风温由1070℃逐步下行至990℃左右。根据热风炉结构及实际运行情况,分析热风炉送风风温低的主要原因有:
① 热风炉格子砖渣化、堵孔、错位严重。格子砖在使用过程中,上层格子砖表面出现渣化、堵孔、错位造成蓄热室有效利用率降低,部分格子砖通道堵塞后无法完成蓄热功能。
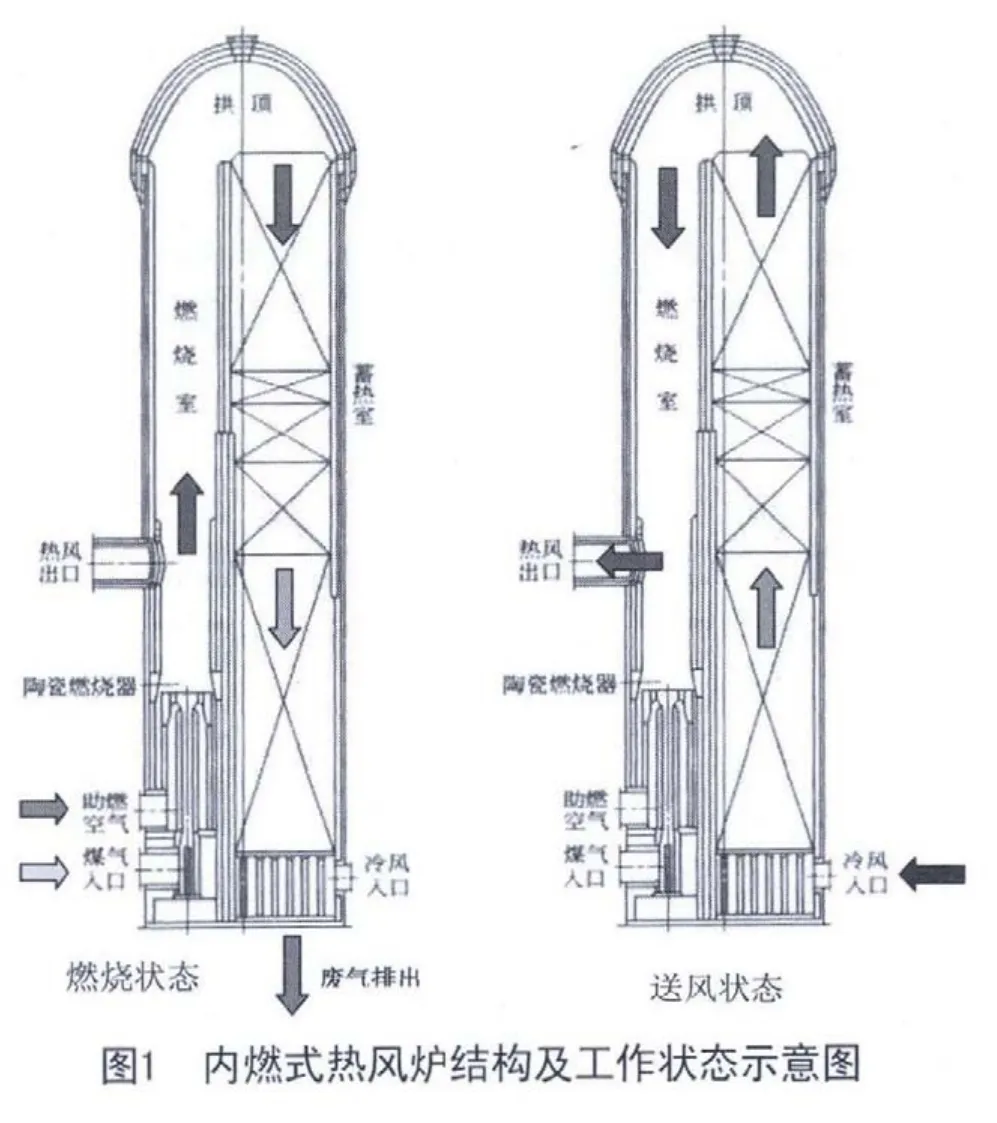
② 燃烧室隔墙破损,出现串风短路情况。热风炉在燃烧状态初期,煤气空气进入陶瓷燃烧器后,爆燃及温度变化对隔墙墙体产生一定影响,出现串风短路情况,造成送风风温不足。
③ 烧炉煤气量不足。区域煤气压力低,受限于陶瓷燃烧器的煤气入口在低压力状态下烧炉煤气量不足,烟道温度达不到工艺要求,造成热风炉炉内蓄热入不敷出的局面。
2.2 入炉原燃料质量差
入炉原燃料受老区原料平衡影响,阶段性配加落地料,水熄焦水分粒度波动大,造成入炉粉末多,对气流分布产生一定影响,致使频繁出现渣皮滑落、炉温波动大、煤气利用低、燃料比上升。分析原因如下:
① 槽下振筛筛分能力不足,造成入炉粉末多。
② 原燃料粒度波动大,造成称量不稳定,实际负荷产生异常波动。
③ 焦炭水分波动大,造成入炉焦炭负荷波动大。
2.3 操作制度和思路在风温下行的影响下适应性不足
高炉操作炉型已不适宜低风温下的操作,在炉况运行和指标表现上出现较大变化。分析原因如下:
① 煤粉燃烧率降低。未燃煤粉堵塞气流通路,造成气流失常。
② 炉缸热制度不合理。频繁出现堆积征兆,抵抗外界条件波动能力下降。
③ 气流分布不合理。探尺频繁滑尺,偏尺,平均顶温升高,渣皮不稳,局部水温差高。
3.关键技术改进
通过项目攻关和现场分析,参考科技文献及对标外地先进指标高炉,根据指标提升的制约因素,跟踪在指标提升攻关中发现的问题,结合炉况运行生产状态及专业技术经验,逐步建立、确认、完善了技术改进方案。
3.1 总体思路
