316L粉末间接激光烧结的工艺参数对温度场的影响
2013-08-16葛小兵
王 典,贾 蕾,葛小兵
(江苏大学机械工程学院,江苏镇江 212013)
选择性激光烧结(SLS)又可称为选区激光烧结,是利用激光有选择地逐层烧结粉末,逐层的叠加,从而预定形状的三维实体零件的一种快速成形制造方法。SLS最初只能用于塑料粉末和蜡粉的成形。20世纪90年代初,德国EOS公司与芬兰的Rapid Product Innovations合作,研制出可用于SLS成形的烧结不收缩铜粉和不锈钢粉,从而将 SLS技术的应用领域拓展到了金属材料成形领域[1]。利用SLS工艺直接烧结金属粉末成形三维零部件是SLS技术发展的目标之一,也是快速成形制造的最终目标之一。国内外科研人员在这方面做了大量的研究工作,并初步取得了一些成果,在某些高科技领域得到了一定范围的应用。
目前,对SLS温度场的模拟研究,国内外已有不少报道,但主要都集中在聚合物材料方面,而对金属材料烧结温度场模拟方面的研究却相对较少[2-5]。同时因为金属粉末选择性激光烧结是一个涉及激光与材料相互作用、粉末烧结理论等知识的复杂冶金过程,其瞬态温度场的分布情况和变化规律比较复杂。故本文在考虑了材料的热物性参数随温度变化的情况下,以316L不锈钢粉末与PA6粉末混合的材料作为烧结材料,通过计算公式确定了不同温度下的热物性参数。利用参数化设计语言APDL语言实现了激光高斯热源的移动加载,对金属粉末激光烧结过程的温度场进行了模拟。因为温度场的变化主要取决于激光功率和激光扫描速度的变化,所以研究了不同激光功率和不同激光扫描速度时温度场的分布情况,为试验选取合理的工艺参数提供了理论上的指导。
1 模拟试验
1.1 试验材料热物性参数的确定
金属粉末间接法激光烧结的粉末混合方式有两种:一种为覆膜法;一种为机械法。机械法混合需要确定金属粉末与有机材料各自所占的比例。通过查阅参考文献,得知当有机材料所占比例为4% ~5%时有较好的烧结效果[6]。本文模拟所用的试验材料为95%的316L不锈钢粉末与5%的尼龙PA6粉末,并采用机械法混合的材料。316L不锈钢粉末的化学成份[7]见表1。316L不锈钢粉末与PA6粉末的性能见表2。

