包装真空系统故障分析和改造∗
2013-01-29顾兰军
杨 鑫,顾兰军,商 勇
(兰州石化公司,甘肃兰州 730060)
包装真空系统故障分析和改造∗
杨 鑫,顾兰军,商 勇
(兰州石化公司,甘肃兰州 730060)
所改造装置包装生产线因真空系统故障,真空度不能满足上袋、开袋需要,易造成撒料或吹袋,影响生产线效率,增加废料量。通过改变真空泵进水模式以及改善水质等手段,大幅提高了真空泵运行效率,降低了故障率,提供了较稳定的真空度,极大提高了生产线的运行效率,并减少落地料,节约了生产成本。
包装机;真空泵;真空度;工艺水
1 包装机工作原理及生产现状
包装机主要由电子定量称、供袋机、装袋机、立袋输送、夹袋整形机和缝口机等组成(见图1)。
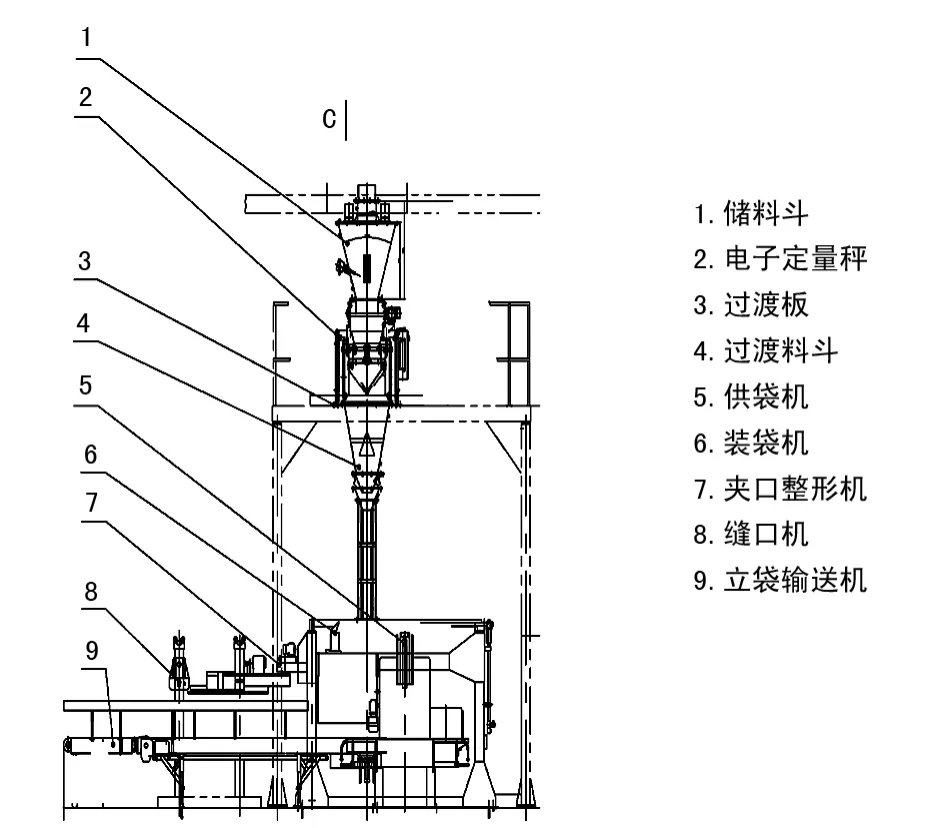
图1 全自动称重包装生产线
其中电子定量秤通过伺服电机驱动落料闸门开合对物料进行全自动称重并显示称重结果,为装袋机提供定量的物料;供袋机为装袋机提供包装袋,人工将包装袋放置在供袋盘上后,其余动作均由设备自动完成,供袋机由供袋盘、吸袋器、袋子传送器、分拣器、抓袋器组成;装袋机将电子定量秤内放出的物料通过过渡料斗装入料袋并将料袋传送到立袋输送机上;夹袋整形机和缝口机是通过机械手段对包装袋开口部位进行折边并缝合,确保物料的完整包装。
本装置现有2条哈尔滨博实自动化设备有限公司的全自动称重包装生产线[1],实际生产能力为A线24 t/h和B线15 t/h。
2010年包装落地料为32.6 t,其主要原因是包装真空泵系统不能提供较稳定的真空度,吸袋器、分拣器、抓袋器在上袋装料过程中不能完美的完成动作,使包装袋偏移或开袋不足造成包装机频繁洒料,经检查和分析,真空泵及其管线等附属设备均无异常泄漏或故障,组织各方面的技术力量对包装真空泵系统进行改造[2]。
2 原因分析
2.1 真空泵水箱高度不足
水环泵是在泵体中装有适量的水作为工作液,当叶轮按图2指示的方向顺时针旋转时,水被叶轮抛向四周,由于离心力的作用,水形成了一个决定于泵腔形状的近似于等厚度的封闭圆环[3]。水环的上部分内表面与叶轮轮毂相切,水环的下部内表面与叶片顶端接触(实际上叶片在水环内有一定的插入深度)。此时叶轮轮毂与水环之间形成一个月牙形空间,而这一空间又被叶轮分成叶片数目相等的若干个小腔。如果以叶轮的上部0°为起点,那么叶轮在旋转前180°时小腔的容积由小变大,且与端面上的吸气口相通,此时气体被吸入,当吸气终了时小腔则与吸气口隔绝;当叶轮继续旋转时,小腔由大变小,使气体压缩;当小腔与排气口相通时,气体被排出泵外。
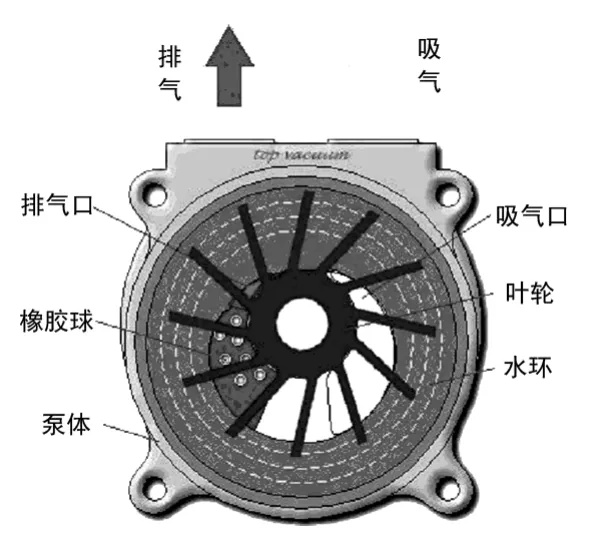
图2 水环真空泵运行示意图
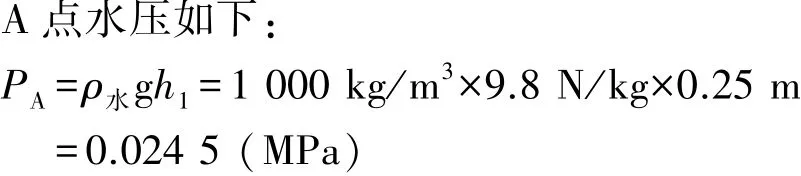
原真空泵水箱高度不足,水箱液面高度低于真空泵水线入口,造成进入真空泵的水压不足,当真空泵运行时必须靠真空泵内的真空度将水箱的水吸入真空泵,才能使泵正常运行。由图3可计算得出真空泵在使用水箱供水时的真空度损失量。
A点水压如下:

