镁合金中空薄壁型材的脉冲MIG焊
2013-08-05权高峰张英波吕建刚
李 欣,权高峰,张英波,吕建刚
(西南交通大学 交通运输装备轻量化研究所,四川 成都 610031)
0 前言
镁合金作为目前工业应用中最轻的结构材料,与铝合金相比,具有密度小、比强度高、切削加工性好等优点,在航空、汽车、电子工业、轨道交通等领域正得到日益广泛的应用[1-3]。但是,镁合金塑性较差,挤压、轧制性能不好,多采用压铸方式加工成型。随着对镁合金研究的进一步深入和镁合金应用领域的进一步扩展,深入开展镁合金焊接技术研究、提高镁合金的焊接性、获得优质焊接接头显得尤为重要和迫切[4]。本研究采用交流脉冲MIG焊对翼厚3.2 mm的AZ31镁合金中空薄壁型材进行焊接,获得了最佳的焊接参数和良好的焊接接头,并且分析了焊接接头的硬度、抗拉强度等力学性能。
1 试验材料和试验方法
母材为AZ31镁合金中空薄壁型材,型材尺寸如图1所示,焊接翼厚度3.2 mm。焊丝采用经过工厂拉拔的AZ61镁合金焊丝,直径φ1.6 mm,母材和焊丝的化学成分如表1所示。焊接电源选用EWM PHOENIX 421 PULS forceArc多功能脉冲逆变焊接电源,MIG焊,采用99.99%氩气进行保护焊接。
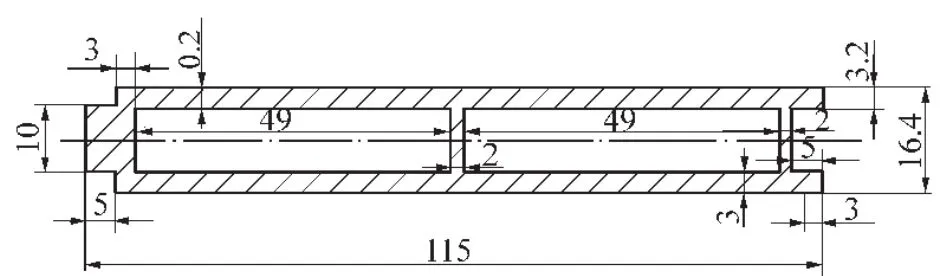
图1 AZ31中空薄壁型材横截面
1.1 焊前处理
焊前充分打磨待焊区(焊接试件距离坡口中心线35 mm以内),去除试件表面的油污、水分、氧化膜等,避免焊材表面的氧化膜、水分、油污影响焊接质量,然后用丙酮擦拭。
