双工位汽车水泵检漏机开发
2013-03-09杨孟涛王晓梅杨永刚张乐乐
杨孟涛,王晓梅,杨永刚,张乐乐
(重庆科技学院,重庆 400050)
双工位汽车水泵检漏机开发
杨孟涛,王晓梅,杨永刚,张乐乐
(重庆科技学院,重庆 400050)
提出双工位独立工作的检漏机方案,设计了弹性压杆、拨杆机构。采用基于PLC和交互式人机界面的控制方法,方便设置检漏过程的各项参数,自动判断检漏合格与否,极大地提升了设备的自动化水平、检测精度和效率等。
双工位;汽车水泵;检漏
众所周知,汽车产品中许多零部件有密封性要求,其泄漏量在工作状况下都有一个严格的界限值,如果超过了工艺要求,对汽车产品的性能、功率、寿命、安全等方面将产生严重的影响,甚至使汽车不能正常工作[1]。汽车的冷却水泵是发动机正常运行的关键部件,如果它存在泄漏现象,就起不到应有的冷却效果,对发动机和整车的运行会产生严重的影响。
为了保证水泵密封性合格,满足出厂检验要求,作者开发了双工位汽车水泵检漏机。该检漏机采用PLC和交互式人机界面控制方法,操作灵活、方便、自动化程度高。由于水泵检漏时间约为20 s,为了加快生产节拍,采用双工位独立工作方式,即左右工位的工作状态互不干扰,可根据工作需要分别设置和进行各工位的操作,以满足各型汽车水泵总成、泵壳的检漏要求。该设备使用至今已一年有余,各项功能运转良好。
1 检漏机机械结构设计
检漏机框架采用工业铝型材组合,各部分均通过螺栓固定在框架上。设备效果如图1所示,由上到下分别是:电控柜、机械主体机构、设备底座。机械主体机构是设备最主要的部分,气动处理和电磁阀等元件安装在设备底座内。
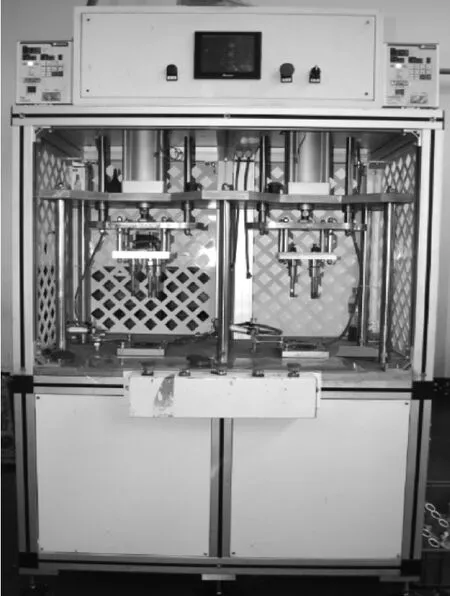