通过对影响高炉燃料比的各个因素及现场实际分析,逐步形成项目方案总体思路:一是抑制风温的下行趋势,提高风温水平。二是改造槽下振筛和称量系统,促进炉况稳定和指标提升。三是优化工艺操作参数群,在提高炉况稳定性基础上提升技术经济指标。
3.2 方案确定
经过多次现场分析和技术攻关,综合考虑高炉生产指标的各影响因素,最终经过多次论证,确定最终方案。一是对热风炉隔墙破损部位、堵孔格子砖进行处理,增加烧炉煤气量,适当控制冶强。二是提高振筛筛分能力,对称量值进行累计后和料单计算值进行对比监控。三是提高风口前理论燃烧温度和鼓风动能,提高煤粉燃烧率,通过上部调剂提高煤气利用水平。
3.3 改造实施
3.3.1 抑制风温下行趋势,提高风温水平
根据最终方案,对隔墙破损部位进行修补;增设煤气加压机,提高烧炉烟气量;适当控制冶强;控制热风炉蓄热不足造成的入不敷出局面。根据热风炉送风风温和烟道温度情况,将入炉风量由2200m3/min逐步控制到1900m3/min,减少冷风从热风炉炉内带走的蓄热量,实现热风炉燃烧产生的热量和供给高炉热量的平衡,防止风温进一步下降造成的燃耗和炉况影响。
3.3.2 改造槽下振筛和称量系统,促进炉况稳定和指标提升
(1)提高振筛振幅,增加筛分能力。随着使用时间的延长,槽下振筛的振幅会出现一定程度下降,出现筛网变形卡堵,造成筛分能力降低,入炉粉末增加。经与振筛厂家研讨,在振筛激振器部位增加厚12mm配重块,有效的减少了筛网卡堵现象,提升了振筛筛分能力。
(2)增加下料口挡板,提高料层可筛分面积。为延长振筛筛分时间,初期采取控制下料口闸门开度的措施,但受大块料影响,闸门频繁出现卡料,造成频繁亏料。为减少卡料,提高振筛筛分面积,延长筛分时间,提高筛分效果,在下料口部位增加挡板,保持一定的下料口闸门开度,有效减缓了矿料在振筛上的滚动速度,振筛上料层分布趋于均匀,有效保证了筛分效率。
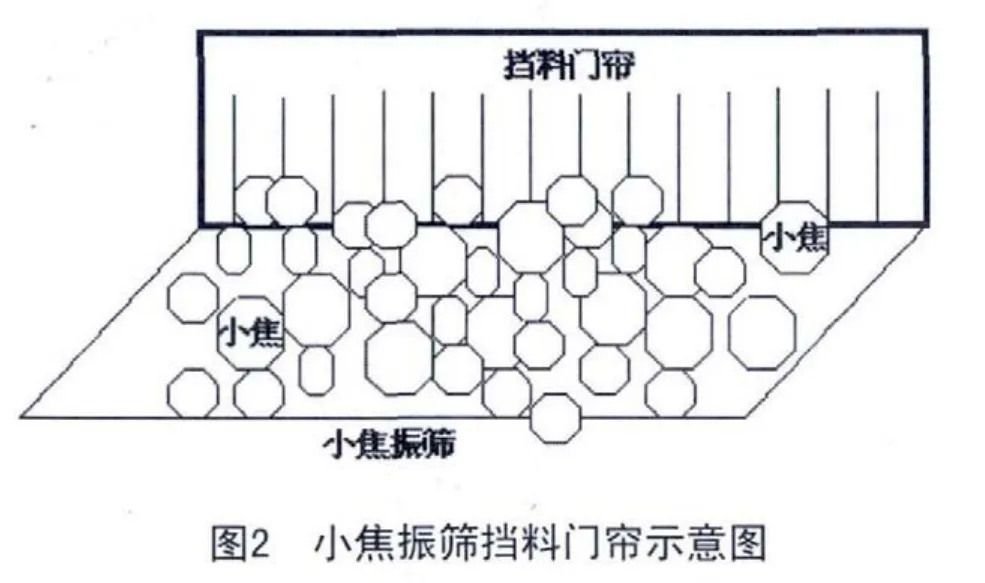