表1 316L不锈钢粉末的化学成份
表2 316L不锈钢粉末与PA6粉末的性能
粉末激光烧结模拟是一个非线性瞬态分析的过程,在模拟的过程中,如密度、热传导系数、比热容等热物理参数都需要确定,而且参数会随着温度的变化而发生变化。对于单一316L不锈钢粉末,通过查阅工程材料手册可获得其在不同温度下的一些热物性参数[7],并且根据不同温度下的不同热物性参数,通过APDL语言对316L不锈钢粉末材料属性进行定义。但是间接法烧结需要定义两种粉末的混合粉末的性能参数,这就需要找到一种计算方法。本试验通过式(1)可计算出混合粉末的性能参数,95%的316L不锈钢粉末与5%的尼龙PA6粉末混合而成粉末的比热容:

式中:C0,C1,C2分别为混合粉末、粉末1、粉末2 在相同温度时的比热容;X1,X2分别为粉末1、粉末2的质量百分比[8]。
混合粉末的热传导系数:

式中:K0,K1,K2分别为混合粉末、粉末1、粉末2 在相同温度时的热传导系数;ρ1,ρ2分别为粉末1、粉末2的密度。
混合粉末的密度:

1.2 有限元模型的建立
烧结试验中采用的是在基体材料上铺一层粉末,基体材料是45号钢,初始温度为20℃,基体层建模厚度为1mm,金属粉末层建模层厚度为0.15mm,总模型长10mm,宽5mm。选用 SOLID70单元作为三维热实体单元,SOLID70单元可用于三维的瞬态与稳态的分析,并且也可使在恒定温度场中因质量运输而带来的热流损失得到补偿。在ANSYS分析中,如果要施加载荷,热对流边界条件和热流密度不能同时施加在同一实体单元的表面,因此就需要引入一个新的表面效应单元,让热流密度在加载过程中施加在实体单元的表面,而热对流边界条件则是施加在表面效应单元上。这里选用的三维热表面效应单元为SURF152。划分后的网格如图1所示。
