燕京:信息技术新动向
2013-04-29张越
张越
2000年前后,中国啤酒行业在企业信息化的战场上烽烟四起,几大国产品牌在中国啤酒消费市场的版图上加紧跑马圈地。由于啤酒是一种对新鲜程度要求较高的酒类,产品的存放时间和条件直接影响到其口味和品质。此外,啤酒行业有很强的地域性、销售的季节性特点,企业在本地市场、淡季旺季把握上的行业特殊性,决定了啤酒管理系统中的很多需求与标准软件的功能相去甚远。
作为中国啤酒行业吨位最大的“航空母舰”,燕京啤酒经历了十多年的信息化进程,从最初的会计电算化、ERP管理软件、二维码追溯上线,开始通过信息技术来提高“新鲜度管理”、能源量化管理。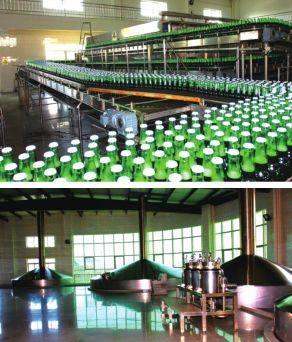
设备改造,自控水平提升
根据中国质量协会不久前公布的啤酒行业消费者满意度测评结果,燕京啤酒位列消费者满意度前二。测评结果显示,消费者对啤酒的质量和品牌最为看重。于1980年建厂的啤酒企业如今又是如何保障“清爽宜人”的金牌标签的?记者在北京燕京总部眼见一二。
啤酒生产的原料很简单,一般就需要麦芽和啤酒花。工艺却很复杂,包括大麦变麦芽,麦芽烘干再回潮,回潮后的麦芽要被粉碎,然后进行糖化,过滤、煮沸最后变成麦汁进行发酵,再进入灌装车间灌装(瓶)、装箱。如今,燕京啤酒集团总部单厂生产能力达到120万吨。
作为中国首家采用计算机控制啤酒发酵的啤酒企业,燕京总部对其所拥有的二个制麦车间、三个糖化车间、三个发酵车间400个发酵罐、十八个包装车间、二个制冷车间、二个动力车间进行了计算机控制啤酒生产全过程改造。除了灌装车间能够看到有工人在工作外,从烘焙、糖化到发酵灌装,几乎看不到工人。
在糖化车间,燕京引进德国的Huppmann公司的工艺设计改进糖化设备,全套自控系统,CIP清洗系统采用了Huppmann公司的设计和制造工艺。只需要工人通过计算机操作,屏幕上就可以显示出带有编号的一个个反漏斗形糖化设备的温度、容量、时间等多种参数。这些参数通过安装在糖化设备周围的400余个传感器采集所得的信息,PLC(发酵监控)、(可编程逻辑控制器)系统再把各种形式的信号进行转换,最后传到计算机系统中。在啤酒生产的糖化过程中,微机自动控制模式将糊化、糖化、煮沸、过滤、沉淀、冷却和CIP清洗等多个环节,对温度、压力、流量、液位、浊度、浓度等多个参数和被控对象进行实时监视和调节。控制的工艺参数100多个,I/O输入输出总点数达到500多个。如果采用手动控制方式,不仅需要大量的劳动力,而且控制精度较差,工艺指标也得不到保证。
在发酵车间,发酵设备、过滤机引进瑞士Filtrox公司50吨/小时烛式硅藻土过滤机,浊度在线测量,超标自动打循环,硅藻土直排室外。管道系统元件、阀门、管板采用德国凯赛曼公司产品。麦汁充氧量和酵母添加系统引进了瑞典阿法拉伐公司产品,全自动控制,能够在线测定接种酵母活细胞数量,实现了酵母活细胞定量准确添加,提高了啤酒发酵工艺稳定性,保证了发酵质量。
灌装设备采用德国克朗斯公司和KHS公司的3.6万瓶/小时能力的灌装生产线,采用了多项最新技术,如激光照排验瓶,灌装采用电子阀二次抽真空,二次CO2备压,输瓶链道无压力输送。纯生啤酒灌装设备为德国KHS公司无菌灌装生产线,灌装采用电子阀控制。配备有工作状态检测和故障诊断系统,工作二小时自动打开清洗,保证成品酒污染率为零。从啤酒过滤到灌装出成品,能够保证清酒溶解氧在100个PPB以下,达到了很高的控制水平。
在燕京总部打造的三十万吨精品工程中,包括一个糖化车间两条糖化生产线、三条灌装生产线,一个发酵车间36个纯生发酵罐、12个清酒罐、三套CIP清洗设备、三套啤酒过滤设备,装备水平达到国际领先水平。通过技术改造之后,提高生产效率,实现了生产计划与调度集成,计划准确性得到提升,计划兑现率提高5%以上;同时,生产线周期更加可控,啤酒新鲜度得到保证,在生产工序、工艺、理化指标等各项工艺环节保证了产品质量,使啤酒保质期达到了一年以上。
节约与效益并举
面对复杂激烈的市场竞争形势和生产经营成本上升的双重挑战,为落实十二五节能目标,向管理要效益降低各项能耗完成生产任务,燕京总部共投资836万元,成立节能小组,着手对各项能源数据进行量化管理。2012年3月5日,能源计量管理系统(EMS)开始施工, 5月1日开始试运行。该系统投入使用后,燕京啤酒2012年5—8月统计,在产量增长的情况下,比上年同期累计节约原煤7200吨、节电177万千瓦、节水11万吨,总计节能降耗约743万元,仅用4个月时间就收回了项目的大半投资。
能源计量管理系统简单说,就是把生产企业的能源消耗,如水、气(汽)、风、电的使用过程数据,监测、记录、分析、指导。
在项目运行中,燕京总部将厂区各生产车间、办公楼、各个站房、各类库房等部门的电、水、蒸汽、CO2、压缩空气以及相应一次、二次燃料的能源,都纳入了能源计量管理系统中。通过 EMS 系统的运行,实时监控企业各种能源的详细使用情况,将会自动存储所有重要的历史生产数据,通过对数据进行挖掘、分析、加工和处理,寻找改善能源平衡的空间,结合当前或未来的能源特点以及公司自身的发展,更加合理地对能源需求计划量和能源实际消耗量进行预测,切实有效地防止能源的浪费。加强对公司和能源系统的主要技术经济指标进行分析,为提高能源供需计划精度、评价公司能源利用水平、能源系统调度管理水平和公司能源系统决策提供依据。为节能降耗提供直观科学的依据,为企业查找能耗弱点,促进管理水平进一步提高,运营成本进一步降低,达到节能减排,节能降耗,再创造效益的目的。
能源计量管理系统作为能源管理的“眼睛”,是节能减排的重要基础性工作。EMS运行使原有的静态测量方法发生了根本性变化,众多用能单位通过在各个重要生产环节安装多功能、在线监测仪器仪表,实现对生产过程的实时、动态、智能化监控与管理,在提高产品质量、降低能源消耗和节约产品成本等方面仍发挥着积极作用。到2012年底,运行以来同比节约原煤11982.96吨,节约用电3240000度,节约用水159915吨,以上三项共节约资金1131万元。
不过目前,大多在线监测计量器具不便拆卸,导致对其进行检定、校准,量值溯源过程比较困难。如何对这些处于生产管理一线的在线监测计量器具进行量传,保证其量值准确可靠,是目前生产和计量领域面临的一个现实难题。迫切需要通过准确度更高的在线监测计量仪器仪表、在线监测设备检测方法和装置,实现能源计量器具量值溯源,并将其纳入用能单位日常能源计量管理体系。