(3)小焦筛增加挡料门帘,减少焦末入炉。小焦粒度小,水分大,附着焦粉多。受现场空间影响,小焦筛筛网面积为1400mm×1700mm,过筛面积少,同时筛网倾斜角度无法调整,下料口加挡板后,挡板受焦炭腐蚀,使用时间短。经多次试验,考虑焦炭的物理特性,在下料口部位采用废弃皮带剪裁成1400mm×500mm,每150mm剪开高200mm的缝,形成门帘状(见图2),用螺栓固定在上部钢板,封住下料口,当振动筛启动时,小焦从门帘处挤出,达到减缓小焦滚动、控制料层厚度的目的。
(4)通过料流判断焦炭水分,减少水分影响。受焦炭水熄的工艺技术条件决定,水熄焦水分波动大,有2%-10%波动,折算负荷影响焦比15kg/t以上,如果发现不及时,会造成炉温上升0.4%以上,甚至造成热行悬料事故。因此,实时监控焦炭水分变化,做好预知预控是高炉热制度稳定的关键点。
在生产中,根据焦炭水分增大后堆比重增加、单位体积减少,布料时会造成布料圈数减少,需要减小料流开度。因此,料流开度在正常生产状态焦比相对固定的情况下与焦炭水分存在对应关系,可以通过稳定料流开度,实现减弱焦炭水分波动对高炉热制度的影响。以当前5.6t的焦比来看,布料11圈,料流正常在62%-65%范围,如果超出,应结合现场观察焦炭水分情况对焦炭量进行调整,保证实际入炉焦炭负荷稳定。
(5)工艺秤称量值自动累计,比对料单值进行称量纠错。槽下称斗在使用过程中会出现一定偏差,虽有定期校验机制管理,但称量系统的准确性关系重大,容易引发炉况失常、炉凉甚至炉缸冻结等恶性事故。为此,技术组多次讨论后,将各工艺秤称量值制作历史趋势,并利用程序自动生成日累计和月累计数值,随时可与料单值进行比对,排查称量问题,保证称量的准确性。见表1。

表1 工艺称称量值与料单值比对表
3.3.3 优化工艺操作参数群,在炉况稳定基础上提升技术经济指标
(1)提高鼓风动能,提高炉缸活跃程度。随着风温的下降,被迫进行冶强控制,减少对热风炉蓄热的影响。受风量和风温的影响,鼓风动能偏低,造成了高炉炉缸频繁出现堆积征兆,影响了高炉正常操作和技术经济指标的提升。
