双层紫外光固化树脂金刚石锯丝研究
2013-08-16裘腾威许雪峰姚春燕
裘腾威,许雪峰,姚春燕,彭 伟,顾 冬
(特种装备制造与先进加工技术教育部/浙江省重点实验室(浙江工业大学),浙江杭州 310032)
半导体材料切割加工技术随着太阳能电池制造业的迅猛发展得到了越来越广泛的重视。在光伏电池制造中,切片加工是重要工序之一,到目前为止,切片加工的成本依然占生产成本的30%,其中材料损耗占50%左右。因此,减小硅片的厚度(提高单位材料的出片率)、减少切割的刀损(提高原材料的利用率)和提高硅片的表面质量(降低后续工艺的成本)等成为国内外研究的重点[1-2]。在工业应用领域,目前大尺寸硅锭基本使用多线锯切割技术进行切片加工,切割用的锯丝主要包括游离磨料锯丝、电镀金刚石锯丝和热固化树脂锯丝。但是以上3种线锯丝都存在一些缺陷:游离磨料锯丝存在切割效率低,磨浆污染环境严重;电镀金刚石锯丝在制造过程中,电镀层由镀铜底层、金刚石磨粒层和镀镍外层复合而成,因此生产周期长,成本高[3];热固化树脂锯丝制造通常使用热固性酚醛类树脂,通过加热将磨粒固结于芯线表面,形成树脂结合剂锯丝[4],所以该锯丝在生产时,能耗大,成本高。
紫外光固化树脂金刚石锯丝是基于紫外光树脂快速固化机理,将金刚石磨粒快速固结在芯线表面。其具有制造成本低、线径小、耗材率低等优点。日本学者夏本俊之、上冈勇夫、井手大介等人[5-7]发明了紫外光固化树脂金刚石锯丝,国内一些学者也对其进行了研究,但是目前紫外光固化树脂金刚石锯丝存在树脂柔韧性差、锯丝对金刚石磨粒把持力低等问题,导致磨粒易脱落、锯丝使用寿命短、切割效率低、锯切表面质量差,制约着它的工业应用。因此,研究开发柔韧性好、对金刚石磨粒把持力强的双层紫外光固化树脂金刚石锯丝,实现晶体材料的紫外光固化树脂金刚石锯丝高质量低损耗的精密切片,满足晶体材料切片加工方面越来越高的要求,就成为国内外学者共同关注的焦点。
1 紫外光固化树脂金刚石锯丝固化原理及制备方法
紫外光固化是利用紫外光引发具有化学活性的低分子量物质转变成高分子量产物的过程,将紫外光光固化树脂由液态转变为固态[4]。光固化树脂聚合反应如图1所示,在聚合反应过程中,分子间的范德华力变成共价键,相应原子间距离从0.3~0.5nm 缩短到0.154nm。伴随着大量分子的聚合反应,紫外光固化树脂在快速聚合反应中体积快速收缩[8-9]。紫外光固化树脂金刚石锯丝就是基于紫外光树脂快速固化机理,将金刚石磨粒快速固结在芯线表面。