图1 检漏机效果图
图2是检漏机机械主体机构,主要由下压机构、水泵叶轮旋转机构、打标机构组合。
被检测水泵安装在试件底座上,通过下压气缸活塞杆的伸缩带动下压机构把水泵压紧在试件底座上,通过COSMO检漏仪进行水泵检漏。弹性压杆是其中关键的装置,它固定在压杆安装板上。作者在设计中采用了在装置内安装弹簧的方式,如图3所示,这样弹性压杆在压紧水泵的过程中起到一定的缓冲作用,同时压紧效果更佳。通过调节装置上部的螺栓,可以调整弹簧的预紧力。弹性压杆的下部是紫铜压紧柱,它能减缓磨损。

图2 检漏机主体结构
拨杆机构用于水泵总成的检漏工序中,如图4所示。步进电机通过拨杆机构带动水泵的法兰盘旋转,检测水泵的转动是否良好。在拨杆机构的设计中作者也采用了弹簧伸缩装置,这样在水泵压紧后能可靠地带动水泵法兰盘旋转,松开后能方便地与法兰盘脱离。
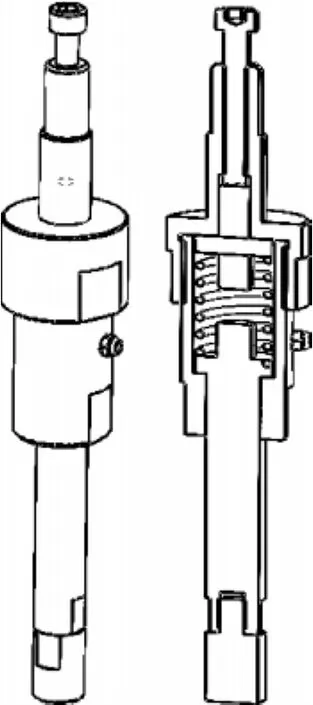
图3 弹性压杆
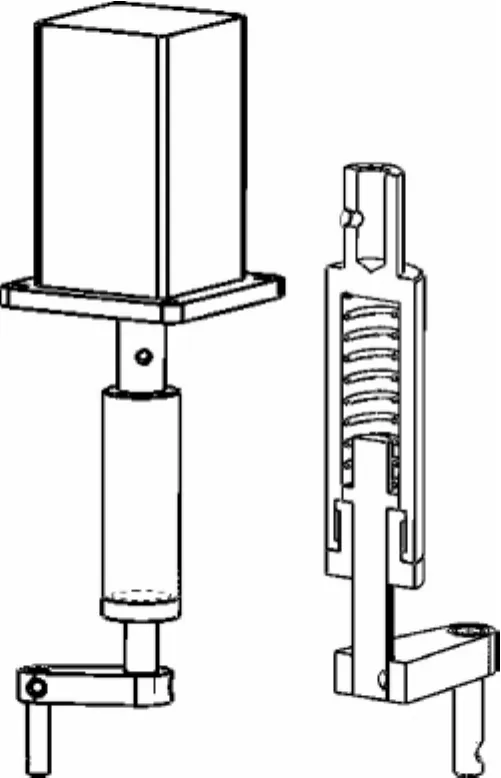
图4 拨杆机构
2 检漏机气动原理
检漏机各部动作采用气动工作方式,需要特别注意的是,在设计时必须使两个工位的气路独立供气,如图5所示,两个工位的气路完全相同但各自独立。这样可以保证各工位的供气量,特别是下压气缸的供气,否则,如两工位共用气路,当一个工位压紧后,进入检漏时,另一工位下压气缸正好动作,就会造成供气量不够,压紧力产生波动,会造成正在检漏的水泵不合格。
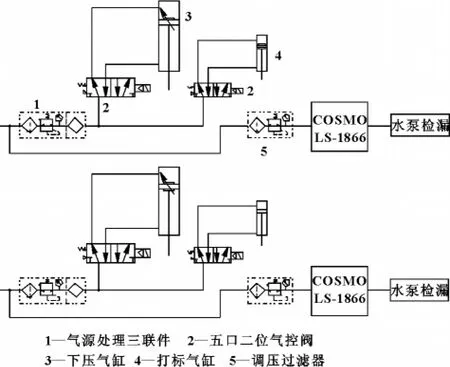
图5 气动原理图
3 电气控制系统
3.1 电气控制系统组成