通过更换小风口、堵风口及风口加衬套的方式缩小风口面积,风口面积由0.192m2调整至0.155m2,鼓风动能由6000kg.m/s -6400kg.m/s提升至7500kg.m/s -8000kg.m/s,炉缸工作状态趋于活跃,高炉稳定性增强,为焦比降低创造了有利条件。
(2)提高煤粉燃烧率。风温的下降,造成了风口前理论燃烧温度的降低。高煤比状态下,炉况表现出渣铁热量不足,局部边缘气流发展,透气性差,在低煤比状态下,炉况运行转好。
经过对比分析,结合炉况及风口表现,确定为低风温下风口前燃烧温度得不到保证,煤粉燃烧受到影响,未燃煤粉量增大,在料柱中滞留,造成的气流分布紊乱。为保证风口前理论燃烧温度,采取提高富氧率,保证风口前理论燃烧温度不低于2150℃的控制措施,同时要求煤枪广喷、匀喷,提高了煤粉燃烧率,实现了低风温高煤比条件下降低燃料比。
(3)优化布料制度,关注渣皮厚度,实现两股煤气流合理分布。随着鼓风动能的提升,渣皮滑落减少,却出现了渣皮砸歪风口的情况。经分析认为,鼓风动能的提升使得边缘气流分布比例减少,炉腹冷却壁温度逐步降低,炉腹渣皮厚度增加,受热制度或造渣制度波动影响下脱落,由于边缘煤气量不足,不能很好的熔化,大块渣皮沿炉缸壁下滑,将深入炉内的风口中小套砸歪,出现跑风的情况。
对此采取了疏松边缘的布料矩阵调整,布料最大角度由42.5°调整为39°。针对老区原料波动大特点角差减少2°,引导两股煤气流合理分布。在料序上将粉末多、难还原的块矿调整至平台中部。块矿原为第一车,布料位置在最外档第3圈,调整为第2车,布料位置在第2档第4圈。通过调整,提高了高炉接受风量的能力,顶温高的情况得到控制,由平均200℃下降至170℃左右,煤气利用率提高约2%,实现了“上凉下热”的降本操作模型。
