三组分复合防伪纤维组件设计研究
2013-03-25陈文源杨崇倡
高 波,陈文源,杨崇倡*
(1.纺织装备教育部工程研究中心,上海201620;2.东华大学机械工程学院,上海201620)
目前,国内现有防伪纤维主要有染色纤维、荧光防伪纤维、变色纤维等,这些多集中于纤维材料防伪,在多组分复合防伪纤维方面研究很少。在国外,俄罗斯研制了防伪标志用的聚酰胺纤维和聚酯纤维,以光谱反射形成防伪标志;美国Hills公司已经研制出纤维截面带有Logo的纤维,已用于美钞中作防伪特种纤维;日本东丽工业公司设计了一种具有良好可染性和质地感的复丝微细纤维前驱体的三组分海-岛型纤维[1]。国内多组分防伪纤维方面没有明确的防伪标准及检验仪器,未见有投入服装品牌防伪等应用,与国外相比差距很大。作者针对传统的防伪纤维存在的不足,设计一种新型的三组分复合防伪纤维,采用常规涤纶的生产工艺[2],根据防伪纤维本身的特点,进行相应的调节设计,设计了三组分复合纺丝组件,取得了较好的结果。
1 试验
1.1 原料
半消光聚酯(PET)切片:特性黏数为(0.645 ±0.013)dL/g,熔点(261.5 ±1.2)℃,色度b值为7.2±2,羧基含量小于40 mol/t,二甘醇质量分数为0.55% ~0.80%,江苏申久化纤有限公司产;PET红色母粒、PET蓝色母粒:苏州宝力塑胶材料有限公司生产。
1.2 主要设备
HV416-150×30型螺杆挤压机、纺丝箱:上海金纬化纤机械制造有限公司制;齿轮式计量泵:天津兆川机电制。
JW845卷绕设备:卷绕速度为3 500~5 000 m/min,最大卷装直径为360 mm。
1.3 实验方法
复合纺丝工艺过程如下:将PET切片、PET红色母粒、PET蓝色母粒分别在VC353干燥设备中180℃下干燥8 h以上,然后经熔融挤出、过滤、熔体计量(按PET与色母粒质量比为100/3)、随后进入复合纺丝箱体,在喷丝组件中,通过各自的流道在喷丝孔的入口处,熔体汇合一起挤出。由于熔体很快固化,所以不会混合,形成界面清晰的多组分复合纤维,如图1所示。
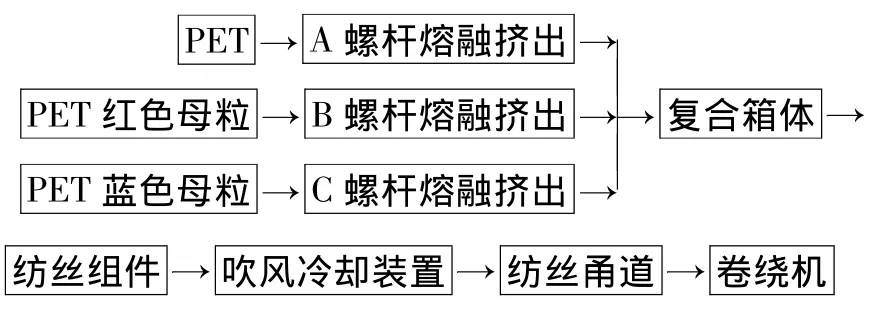
图1 三组分复合纺丝工艺流程示意Fig.1 Flow chart of three-component composite spinning process
纺丝工艺参数为:挤压机1Ⅰ~Ⅳ温度分别为285,295,292,290 ℃,挤压机2 Ⅰ ~ Ⅳ温度分别为282,294,291,289 ℃,挤压机3 Ⅰ ~ Ⅳ温度分别282,292,291,290 ℃;联苯炉气相温度 295℃,液相温度295℃;干燥塔气体加热温度180℃,进气口温度180℃,塔内温度175℃。
冷却工艺参数为风压大于等于0.45 MPa,湿度(65 ±2)%,风温(25 ±0.5)℃,风速 0.5 m/s,出风口与板面中心距离150 mm。
2 结果与讨论
2.1 组件设计
在纺丝组件中,分配板是多组分纺丝组件中的关键部件,作用是将熔体均匀的分配到喷丝孔上,还起支撑过滤层和承受压力的作用[3]。复合纺丝组件中的分配板设计除了要保证熔体均匀地流动分配外,还要考虑在分配板面上合理地加工出流道,保证各孔都有充足的熔体贮备,板厚的选择除了考虑流道的设置和制造工艺要求外,还要考虑板的承压能力,在整个纺丝组件中,组件入口处的熔体压力值最大,随着熔体的流动,通过各层元件上开设的流道,压力不断损失,直至喷丝板微孔出口处完全释放[4]。
分配板的压力损失(PBP)计算如下:

式中:Q为熔体流量;η为熔体黏度;L为分配板厚度;d为分配板孔径;Z为分配板孔数。
根据式(1)的计算方法,分配板三、四的孔径及长度、压力降的分配数据如表1,2所示。
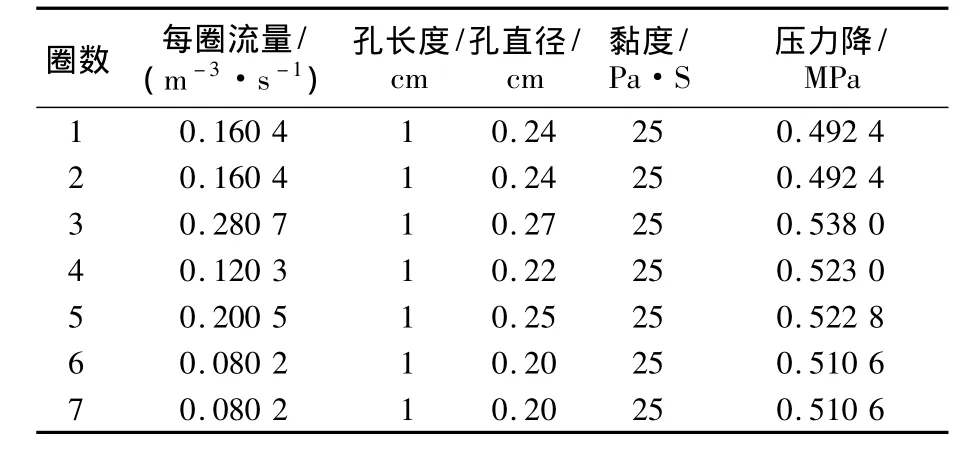
表1 分配板三的孔径等参数的计算Tab.1 Parameter calculation for the third distributing plate

表2 分配板四的孔径计算Tab.2 Parameter calculation for the fourth distributing plate
根据组件设计原则设计了一种等分三组分并列型纺丝组件如下图2所示,基于该组件的熔体的分配方式,可以使熔体在组件内有较短的停留时间,并且保证纺丝组件的压力均衡,可使熔体均匀的从微孔中喷出。

图2 等分并列三组分组件分配板组合Fig.2 Assembly of aliquot parallel distributing plates for three components
2.2 三组分复合防伪纤维形貌
按照上述设计的三组分组件,在适宜的工艺条件下,所纺得到的三组分复合防伪纤维(未拉伸)截面形貌如图3所示。
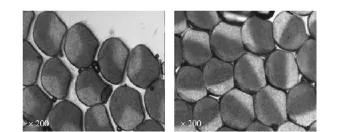
图3 三组分复合纺伪纤维截面Fig.3 Section of anti-counterfeiting three-component composite fiber
由图3可以看出,三组复合含防伪纤维为白色、淡蓝色与粉红色3种组分,适当调节色母粒比例大小,可以相应调节每种组分颜色深浅。
3 结论
a.根据组件设计原则及分配板的压力损失公式,计算出孔径及长度、压力降等相关数据,设计了生产防伪纤维的三组分组件。
b.以普通涤纶的工艺参数为依据,添加红色色母粒和蓝色色母粒进行纺丝工艺试验,PET与色母粒添加质量比为100/3,所得三组分复合防伪纤维截面图显示效果良好,能够起到很好的防伪的效果。
[1] 曹均雨,甘学辉,杨崇倡,等.三组分复合纺丝技术的发展现状及趋势[J].合成纤维,2010,39(2):12 -14.
[2] 臧昆,臧己.纺丝流变学基础[M].北京:纺织工业出版社,1993:78-103.
[3] 郭英.复合纺丝组件薄型分配板及其制造工艺要求[J].合成纤维工业,2002,25(2):46 -48.
[4] 贾春红.大容量复合纺丝组件的关键技术研究[D].上海:东华大学,2009.