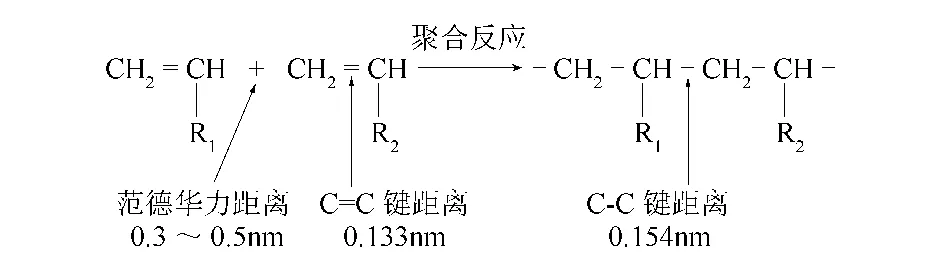
图1 光固化树脂聚合反应示意图
单层紫外光固化树脂金刚石锯丝的截面图如图2(a)所示,该锯丝由芯线、金刚石磨粒和树脂组成,其制备方法:(1)在芯线表面均匀涂覆一层含金刚石磨粒的树脂层;(2)紫外光固化。这种方法生产的锯丝要求树脂不仅与芯线结合力强,与金刚石具有较好的把持力,而且要求树脂具有高的耐磨性和柔韧性,但是某一种树脂的柔韧性、耐磨性及树脂与芯线的结合力很难同时达到理想情况。

图2 紫外光固化树脂金刚石锯丝截面示意图
双层紫外光固化树脂金刚石锯丝的截面图如图2(b)所示,该锯丝由芯线、打底树脂、金刚石磨粒和涂覆树脂组成,其制备方法:(1)在芯线表面涂覆一层柔韧性好并且与芯线结合能力强的打底树脂;(2)紫外光固化;(3)在该树脂层表面涂覆一层含金刚石磨粒的涂覆树脂;(4)再次紫外光固化。这种制备方法的优点是降低了紫外光固化树脂金刚石锯丝对树脂的要求,只需要打底树脂与芯线的结合力好,且具有较好的柔韧性;涂覆树脂对金刚石磨粒把持力强,且具有较好的耐磨性。
2 双层紫外光固化树脂金刚石锯丝制作
双层紫外光固化树脂金刚石锯丝主要采用实验室的紫外光固化树脂金刚石线锯涂覆机制备。紫外光固化树脂金刚石线锯涂覆机的主要结构包括芯线清洗装置、涂覆装置、紫外光固化炉、收放线轮机构和控制机构[4],其示意图如图3所示。紫外光固化树脂金刚石线锯涂覆机的锯丝制作速度允许在0~50m/min之间进行设置。生产速度太低时,易造成线锯表面树脂层涂覆不均匀,出现结球现象;生产速度太高时,涂覆层太薄,会降低树脂对金刚石的把持力,所以机器生产速度对锯丝性能影响较大。
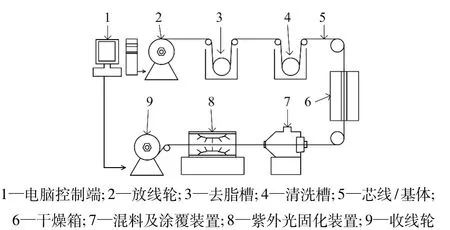
图3 紫外光固化树脂金刚石线锯涂覆机示意图
紫外光固化树脂金刚石线锯涂覆机制作双层紫外光固化树脂金刚石锯丝的主要工艺参数见表1,制作工艺如下:
第一步,去脂槽内放入丙酮,芯线表面丙酮清洗,芯线直径0.16mm。
第二步,1号打底树脂涂覆1层,打底模具直径0.18mm,线速度 v1=9m/min。