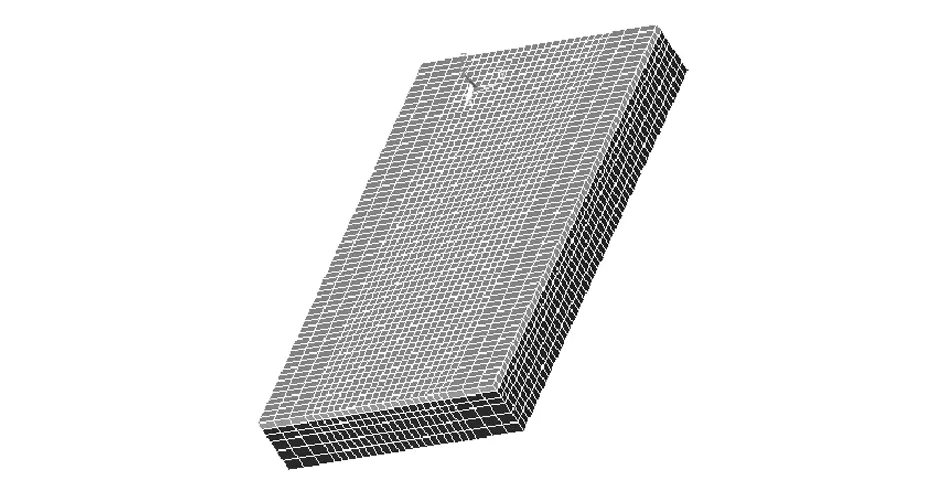
图1 烧结模型有限元网格划分
1.3 加载与求解
本模拟试验采用的激光器为CO2激光器,波长10.6μm,设定激光光斑半径 r=0.4mm,分别设定激光的扫描速度为 v1=0.02m/s、v2=0.04m/s,激光的功率 P1=4W、P2=6W、P3=8W。粉末激光烧结的过程中,激光的扫描路径采用S形长边扫描路径,因为S形长边扫描路径烧结效果较好[9]。由于激光热源是移动的,所以加载的热流的密度也应该是变化的。整个激光热源的移动过程被划分成一系列的载荷步,通过载荷步的变化来实现热源中心的变化,这样就可以模拟出整个粉末烧结过程的动态变化情况,即当激光的热源中心在某一点时,这个热源中心的有效加热区域就是一个圆,然后计算出各个小单元的中心到热源中心的距离是多少。当计算的这个距离值r≤R时(R为有效加热半径),就会对单元加载热流密度;当r>R时,这个单元的热流密度值就会被赋为0。计算出来的热流密度的值可以存放到ANSYS软件里面的参数数组(TABLE)的模块中,每一个参数数组可以存放一个载荷步的热流密度。对于载荷步的移动的实现,则可以运用APDL命令流里面的DO循环语句来实现。
1.4 结果与分析
将前面的步骤完成后,就可以得到激光烧结粉末过程中的温度场,如图2所示为在3种不同功率下不同时刻的温度场。分别列出了激光功率为P1=4W、P2=6W、P3=8W时,烧结过程中的温度场变化情况,其他工艺参数不变,扫描速度v1=0.02m/s。
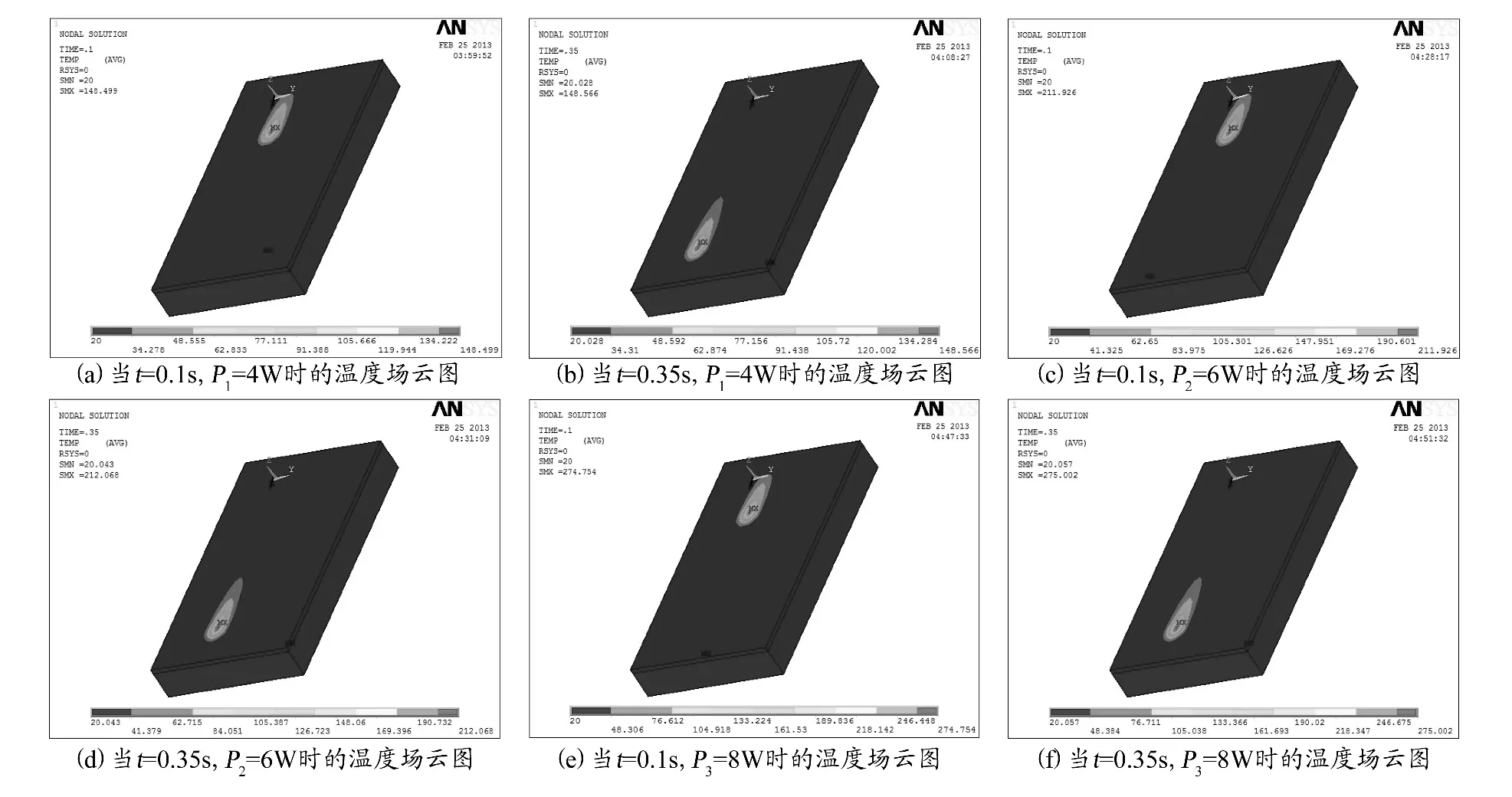
图2 不同功率不同时刻的温度场云图
从图2中可以看出,在不同功率下两个不同时刻的温度场分布情况。从图2(e)中可以看出,当激光热源作用在粉层表面时,热源中心的温度在极短的时间内迅速从室温20℃升高到PA6的熔点以上,可以将粉末熔化。从图2(f)可以看出,随着粉末激光烧结过程的进行,热源中心也在不断地移动,移动热源前方的等温线分布比较密集,温度梯度较大;移动热源后方的等温线分布比较疏散一些,温度梯度稍小。