计算由A点进入B点所需水压如下:

则真空泵在使用水箱供水时的真空度损失量:

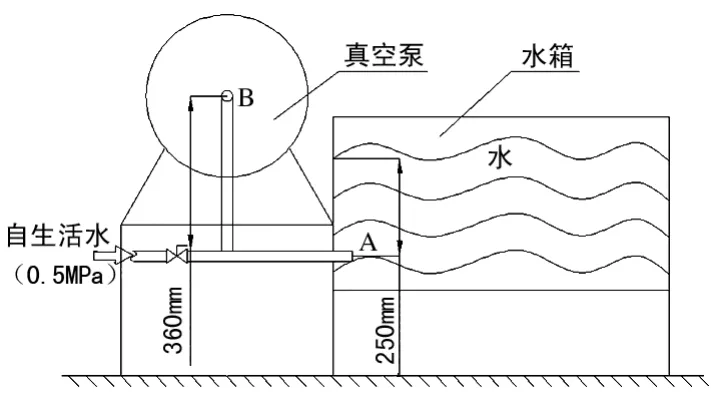
图3 原真空泵系统运行示意图
真空泵使用生活水时,由于生活水压为0.5 MPa,真空泵入口压力较高,此时抽真空情况较好,因真空度不足而造成的洒料明显降低。
2.2 生活水结垢堵塞管路
生活水中含有大量的钙、镁碳酸氢盐等,在真空泵运行时大量热量被生活水吸收,造成生活水中的钙、镁碳酸氢盐等受热分解,析出白色沉淀物,逐渐积累在真空泵吸、排气口和管线中,造成真空泵工作能力下降、真空度不足、检修频率上升。同时,水垢是一种导热性能极差的物质,仅为钢材的1/10~1/100,大量水垢吸附在泵壳内壁上,不利于泵体的散热,当设备持续运行时,大量热量聚集使水温上升,甚至“开锅”形成水汽,降低设备的运行效率[4]。
钙、镁碳酸氢盐受热分解为钙、镁碳酸盐后沉淀。

