数控铣削圆弧半径编程尺寸精度对形状的影响
2013-03-09周兰
周兰
(武汉船舶职业技术学院机械工程学院,湖北武汉 430050)
数控铣削圆弧半径编程尺寸精度对形状的影响
周兰
(武汉船舶职业技术学院机械工程学院,湖北武汉 430050)
数控铣削加工圆弧轮廓时,由于圆弧半径尺寸精度处理不当,会造成圆弧尺寸精度误差甚至是形状偏差。从数控系统控制原理上分析了产生这种偏差的原因,给出了保证圆弧加工尺寸精度及修正形状偏差的措施。
数控铣削;圆弧半径;尺寸精度;形状偏差
1 圆弧半径编程尺寸精度处理不当对形状的影响
使用配备FANUC系统的数控铣床加工如图1所示盘类零件,零件指状凸台轮廓形状由直线、圆弧相交、相切构成 (凸台厚度6 mm)。指状凸圆弧部分图纸标注尺寸及其偏差为φ16,凹圆弧图纸标注半径为R8。编制加工程序时,以工件上表面中心为工件坐标系原点,按照图纸给定尺寸,凸圆弧φ16理应按照中间尺寸15.965取值,其编程半径为15.965/2=7.983 mm。实际编程时,凸圆弧按照圆弧半径小数点后一位取舍数据,即按照R7.9编程,凹圆弧按照图纸给定尺寸R8.0编程,凸凹圆弧部分加工程序如下所示:



图1 指状凸台轮廓形状
加工完成后零件形状如图2所示。显然,凸圆弧变成了直线 (图2Ⅰ处),凹圆弧形状也出现了偏差(图2Ⅱ处),零件完工形状与图纸要求形状出现了较大偏差。

图2 零件加工形状
从程序格式上来看,并无问题,到底什么原因导致圆弧形状出现偏差呢?
2 圆弧半径编程尺寸精度对形状影响原因分析
2.1 数控系统加工精度设定
每台数控机床都有其自身的加工精度等级,在保证机床机械部分精度前提下,可以通过数控系统相关参数设定调整数控机床加工精度。通常情况下,数控机床加工精度控制在0.001 mm能够保证常规零件加工精度要求。数控机床加工精度由参数1013#0、1013#1组合设定,参数含义如图3所示,用参数设定数控系统最小设定单位如表1所示。从表中可以看出:当1013#0=0、1013#1=0时,数控系统能够保证0.001 mm加工精度,即达到IS-B精度等级。对于图纸上有尺寸公差要求的尺寸,加工时为了稳妥起见,往往按照尺寸公差中间值进行取值,而且按照IS-B设定单位,编程尺寸应该精确到小数点后第3位即千分位,否则会影响零件尺寸加工精度,严重时会出现轮廓形状偏差。
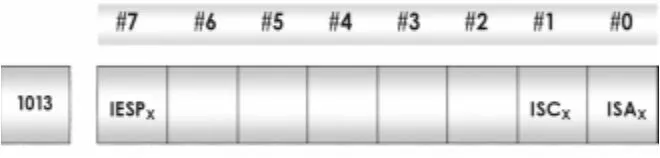
图3 设定单位选择参数

表1 用参数设定数控系统最小设定单位
2.2 数控系统对圆弧加工指令处理
对于顺圆或逆圆加工指令,编程格式为“G17 G41/G42 X_Y_R_F_;”,当指令中圆弧半径尺寸R数据错误、遗漏甚至是精确位数不够时,系统认为圆弧半径不能满足与相邻轮廓相交或相切尺寸要求。数控系统对圆弧加工指令半径值错误的处理方式,取决于参数3403#5的设定。当3403#5=0时,以直线方式从圆弧起点移动到圆弧终点,且不影响后续程序运行;当3403#5=1时,发出报警 (PS0022)提醒用户,并中止后续程序运行。数控机床处于3403#5=0的圆弧加工工作模式时,如果出现圆弧半径编程错误则最具有隐蔽性,因为往往圆弧部分程序格式正确,加工过程中又不出现报警,可是加工出的圆弧轮廓形状或尺寸精度不符合图纸要求,比较难于找到原因。
3 圆弧半径编程尺寸精度正确处理
鉴于上述数控系统工作原理,对于圆弧半径尺寸应给予正确处理。
3.1 对于标注有尺寸公差要求的圆弧半径处理
如图1所示凸圆弧部分,标注有圆弧半径尺寸公差,编程时,应确保编程半径尺寸在其尺寸公差范围内,并且编程半径尺寸精确到0.001 mm,即按照R7.983编制加工程序,否则有可能出现图2所示的加工形状偏差。
3.2 对于自由公差圆弧半径尺寸处理
在加工凹圆弧时,图纸上给定的圆弧半径值为R8,但是按照这个尺寸编程实际上也出现了形状误差。究其原因,是未协调好圆弧及其连接部分轮廓尺寸所致。如图4所示,水平方向上,凹圆弧左右两侧长度尺寸分别为39.985及15.965,是按照图纸上给定的尺寸公差取中间值的编程尺寸,是必须保证的,凸台总长度71.985也是必须保证的,于是凹圆弧直径尺寸构成了整个尺寸链中的开环,其尺寸精度取决于环内其他尺寸精度。据此计算得到凹圆弧直径为16.035,即按R8.017编程而不是按照R8编程。由此看来,当圆弧半径给定为自由公差尺寸时,如果关联尺寸有尺寸精度要求,往往要按照尺寸链关系把圆弧半径作为尺寸链开环进行调整计算。

图4 零件尺寸链分析
将凸圆弧半径按照R7.983(精确到千分位)、凹圆弧半径按照R8.017进行编程与加工,零件完工的形状如图5所示,符合图纸形状及尺寸精度要求。

图5 零件合格形状与尺寸精度
4 结束语
数控铣削圆弧半径编程尺寸精度不仅仅影响零件的尺寸加工精度,有时还会影响到零件形状。编程时除了保证编程格式正确外,还要保证圆弧半径尺寸的精确位数及协调好尺寸链内各尺寸之间的关系。
【1】陶维利.数控铣削编程与加工[M].北京:机械工业出版社,2010.
【2】FANUC 0iMate-MC编程说明书[M].
Influence of NC Milling Arc Radius Programm ing Size Precision to Shape
ZHOU Lan
(Mechanical Department,Wuhan Institute of Shipbuilding Technology,Wuhan Hubei430050,China)
When milling arc outline,as the arc radius size precision processing is not appropriate,arc size accuracy error even shape deviation can be caused.Based on the principle of numerical control system,reasons for deviation were analyzed,and the measures were given to guarantee arc processing dimension accuracy and tomodify shape deviation.
NCmilling;Circular arc radius;Size accuracy;Shape deviation
TG659
A
1001-3881(2013)8-066-2
10.3969/j.issn.1001 -3881.2013.08.023
2012-03-13
周兰 (1965—),女,学士,副教授、高级工程师,主要研究方向为数控技术应用。E-mail:zhoulan038@163.com。