图3为第一条长边扫描线x轴方向2mm和7mm处的节点在3种不同功率下的温度变化曲线,T1为长边扫描线x轴方向2mm处的节点,T2为长边扫描线x轴方向7mm处的节点。从图3中可以看出,热源中心的温度随着激光功率的增加而增加,而且激光功率对粉末温度的影响较大。当激光功率为4W时,热源中心的最高温度为148℃;当激光功率为6W时,热源中心的最高温度为212℃;当激光功率为8W时,热源中心的最高温度为274℃。PA6粉末的熔点是220℃,所以只有当激光功率超过8W时,才可以将粉末熔化。
图4为第一条长边扫描线x轴方向2mm和4mm处的节点在相同功率和两种不同扫描速度下的温度变化曲线。从图4(a)中可以看出,当功率为8W、扫描速度为0.02m/s时,最高温度为275℃左右;从图4(b)可以看出,当功率为8W、扫描速度为0.04m/s时,最高温度为180℃左右。由此可见,随着扫描速度的加快,粉末的烧结温度会降低,因此扫描速度不宜加快。
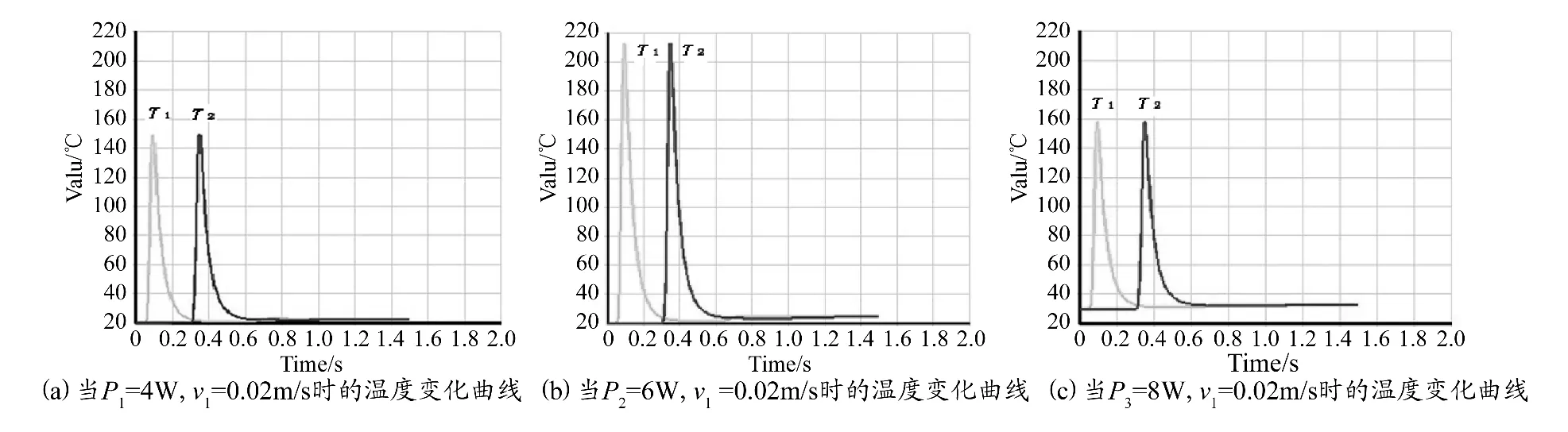
图3 不同功率相同扫描速度下节点温度变化曲线
2 结束语
本文主要研究分析了316L粉末间接激光烧结的工艺参数对温度场的影响,在热物性参数计算中,主要是通过式(1)、(2)和(3)进行计算的。通过ANSYS软件模拟粉末激光烧结过程中的温度场变化过程,并通过工艺参数的对比,找到了合适的工艺参数。对粉末激光烧结试验工艺参数的选取具有指导作用。
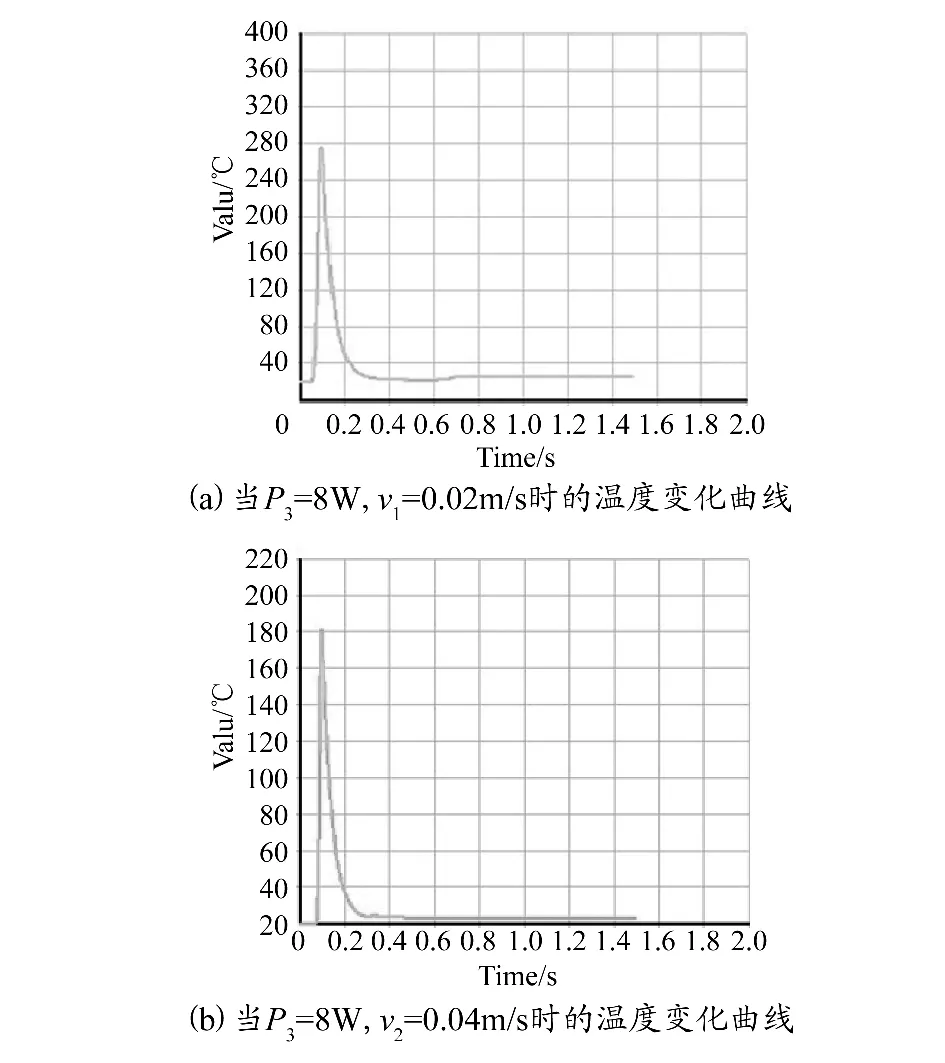
图4 相同功率不同扫描速度下节点温度变化曲线
本文只是提出了两种粉末材料机械混合的模拟方法,而覆膜粉末激光烧结的模拟方法还没有提出,因此这方面的内容还有待进一步的研究。
[1] 张剑峰,张建华,赵剑峰,等.激光快速原型制造技术的应用研究进展[J].航空制造技术,2002(7):34-37.