图6所示为电气控制原理图。由于要发出高频脉冲驱动步进电机,作者选择了台达DVP60ES200T2晶体管型PLC。Y0、Y1输出高频脉冲控制左、右侧步进电机的转角,Y2、Y3控制左、右侧步进电机的旋向。
检漏仪COSMO LS-1866的I/O控制接口用于输入和输出信号的传输,利用此接口实现PLC对检漏仪的自动控制,具体接口的分配和连接如图6所示。由于篇幅有限,具体相关功能请参阅COSMO LS-1866相关产品手册[2]。
PLC输出端对气动电磁阀的控制通过中间继电器KA中继完成。
为了保证操作的使用安全,采用双手同时按压下压按钮启动的操作方式。
PLC和人机界面通过RS232接口通信。
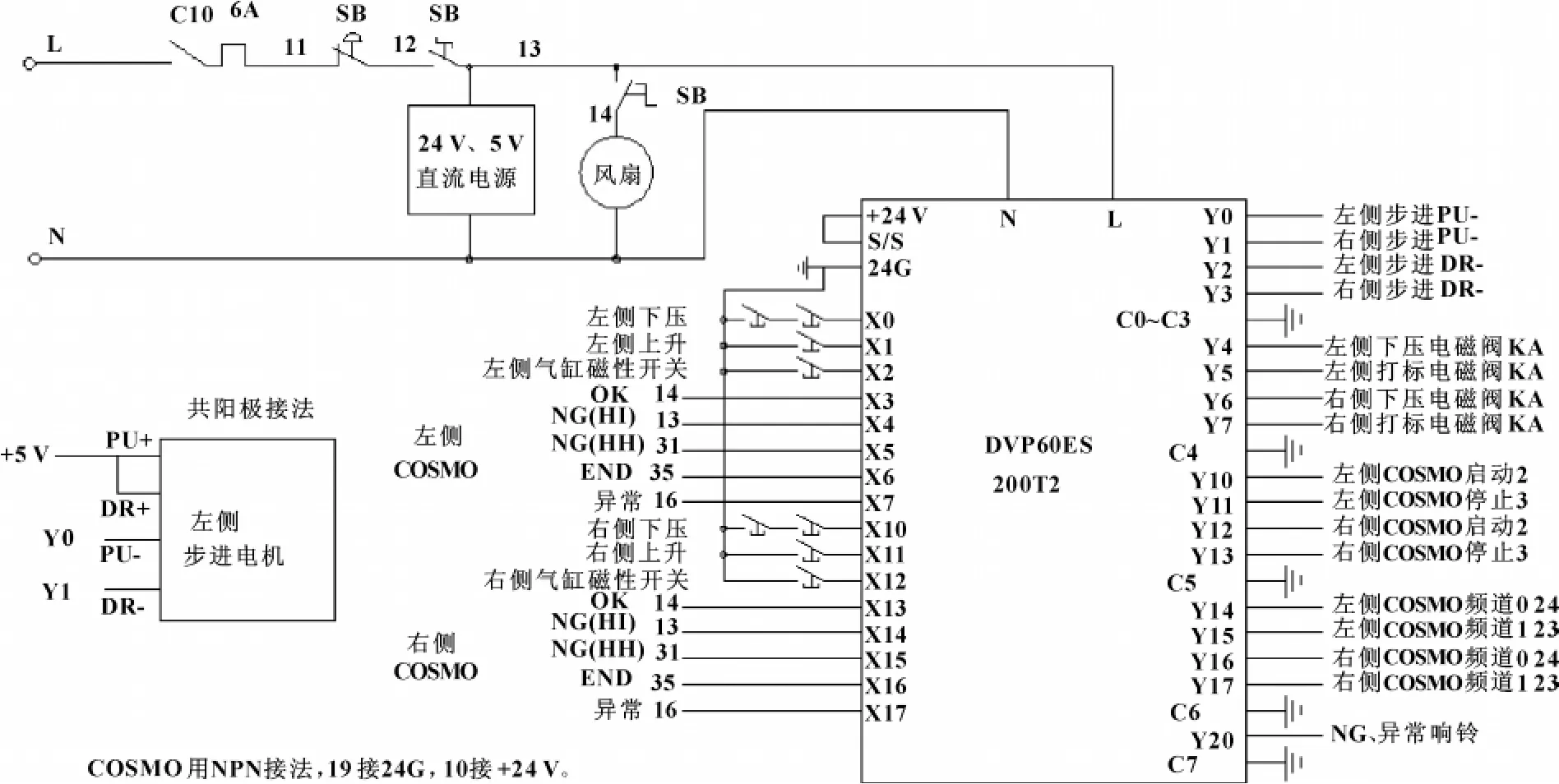
图6 电气控制原理图
3.2 控制系统软件
3.2.1 控制流程
检漏机的控制软件流程图如图7所示。
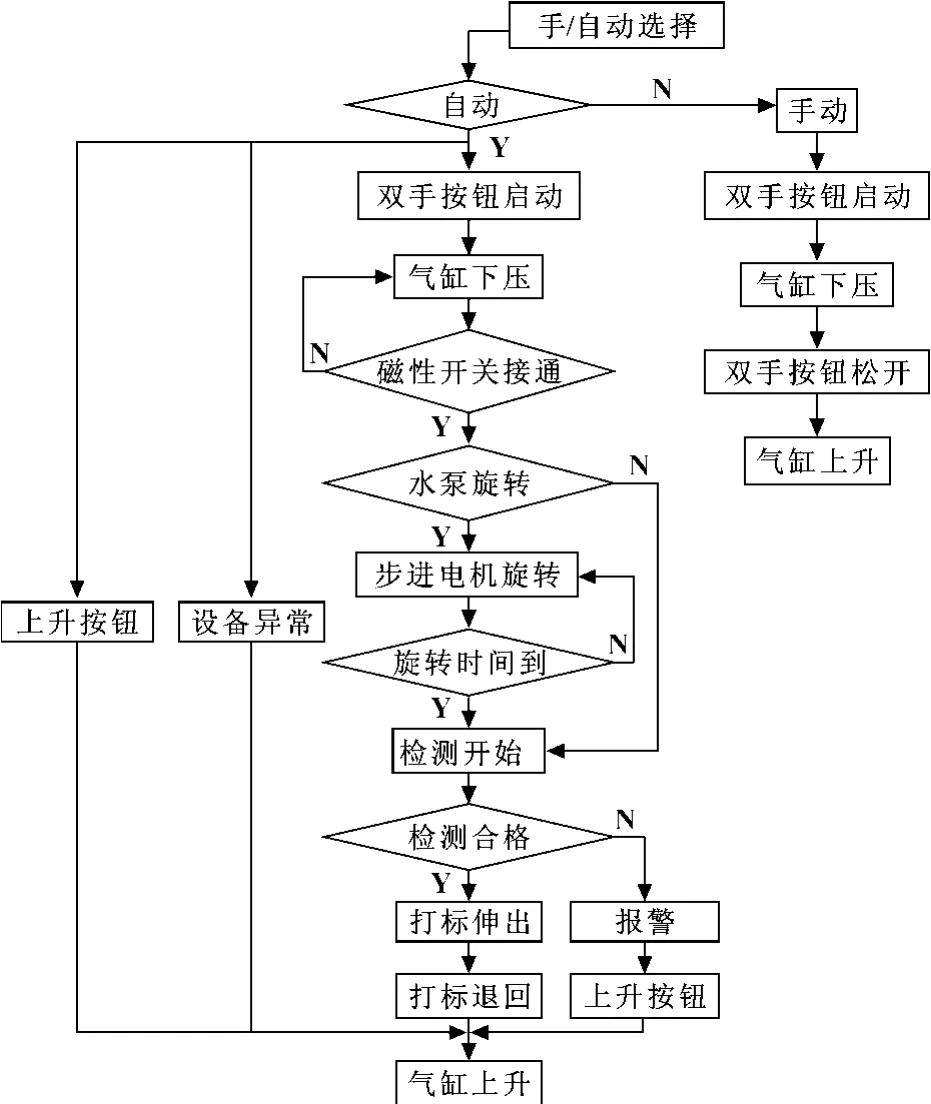
图7 控制软件流程图
检漏机有手动/自动两种工作方式,手动方式主要用于压杆等的调整,自动时由于检漏机为分布式顺序工作流程,在PLC编程时最好采用步进顺控指令。由于篇幅有限,这里就不在赘述。
3.2.2 人机界面的设计
人机界面为智能触摸屏操作模式,设计时要考虑操作方便、灵活、快捷的要求。
如图8所示为系统设定界面,可以在上面完成检漏机基本工作参数的设定。检漏机左右侧两工位各有4个频道可供选择,在频道对应的文本框中可以通过输入界面写入水泵型号。选定某一频道后,COSMO LS-1866会按照该频道预先设定的参数工作。在水泵总成检漏时,通过“电机设定”选定步进电机是否旋转,以及旋转方向、旋转时间。“自动进行中”是一个交替型按钮,用于手动和自动工作方式的切换,各按钮通过显示的文字和闪烁提示设备的工作状态。