第三步,含30%金刚石磨粒的2号紫外光固化树脂涂覆1层,涂覆模具直径0.22mm,线速度v2=9m/min。
第四步,根据总曝光量,计算涂覆层树脂第二次固化时的线速度。
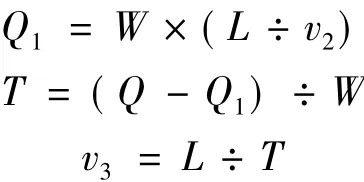
式中:T为机器剩余曝光时间;Q为涂覆层树脂总曝光量;Q1为涂覆层树脂第一次吸收的曝光量;W为机器紫外光强度;v3为涂覆层树脂第二次固化时的线速度;L为固化炉长度。
其中相关参数取值如下:Q=600mJ/cm2,W=79 mW/cm2,L=35cm。得出涂覆树脂第二次固化时的线速度v3为4m/min。
第五步,烘箱80℃烘烤30min。该工艺可以部分消除由于紫外光固化树脂快速固化而形成的内应力集中现象,增大内层树脂和芯线的结合力、提高外层树脂对金刚石磨粒的把持力。最后形成0.2mm双层紫外光固化树脂金刚石锯丝。
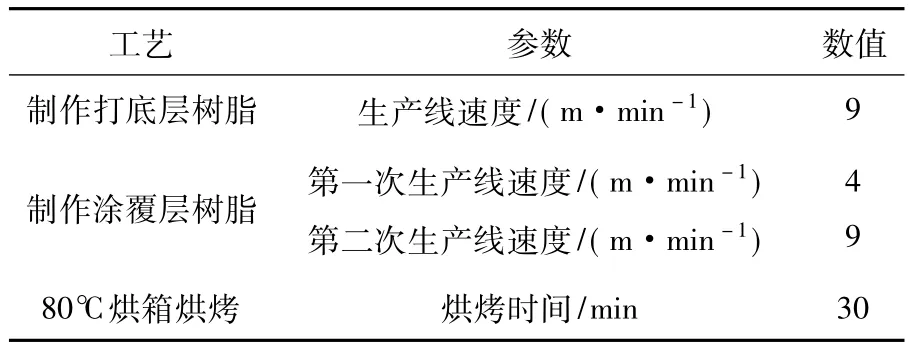
表1 双层紫外光固化树脂金刚石锯丝制备的主要工艺参数
3 锯丝切割实验
3.1 切割条件
采用WXD170型往复金刚石线旋转点切割机(如图4(a)所示),分别对单层和双层紫外光固化树脂金刚石锯丝进行切割对比实验,切割参数见表2。采用Keyence公司的VHX-600显微镜(如图4(b)所示)观测切割后硅片表面形貌,硅片表面粗糙度测量采用北京时代表面粗糙度仪。
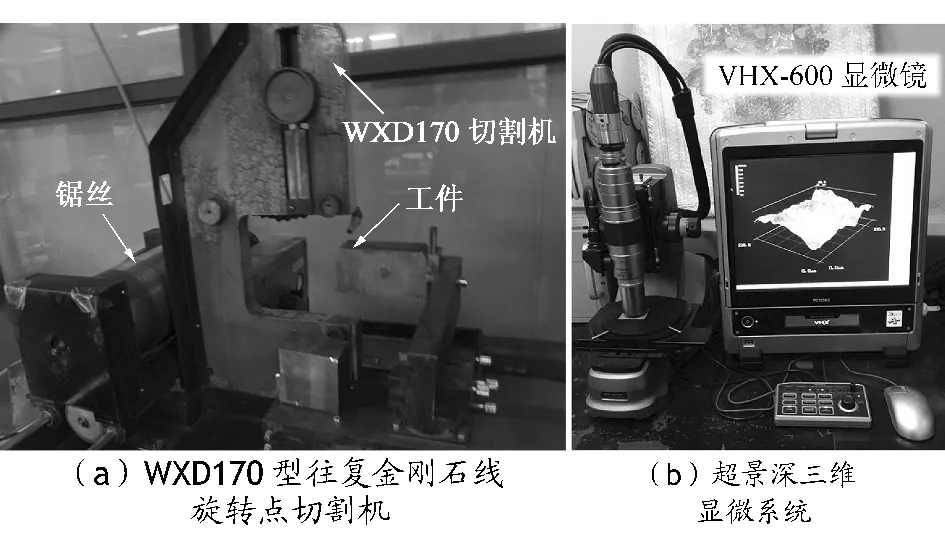
图4 实验平台
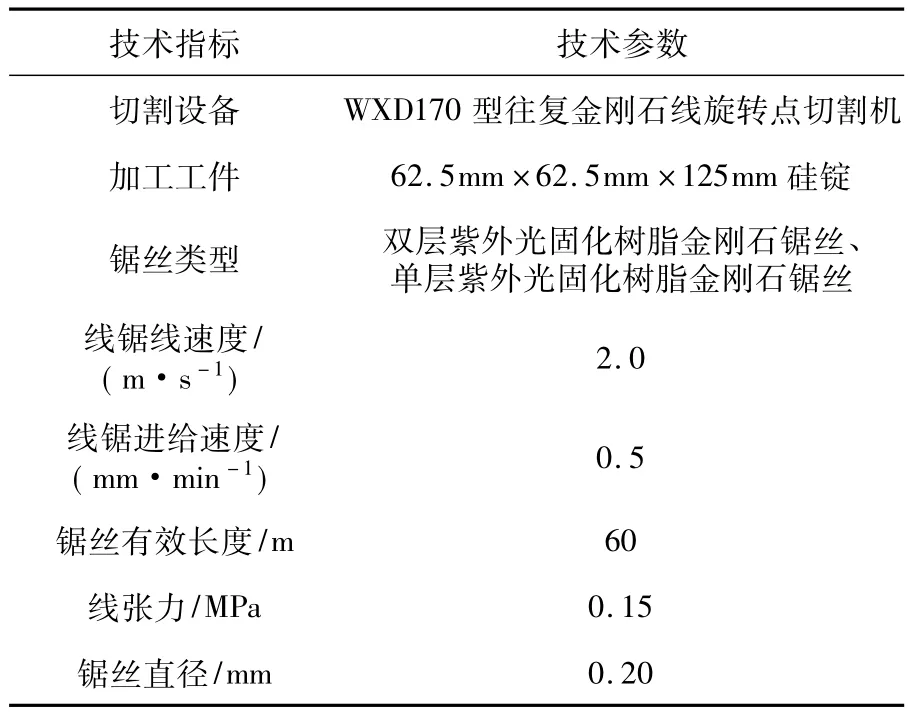
表2 线锯切割实验技术指标
3.2 试验结果与分析
切割效率是评价锯丝的一个重要指标,本文采用材料去除率来衡量锯丝切割效率,即单位时间的切割面积。切割试验中,单层和双层紫外光固化树脂金刚石锯丝分别完成切割62.5mm×60mm的面积所需的时间为148min和144min,则对应的锯丝切割效率分别为25.3mm2/min和26 mm2/min。双层紫外光固化树脂金刚石锯丝的切割效率要高于单层紫外光固化树脂金刚石锯丝,这是由于双层紫外光固化树脂金刚石锯丝内层树脂柔韧性好,而且与芯线结合力强;外层树脂耐磨性高,而且对金刚石磨粒把持力大,提高了锯丝的耐磨性,金刚石磨粒不易脱落,从而该锯丝单位时间内参与切割磨粒数多,切割效率高。
