环氧富锌预涂底漆在和谐D2机车上的应用
2013-03-27梁家红刘小平
梁家红,刘小平,朱 爱,周 浩
(中国北车集团大同电力机车有限责任公司,山西 大同 037038)
0 引言
“和谐D2”型大功率交流传动机车是由法国阿尔斯通交通运输股份有限公司和大同电力机车有限责任公司(以下简称同车公司)为中国大秦线牵引20 000 t重载货运列车而联合设计的一种新型重载货运交流传动机车。机车制造质量要求严格,外观文化状态要求高。同车公司备料车间钢材预处理线先后选用过乙烯磷化底漆和丙烯酸预涂底漆。随着技术引进“和谐”型机车对制造质量要求的提高,作为预涂底漆,乙烯磷化底漆和丙烯酸预涂底漆已不能满足要求。为此,同车公司经多方调研和试验,选用环氧富锌预涂底漆作为预涂底漆,应用在HXD2、HXD2B、HXD2C等“和谐”系列机车上。
1 预涂底漆的性能要求
所谓预涂底漆(或叫车间底漆),是指在对钢材除油、除锈后,在进行冷加工、组成钢结构前的这段时间内,为防止锈蚀,而涂装的底漆[1]。由于它是表面处理后的临时防护油漆,也是随后油漆系统中的一部分,预涂底漆除具有防锈功能外,还应具有以下性能。

表1 铁道机、客车用预涂底漆主要技术指标
1)快干;2)对钢材表面附着力强;3)良好的物理特性,如抗磨损、弯曲、冲击、划伤等特性。在以后机械加工时不会被损伤;4)良好的防锈保护性能,在半年至一年内保护钢材不受腐蚀;5)对焊接、切割的影响小。在较薄的厚度下使用,焊接、切割时不能释放出有毒气体;6)对后道油漆有良好的相容性;7)良好的喷涂工艺性能。应能自动化、机械化涂装,并保证得到均匀的涂层厚度。
上世纪六、七十年代在造船行业中预涂底漆被广泛采用,20世纪80年代开始在我国的铁路机车、车辆制造行业逐渐采用。并对预涂底漆专门作了要求,表1为工车[1992]334号文中对预涂底漆的要求。
2 环氧富锌预涂底漆的优越性能
先期使用乙烯磷化底漆和丙烯酸预涂底漆的主要指标,见表2、表3。
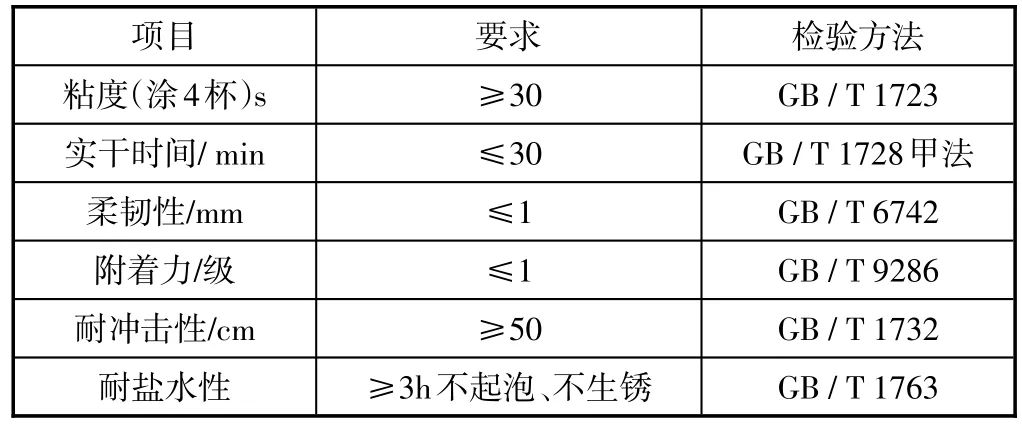
表2 乙烯磷化底漆

表3 丙烯酸预涂底漆
环氧富锌预涂底漆是一种以环氧树脂、聚酰铵和锌粉为主要原料的环氧防锈车间底漆。用锌粉配制底漆对铁基体起到阴级保护作用,环氧富锌底漆主要技术指标,见表4。