图8 系统设置界面
图9为系统工作状态界面,可以监视设备当前的工作状态,当设备处于某一状态时,相应的文本框会变色并闪烁。
图10为工作记录界面,用于在设备工作中显示检漏工件的数量,可分别显示左右侧当前OK数、NG数,左右侧OK总数、NG总数,以及合格品总数、不合格品总数。按清零按钮会立即对当前计数进行清零。

图9 系统工作状态界面
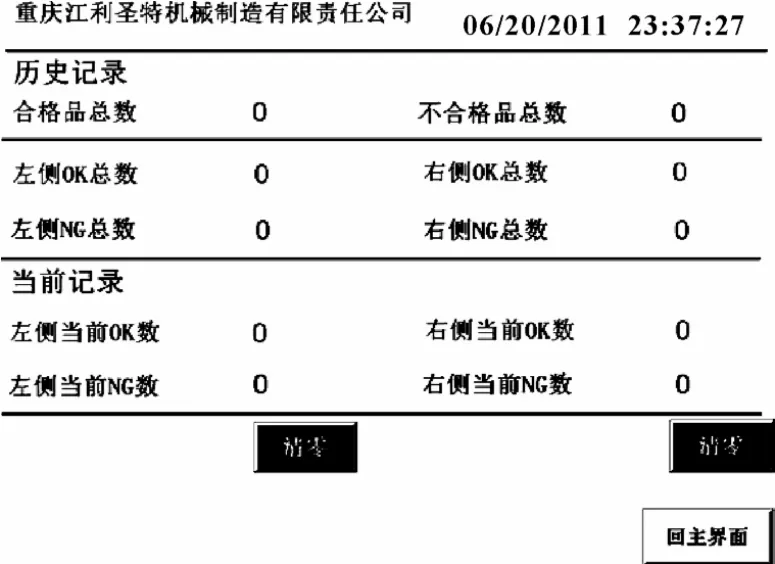
图10 工作记录界面
4 结论
在该检漏机设计制造过程中,提出和采用了双工位独立工作的方案,创新设计了弹性压杆、拨杆机构。通过采用基于PLC的电气系统和交互式人机界面控制方法,能方便设置检漏过程的各项参数,自动判断检漏合格与否,极大地提升了设备的自动化水平、检测精度和效率等。该检漏机的设计方案同样适合于其他各型类似工件的密封性检测,对于相关设备的设计和改造具有很好的指导和借鉴作用。
【1】蔡如沪,吉国蝗,蔡英亮.CA488发动机缸盖在线检漏机的研制[J].汽车工艺与材料,2000(5):8-10.
【2】COSMO计器株式会社.MODEL:LS-1866控制检漏仪操作说明书[M].
Development of Double Station Leak Detection Machine for Automobile Water Pump
YANG Mengtao,WANG Xiaomei,YANG Yonggang,ZHANG Lele
(Chongqing University of Science and Technology,Chongqing 400050,China)
The scheme of leak detectionmachinewith independent double working station was proposed,and the elastic pressing rods and shift lever were designed.By using the controlmethod based on PLC and interactiveman-machine interface,all parameters in the leak detection processwere easily set.Whether the product is qualified or not can be judged automatically,and the automation level of the equipment,detection precision and efficiency are enhanced greatly.
Double working station;Automobile water pump;Leak detection
TP23
A
1001-3881(2013)8-018-3
10.3969/j.issn.1001 -3881.2013.08.007
2012-02-16
杨孟涛 (1973—),男,工学硕士,讲师,专业方向为机械电子工程。E-mial:yangmengtao2002@yahoo.com.cn。