采用VHX-600超景深三维显微系统对两种锯丝切割硅锭的切缝宽度和崩边宽度进行观察,放大倍数设置为300倍,两种锯丝的切缝宽度和崩边宽度如图5所示,切缝宽度和崩边宽度的测量结果见表3。从图5和表3可以看出,在同等实验条件下,双层紫外光固化树脂金刚石锯丝切割硅锭所形成的切缝宽度和平均崩边宽度比单层紫外光固化树脂金刚石锯丝分别减小 6.98μm,7.68μm,这是由于双层紫外光固化树脂金刚石锯丝提高了对磨粒的把持力,单位时间内参与切割磨粒数多,切割效率高,故锯切过程平稳,振动幅度小,硅锭的切缝宽度和崩边宽度相应减小。
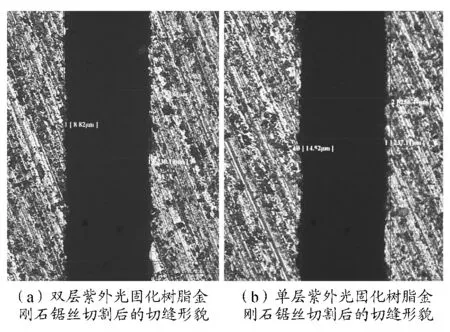
图5 锯丝切割后硅片的切缝宽度和崩边宽度
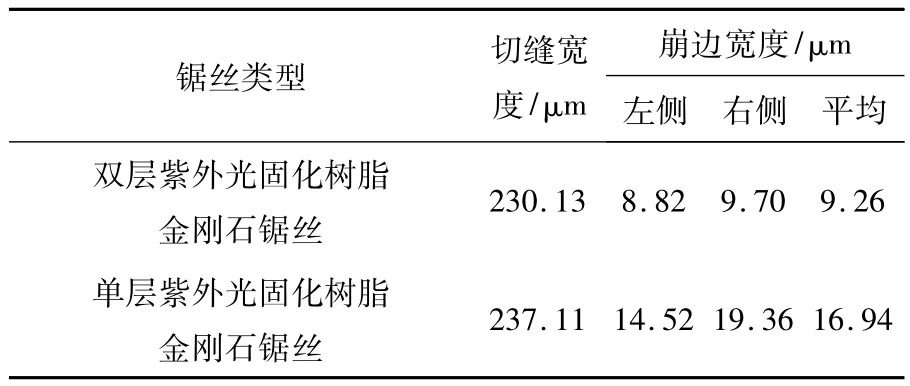
表3 锯丝切割后硅片的切缝宽度和崩边宽度
此外,采用VHX-600超景深三维显微系统对硅片表面形貌进行观察,放大倍数设置100倍,2种锯丝锯切后的硅片表面形貌如图6所示,结合北京时代表面粗糙度仪,在切割硅片表面随机选取3个相距较远的不同平面进行测量,结果见表4。双层紫外光固化树脂金刚石锯丝锯切形成的硅片表面粗糙度为Ra1.031μm,其加工形成的硅片表面质量优于单层紫外光固化树脂金刚石锯丝,这是由于双层紫外光固化树脂金刚石锯丝表面金刚石磨粒数多,单位时间内有更多的磨粒在硅片加工表面进行耕犁,让表面变得更平整。

图6 锯丝切割后硅片的表面形貌
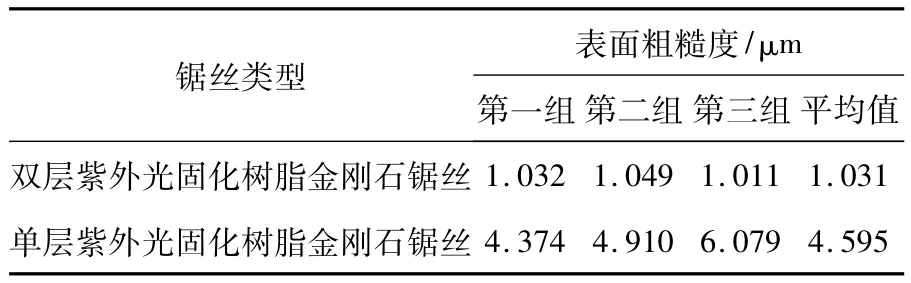
表4 硅片表面粗糙度
4 结束语
对双层和单层紫外光固化树脂金刚石锯丝的切割效率、切缝宽度、崩边宽度、加工表面粗糙度等参数的研究结果表明:两种锯丝的切割效率相持平,但是双层紫外光固化树脂金刚石锯丝加工的硅片的切缝质量和加工表面质量明显优于单层紫外光固化树脂金刚石锯丝。揭示了双层紫外光固化树脂金刚石锯丝对金刚石磨粒的把持力大,树脂层耐磨性好的特点。
研究中紫外光固化树脂金刚石锯丝的使用寿命有待进一步提高,两种锯丝加工到300min左右时,锯丝表面均会出现树脂层大量脱落的现象,制约其使用寿命。可以进一步研究树脂和芯线的结合机理、相关固化工艺、光固化树脂和热固化树脂相结合等方法,提高锯丝使用寿命。