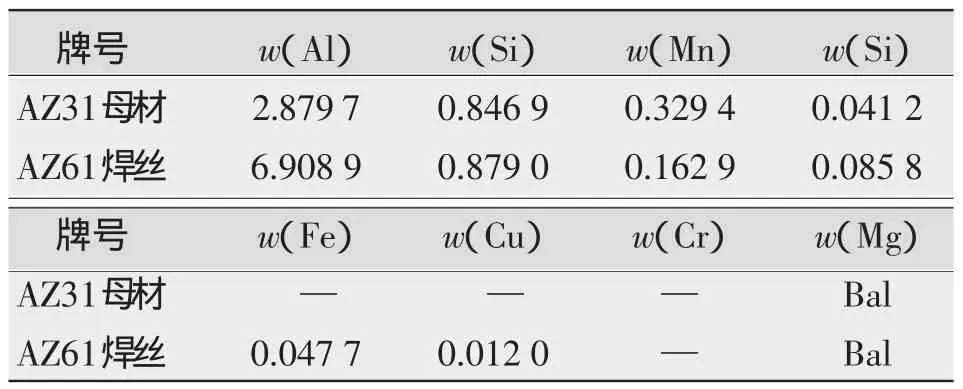
表1 母材和焊丝化学成分 %
1.2 焊接工艺参数选择
焊接热输入主要受焊接电流、电压和焊接速度的影响。如果焊接热输入过大,则会导致焊接接头过热、焊塌或热裂纹,降低接头冲击韧性;如果热输入过小,则会有未焊透、焊缝气孔等现象。焊接镁合金应在满足焊缝成形、能够焊透的情况下尽可能采用大的焊接热输入。
脉冲MIG焊工艺特点:(1)较宽的焊接参数调节范围;(2)可精确控制电弧能量;(3)适于焊接薄板和全位置焊[5]。此外,脉冲电弧还具有加强熔池搅拌的作用,改善熔池冶金性能,有利于消除气孔。
1.3 微观组织
选取适当的焊接接头部位进行金相组织观察,经过砂纸研磨、抛光之后,用2%苦味酸溶液浸蚀,大约1min后用纯酒精清洗。在光学显微镜下观察试样的金相组织,拍摄试样的微观分区,获得试样各个分区的金相组织图片。
1.4 力学性能和硬度试验
在万能拉伸试验机上对表面成形良好的焊接接头及母材(AZ31挤压型材)进行拉伸实验,得到焊接接头及母材的抗拉强度、屈服强度和延伸率。用HV-10B维氏硬度计和HVS-30型数显维氏硬度计对接头进行硬度测量。
2 实验结果和分析
2.1 焊接参数
焊接过程中采用统一的收弧电流70 A,收弧电压19.1 V,保护气体流量24 L/min,干伸长15 mm。经过一系列的焊接参数实验对比,获得了较佳的焊接参数如表2所示,得到的焊缝成形良好,如图2所示,其中平均电流100A时出现了未焊透现象;平均电流140A时,焊缝成形最好;平均电流160A时,焊接过程中出现了少量的飞溅。