由于氢氧化镁比碳酸镁更难容,生成的碳酸镁转化为氢氧化镁。

2.3 杂物堵塞真空泵系统
包装码垛机长期使用棉线对包装袋进行封口,线头等杂物较多;厂房属于开放式厂房,容易受环境影响;生产环境干燥、风沙较大。以上因素导致厂房漂浮物较多,容易进入真空泵开放式的水箱,造成杂物进入真空泵系统引起堵塞,降低真空度,甚至导致真空泵损坏。
3 改造措施
(1)抬高真空泵水箱,增加真空泵入口压力。通过图4可计算出抬高后真空泵的运行情况。
由A点进入B点所需水压如下:

则真空泵在使用水箱供水时的真空度损失量:

P差为负值,所以在真空泵水箱抬高后,真空泵不存在因水压不足而造成的真空度损失,同时也提高了真空泵的效率,减少因真空度不足而造成的洒料。

图4 现真空泵系统运行示意图
通过实践证明,在真空泵水箱自五月中旬改造后,包装机未出现过因真空度不足而造成洒料。
(2)使用工艺水,改善真空泵运行条件。由于真空泵系统结垢严重,经常造成系统堵塞,影响设备正常运行使用,在对真空泵系统内水垢进行全面清理后,更换工艺水(工艺水是经过软化处理的生活水,去除了钙、镁等矿物质)作为真空泵的工作液,减少水垢的产生,改善真空泵的工作条件,保证真空泵能长周期稳定运行。
(3)增加真空泵水箱滤网,避免杂物进入真空泵系统。在水箱上部增加滤网,避免厂房中的漂浮物进入水箱,保持真空泵系统的清洁,改善真空泵的运行条件;同时可以过滤真空泵工艺水回流,进一步纯净真空泵的工作液,提高其运行效率。
4 结 论
(1)真空度明显提高 包装A线真空度由原来的-0.065~-0.08 MPa提高到-0.075~-0.085 MPa,真空度最大可提高15%;包装B线真空度由原来的-0.047~-0.06 MPa提高到-0.055~-0.065 MPa,真空度最大可提高17%。
(2)未因真空度不足而造成洒料 通过上述改造提高了真空泵的运行效率,改善了包装运行状态,减少了因真空不足造成的撒料,极大节约了生产成本。
[1] 哈博实.全自动包装生产线用户手册[Z].2008.
[2] 万兴权.全自动包装机生产性能及特征分析[J].城市建设理论研究,2011(22):544-547.
[3] 内蒙古包头第一热电厂.水环真空泵的改进及其效率的提高[J].中小企业管理与科技·上旬刊,2012(3):295-296.
[4] 胡占爱.论工业锅炉中水垢的危害及其预防方法[J].科园月刊,2011(5):54-55.
Trouble Analysis and Transformation for Vacuum System in Packing Machine
YANG Xin,GU Lan-jun,SHANG Yong
(Lanzhou Petrochemical Company,Lanzhou Gansu 730030,China)
Due to a vacuum system failure in the packing line,the system can not meet the needs of getting a bag or opening a bag,it easily causes material spreading or blowing bags and affects the efficiency of the packing line,and increases the a⁃mount of waste.In this paper,by changing the vacuum pump inlet mode,improving water quality and other means to substan⁃tially increase the efficiency of the vacuum pump and reduce the failure rate and a more stable vacuum is provided.It can im⁃prove the efficiency of the packing line and reduce the landing material,also can save the cost of production.
packaging machine;vacuum pump;vacuum;process water
TH12
B
1007-4414(2013)04-0156-02
2013-06-15
杨 鑫(1986-),男,河北交河人,助理工程师,主要从事设备管理方面的工作。