比较国内外紫外光固化树脂金刚石锯丝的研究内容,基本围绕紫外光固化树脂、磨粒、锯丝表面处理等,本文的研究重点在于双层紫外光固化树脂金刚石锯丝的制备工艺及相关参数的研究,目的在于对今后的紫外光固化树脂金刚石锯丝的研究和生产提供一定的参考。
[1] Schumann M,Singh M,Orellana T,et al.Reaching a kerf loss below 100μm by optimizing the relation between wire thickness and abrasive size for multi-wire sawing[C]//Proceedings of the 24th European PV Solar Energy Conference and Exhibition,Hamburg:[s.n.],2009:21-25.
[2] 张厥宗.硅片加工技术[M].北京:化学工业出版社,2009.
[3] 葛培琪.固结磨料金刚石锯丝制造技术[J].金刚石与磨料磨具工程,2006(6):12-13.
[4] 刘福庆.紫外光固化金刚石线锯制造技术研究[D].杭州:浙江工业大学,2009.
[5] 本俊之.利用紫外线固化树脂开发树脂结合剂金刚石线锯[J].珠宝科技,2004,16(5):56-61.
[6] 上冈勇夫,菅原润,沟口晃,等.线锯及其制造法:日本,98800112.8[P].1999-05-05.
[7] 井手大介.树脂结合剂线锯:日本,200810168499.1[P].2010-05-26.
[8] Binet M L ,Commereuc S ,Lajoie P.Access to new polymerichindered amine stabilisers from oligo-meric terpene resins[J].Journal of Photochemis-t ry and Photobiology A:Chemistry,2000,137(1) :71-77.
[9] 彭伟,高涛,姚春燕.光固化树脂结合剂锯片结合机理及其应用研究[J].中国机械工程,2006,17(20):2148-2154.