[2] 任乃飞,张福周,刘苏.金属粉末选择性激光烧结技术研究进展[J].机械设计与制造,2010(2):201-203.
[3] Andrea Vinet,Mike Caine .Development of traction features in sprint spikes using SLS nylon sole units[J].Procedia Engineering,2010(2):2769-2774.
[4] Jinhun Liu,Yusheng Shi,Zhongliang Lu,et al.Manufacturing metal parts via indirect SLS of composite elemental powders[J].Materials Science and Engineering,2007(444):146-152.
[5] Chunze Yan,Yusheng Shi,Jingsong Yang,al et.Preparation and selective laser sintering of nylon-12 coated metal powders and post processing[J].Journal of Materials Processing Technology,2009(209):5785-5792.
[6] 鲁中良.不锈钢粉末选择性激光烧结/等静压复合成形技术研究[D].武汉:华中科技大学,2008.
[7] 方昆凡.工程材料手册有色金属材料卷[M].北京:北京出版社,2007.
[8] 沈以赴,顾冬冬,李守卫.多组元金属粉末选区激光烧结三维瞬态温度场模拟[J].南京航空航天大学学报,2008,40(5):611-616.
[9] 凡进军,赵剑峰,肖猛.基于直接激光金属烧结的金属粉末扫描路径实验研究[J].热加工工艺,2010,39(13):169-172.