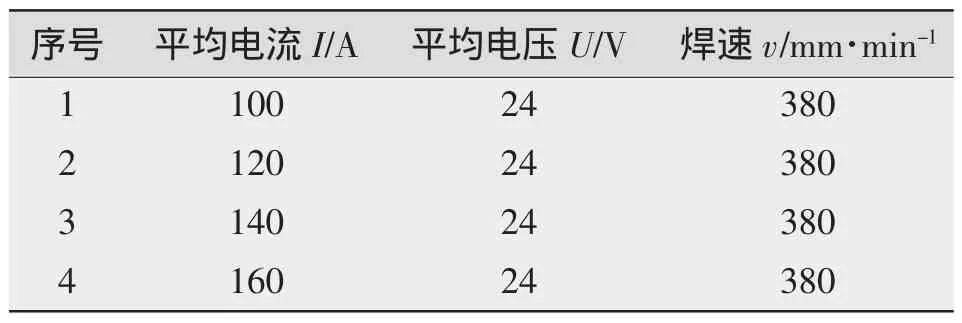
表2 脉冲MIG焊接工艺参数
2.2 接头微观组织分析
沿垂直于焊缝方向取样,然后进行磨样、抛光、腐蚀,在光学显微镜下观察焊缝组织,如图3所示。
焊缝组织主要由浅灰色的ɑ-Mg组成,而HAZ区域主要是粗大的ɑ-Mg和少量的黑色物质组成,由能谱分析(见图4)得到黑色物质可能是Mg-Zn-Al化合物。由图3可知,焊缝较热影响区的晶粒要细小,这与焊接热循环过程和母材材质有关[6]。MIG焊中,焊缝区受热温度升高,热量以热传导的方式向四周传导,加上脉冲电弧的搅拌作用以及周围气体流动带走一部分热量,使得焊缝区散热快,金属快速凝固,形成晶粒细小的组织。镁合金导热系数大、熔点低、散热快,造成热影响区晶粒受热发生动态再回复却没来得及进行再结晶而变得粗大[6]。
2.3 显微硬度分析
硬度测量结果如图5所示。测得结果为:母材平均硬度51.5 HV,热影响区平均硬度47 HV,焊缝平均硬度58 HV。
焊缝区组织较为均匀,晶粒细小。焊接过程中由于镁的沸点低,有蒸发现象,焊缝区Mg的质量分数低于母材,Al、Zn的质量分数有所升高,导致焊缝区硬度升高[7]。热影响区的晶粒粗大,硬度降低。
2.4 力学性能
对焊接接头进行拉伸试验,观察断口形貌。平均电流为140 A的焊接接头与母材力学性能对比如表3、图6所示,得到焊接接头抗拉强度218.05 MPa,为母材的90.85%;平均延伸率11.3%,为母材的90%。焊接接头的平均屈服强度是103.1MPa,为母材的67.4%。在拉伸过程中,母材断裂处与受力方向夹角成45°,断裂主要发生在热影响区。母材和接头的断口形貌如图7所示。