(4)造渣制度采用偏上限碱度,保证炉渣热焓和脱硫效果。在低风温状态下,入炉燃料比受热风带入炉内热量少影响,需燃料燃烧补充热量。因此,燃料比要高于高风温高炉,而燃料焦炭中S在1.1%-1.2%,煤粉中S在0.5%-0.6%,同等配料情况下硫负荷高。在低风温情况下,渣铁热量受热风显热少影响要低于高风温高炉30℃以上。在造渣制度上对低风温下的操作提出以渣铁物理热为中心的热制度调整原则,克服硫负荷和渣铁物理热偏低的影响,生产中采取了偏上限的碱度控制措施,提高一类品率,保证炉渣热焓,促进软熔带下移,增加间接还原率,进而实现了燃料比的降低。
4.实施效果
改进后,山东钢铁股份有限公司莱芜分公司炼铁厂2#高炉炉况保持了长期稳定顺行。2011年11月-2012年10月,12个月平均风温991.2℃,低于项目实施前(1056.4℃)65℃,实现平均煤比181.8kg/tFe,平均燃料比562.9 Kg/tFe,入炉焦比降低14.6kg/t,燃料比降低9.4kg/t,取得可观的经济效益,高炉各项技术经济指标在同等风温条件下的高炉中达到了国内领先水平。见表2。
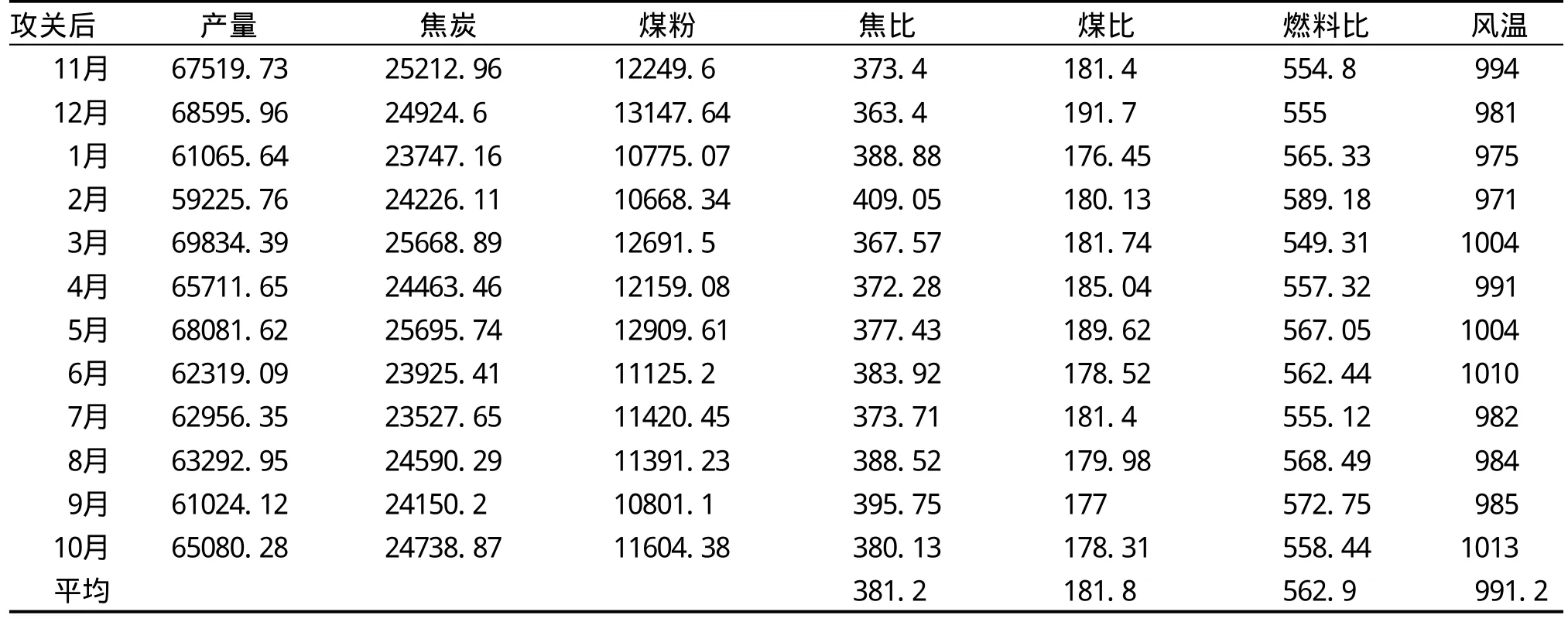
表2 项目实施后经济技术指标表
5.结论
系列技术改进后,基本解决了低风温条件下高炉生产中出现的频繁炉缸堆积、渣皮滑落、局部气流异常发展、顶温高等现象,提高了炉况稳定性,实现了风温下降、煤比指标不退步,焦比、燃料比降低的目标,保证了生产稳定高效运行,对企业节能降耗的实施与开展起到了积极的推进作用,也为同行业高炉低风温条件下保证炉况顺行和指标改善提供了一个良好的借鉴案例。
(1)通过对槽下振筛改造,提高振幅,增加可控活动挡板和挡料门帘,提高入炉筛分效果,减少<5mm的粉末入炉,保证炉内气流分布合理、稳定。
(2)根据焦炭布料料流开度监控焦炭水分波动情况,及时调整减少炉内热负荷波动,保证高指标运行下的热制度稳定,提高了炉况稳定性。
(3)提高鼓风动能,保证必要的风口前燃烧温度,提高风口前煤粉燃烧率,保证炉缸活跃状态,贯穿炉况顺行是指标提升的基础理念。
(4)低风温高炉入炉燃料比高,硫负荷高,采用偏上限的造渣制度和以渣铁物理热为中心的热制度调整原则,克服了低风温带来的渣铁低热量对炉况和指标的影响。