表4 环氧富锌底漆主要技术指标
Q235-A钢板用环氧富锌底漆涂刷焊接后机械性能检测情况,见表5。从以上技术指标与焊接试验可以看出,环氧富锌底漆有极好的焊接施工性、防腐蚀性,与钢材有极好的附着力,与铁路机车、车辆现用多种涂料有极好的配套性。许多指标已高于《工车[1992]334号文》要求和乙烯磷化底漆和丙烯酸预涂底漆。

表5 机械性能检测
3 环氧富锌预涂底漆的施工工艺及注意事项

表6 环氧富锌预涂底漆涂装状态
环氧富锌预涂底漆应在表面处理(除油、除锈)完后尽快涂装,喷砂后的钢板放置时间一般不应超过8小时,钢材表面预处理完成后,不允许表面重新氧化或积累杂质,因此,表面预处理完成后应尽快进行油漆涂装,如果超过则应重新喷砂[2]。底漆施工采用无空气喷涂,喷枪嘴尺寸按漆膜实际使用状况进行调整,保证钢板上下表面涂膜厚度均为10~15μm,厚度不宜超过20μm,否则会影响后期焊接质量。选用环氧富锌预涂底漆涂装状态,见表6。在施工过程中应该注意以下事项:
1)要认真控制钢材表面喷砂质量,每天要测试表面清洁度、辊道速度、抛头电机电流表数。
2)钢材表面处理应去除钢材的氧化皮,达到一定的清洁度和粗糙度。对钢材表面预处理的一般要求:
(1)喷砂清洁度等级:ISO 8501-1,Sa为2.5;[3](2)表面粗糙度:平均Ra为25~50μm,也就是达到近乎白色金属的清洁度,至少95%的表面应看不到任何残留物。喷砂表面不应有尖点,表面粗糙度应控制在Ra为25~50μm,灰尘及任何残留物应在涂装底漆之前用刷子、高压空气或真空吸尘等方法去除;(3)喷砂密度:85%,清理所有可见杂质;(4)喷砂表面灰尘:用压缩空气吹去所有可见灰尘(等级为3级以上);(5)油污:用有机溶剂擦洗或火焰处理,去除所有可见油污。
3)油漆施工前应根据规范要求和具体的油漆技术参数进行调漆,并在使用过程中应注意经常搅拌。双组分油漆应采用固化剂加入基料后充分搅拌的混合方法,混合充分后在施工前加入适当的稀释剂,油漆的稀释比例可根据气候及生产条件作适当调整。混合后的双组分油漆不能超过其混合使用期,混合使用期与温度有关,温度高,混合使用期就较短,因此,应在每次施工前根据生产状况估计油漆消耗量配制油漆。
油漆兑稀比例为:主剂·固化剂·稀释剂=40·3.2·84 kg,涂-4杯,10.6 s。
4)喷漆进行中不许调漆,测试粘度,记录产品批号、用量、库存及相关记录。
5)在50℃下烘干5 min。
6)记录环境温度、烘室温度及烘烤时间、钢板进入轧平机后粘辊情况,并测量漆膜厚度。
7)3 mm以下的钢板经过约30 m辊道后要进行轧平,经过轧平机有沾辊问题出现,而且沾辊较为严重。烘烤温度达到约65℃时沾辊现象消失。需要调整漆膜的干膜厚度,漆膜厚度应在20μm以下。
8)有漏涂漆的钢板表面需要用空气喷涂补漆,从而达到保护目的。
4 结束语
通过同车公司对和谐D2系列机车选用环氧富锌预涂底漆,不仅提高了钢材的防腐性能、焊接施工性、以及与底漆极好的配套性,而且还经受住了机车实际运行环境的考验,提升了同车公司涂装技术和作业质量,提高了机车外观质量状态。
[1] 国家技术监督局.GB 8923—88涂装前钢材表面锈蚀等级和除锈等级[S].北京:中国标准出版社,1989:3-10.
[2] 国际化专业组织.ISO 8501—1:1988钢材在涂装油漆及和油漆有关产品前的预处理[S].美国:[s,n],1988.
[3] 段红,何永利,王仲民.模具钢高速切削表面粗糙度的试验研究[J].工具技术,2005(11):28-30.