由断口形貌可以看出,母材和焊缝断口上均分布有大量拉长的浅韧窝,母材断口为扁平状,脆性较大,有沿晶断裂特征,这是因为在挤压过程中导致母材塑性变差。焊接接头区断裂面较扁平,有较深而短的二次裂纹,表现出一定的韧性。由于HAZ区晶粒粗大,裂纹易于形成,塑性较差,所以HAZ区先于母材和焊缝产生裂纹,发生断裂。母材和焊缝断口上都没有发现气孔和明显的夹杂物,表明焊接接头的冶金质量较好。
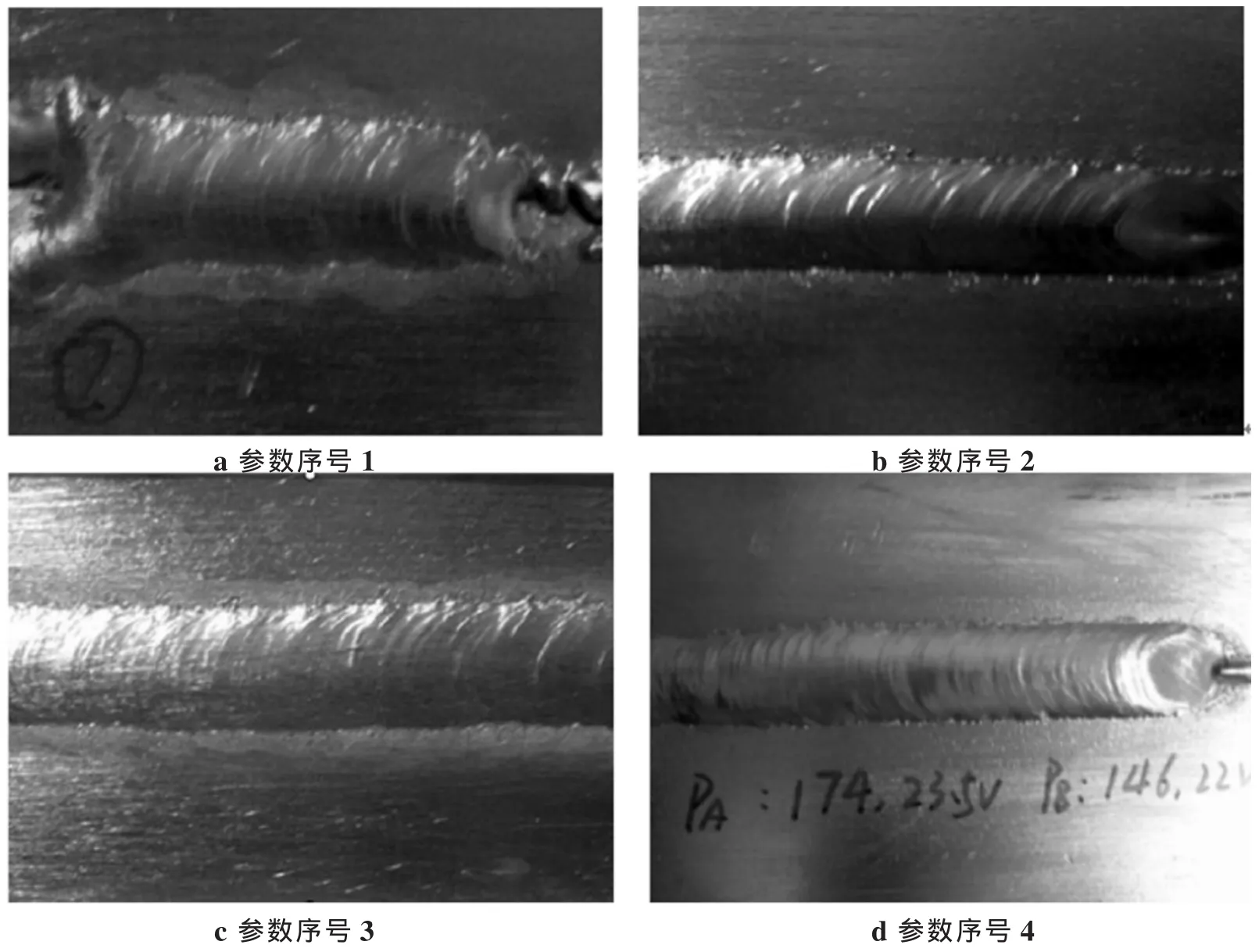
图2 不同参数的焊缝形貌
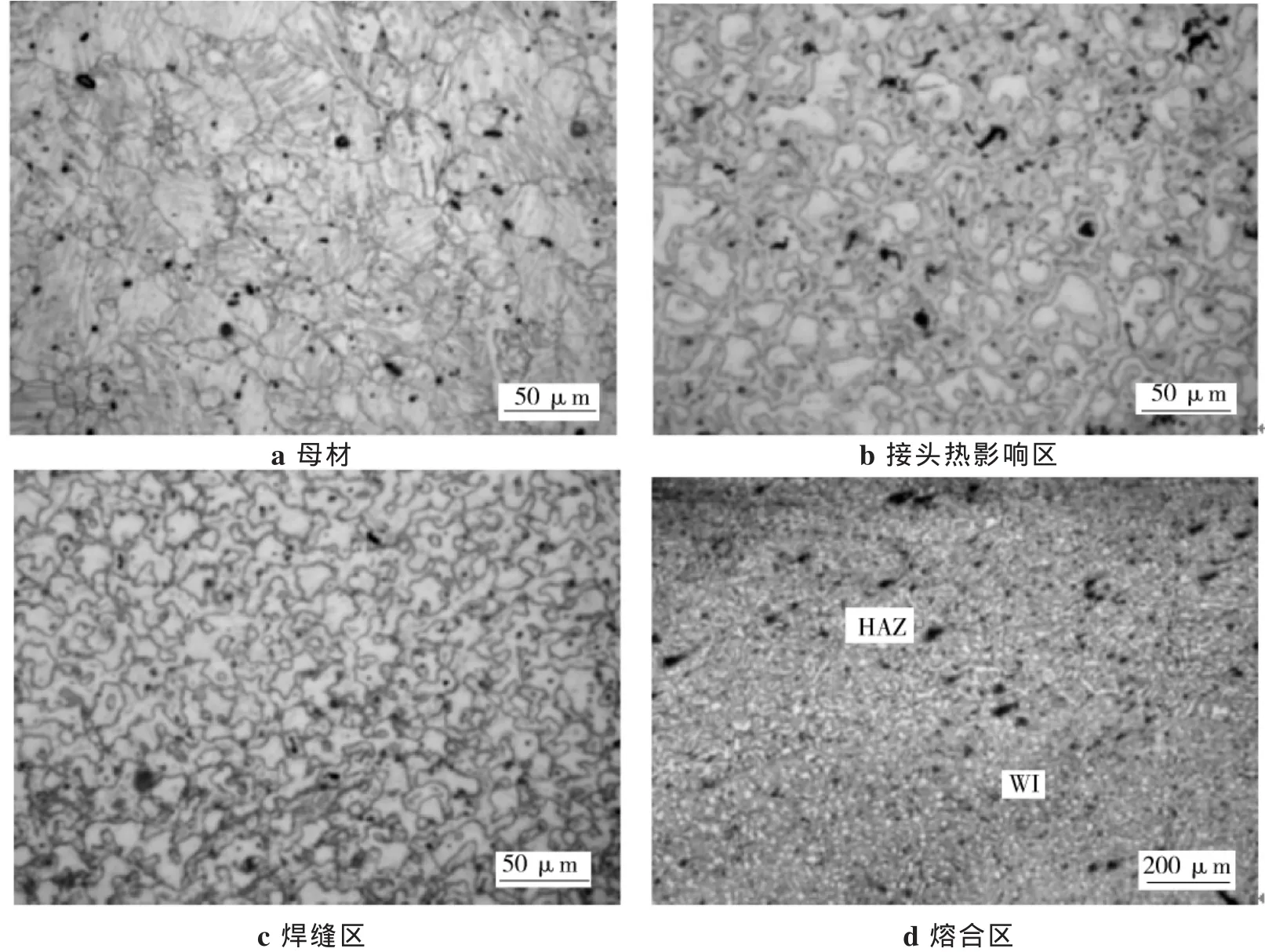
图3 不同位置处的金相组织

图4 焊缝组织能谱分析

图5 接头显微硬度分布
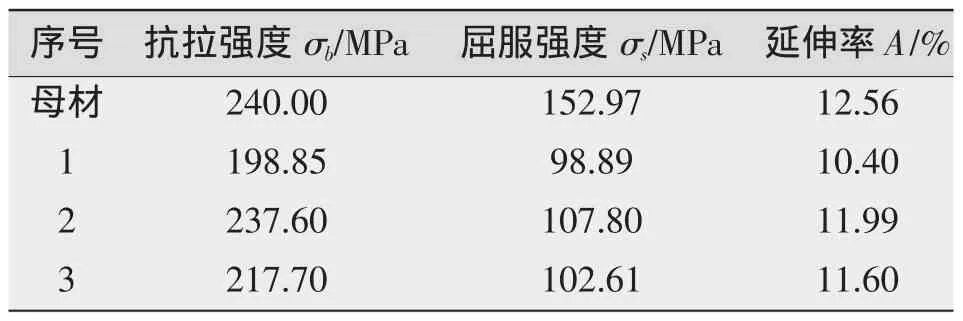
表3 母材与焊接接头拉伸力学性能

图6 MIG焊接接头与母材拉伸对比曲线
3 结论
(1)采用脉冲MIG焊,在适当的焊接参数下,可以得到表面呈鱼鳞纹状、连续的、成形良好的焊缝,且焊接过程中飞溅少,电弧稳定。
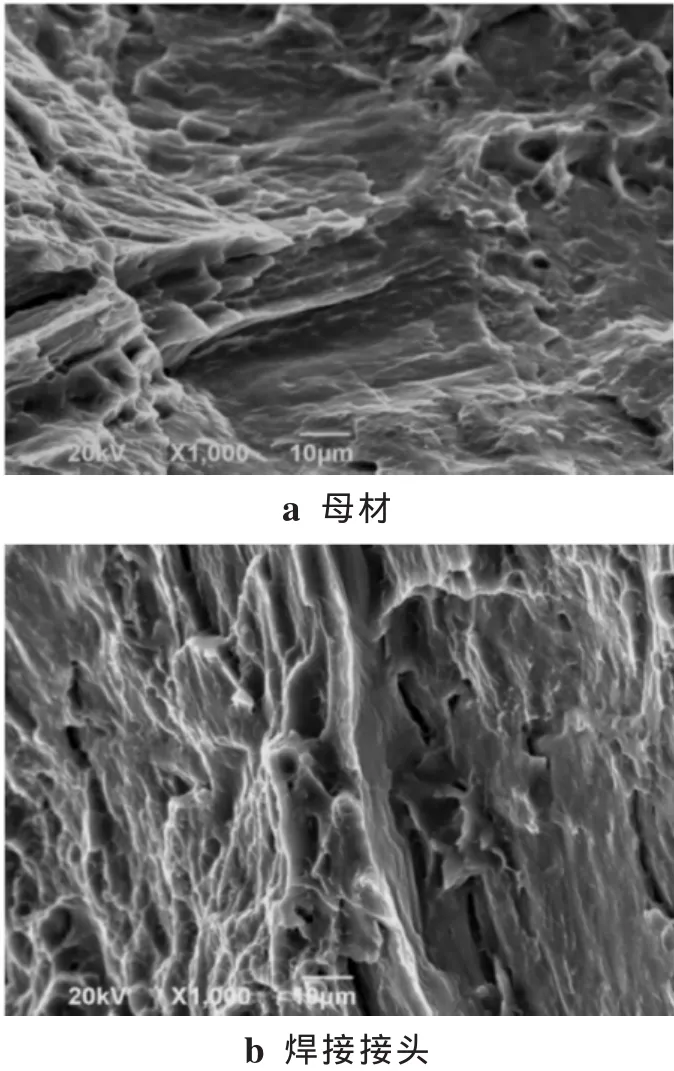
图7 母材和接头的断口形貌
(2)焊接接头抗拉强度218.05 MPa,为母材的90.85%;平均延伸率11.3%,为母材的90%。焊接接头平均屈服强度103.1 MPa,为母材的67.4%。
(3)焊接接头中焊缝的晶粒细小,硬度高于母材;热影响区是过热组织,晶粒粗大,硬度比母材低,塑性差。
(4)断口处有深且短的二次裂纹,是焊接接头处塑性差、易于断裂的原因之一。
[1]Mordike B L,Ebert T.Magnesium properties-applications-potential[J].Materials Science and Engineering A,2001(302):37-54.
[2]Wang Y X,Guan S K,Zeng X Q,et al.Effects of RE on the microstructure and mechanical properties of Mg-8Zn-4Al magnesium alloy[J].Materials Science and Engineering A,2006(416):109-118.
[3]黄伯云.我国有色金属材料现状及发展战略[J].中国有色金属学报,2004(S1):122-127.
[4]于思荣,陈显军,刘耀辉.AZ31B变形镁合金板材的TIG焊接[J].吉林大学学报(工学版),2009,39(3):159-163.
[5]雷世明.焊接方法与设备[M].北京:机械工业出版社,2009.
[6]梁国俐,苑少强,张晓娟.AZ31B变形镁合金TIG焊接头组织及断口形貌分析[J].材料导报:纳米与新材料专辑,2008(03):379.
[7]陈树君,蒋 凡,于 洋.AZ31镁合金TIG焊接热输入分析[A].第十五次全国焊接学术会议论文集[C].西宁:2010.