船用物联网式智能型防触电节能焊机
2012-12-18左敬民李心宁
左敬民,李心宁
(1.天津修船技术研究所,天津 300456;2.天津新港船舶重工有限责任公司,天津 300456)
1 防触电节能焊机的研制
船用物联网式智能型防触电节能焊机,其核心技术是:用一根简易的指环信号线,将电焊工身体任意部位触电时的微弱电感应信号同步、准确地提取出来,并迅速驱动专门定制的漏电保护器断电。
船上焊接作业时,电焊工工作现场及周边电磁环境非常复杂,比如:①各种船用设备工作时工频及高频电磁场的干扰;②船厂供船用的大功率变频电站的广谱高强电磁泄漏;③吊车工作时滑环处的电磁干扰;④塔式变频吊车的使用。这些对焊工触电信号的提取和处理都会产生影响。尤其是大量焊工大面积换板焊接作业时,电磁干扰就显得更为强烈。
针对以上不同干扰源的性质和特点分别采用了多种抑制和剔除措施。为抑制干扰源,核心电路板采用了4层板设计方案,电路采用多种接地方案和多重屏蔽措施。为了适应船坞中高压水、喷砂等作业环境的多盐、高湿、多金属粉尘的特点,加工制造时,还对信号采集、处理、驱动输出的核心电路装置采用了集成电路及电脑芯片用的封装技术进行封装,对外只留下插接件接口。图1为防触电节能焊机主要结构模块的原理框图。

图1 防触电节能焊机的原理框图
为了使用方便,并保证指环线信号传输可靠,智能型防触电节能焊机系统研制成功后,在大量装备时,对焊接用的电缆做了专门的定制,定制的电缆与指环信号线是合为一体的电缆。
人体触电时,电流从零增至致命电流是很短的过程。该防触电装置在人体触电初期,通过人体的电流还处于微安 (μA)级阶段时,就使驱动装置迅速动作,切断电源,这就最大限度地起到了保护作用。实践应用证明,该装置在人体触电时电压仅为4~5 V时即可切断电源,保证焊工安全。
为了保证防触电设备工作的可靠性,各焊机都配有触电模拟试验按钮,每次作业前都必须做模拟断电试验。
电焊机空载耗电一般为2~3 kW,多数情况下,焊接作业时间很短,若忘记拉闸或下班、下船时再拉闸,势必造成很大的电能浪费。何况船厂的焊机数量很多,修、造船时需局部少量焊接的部位很多,空载时间相对较长,空载耗电量很大,因而对电焊机实行节能管理,可达到降本增效的目的。
为了节能而又不影响焊接质量,同时还能防止空载电焊机漏电伤人,电焊机设计了智能延时断电式节能装置,并与防触电装置整合在一起。该装置驱动的时间继电器延时时间可在1 h内自由设置,焊接时每接到焊接信号,重新开始计时,超过了设定时间电焊机不工作,时间继电器的常开触点闭合,驱动漏电保护器断电。既保证了节电,又防止了万一电焊机漏电,伤及人身。
经过几年来的实际应用,该保护装置灵敏可靠,带上指环线,只要触电,在人体毫无察觉的情况下会100%地迅速切断电源。图2为采用2输入端与非门数字集成电路制作的节能延时电路。
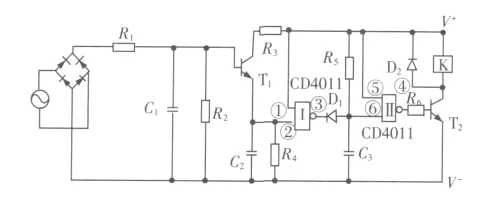
图2 节能装置原理图
图2中,与非门Ⅰ的①和与非门Ⅱ的⑤脚平时均为高电平“1”,无焊接信号时,门Ⅰ的②脚为低电平,所以门Ⅰ的输出端③脚为高电平。而门Ⅱ的另一输入端即⑥脚由于在稳态时C3已充好电,所以也为高电平“1”。因此门Ⅱ输出端④脚为低电平“0”状态,三极管T2截止,继电器K无动作。当焊接时,互感器的感应电流经桥式整流后,经R1向C1充电,再经T1放大后,使门Ⅰ输入端②脚由原来的低电平变为高电平“1”状态,输出变为低电平“0”状态,二极管D1导通,C3就通过D1放电。这时门Ⅱ的另一输入端⑥脚也变为低电平“0”状态,输出端④脚就变为高电平“1”状态。该高电平经R6使T2导通,继电器K得电动作,其常闭动触点打开,切断延时继电器的电源。焊接停止后,门Ⅰ输出变为高电平“1”,D1截止,C3又经R5充电,大约经过30~50 s时间 (决定于R5与C3的充电时间常数),C3电平上升到一定值时,门Ⅱ输出变为低电平“0”,T2截止,继电器K常闭触点闭合,延时继电器得电复位重新开始计时。
嵌套在时间继电器长延时内的大约30~50 s的附加延时,是为了在频繁焊接的起弧阶段减少继电器K及时间继电器的动作次数,增加寿命。
2 指环线工作是否可靠的智能检测
随着防触电节能焊机的大规模使用,也发现了一些问题,一是作业人员嫌麻烦,时有不带指环线的现象发生。二是万一指环线出现断路、与地短路等不能正确传输触电信号的故障时,防触电功能也会丧失。针对这2种情况,研发了作业人员是否佩戴指环线及指环线是否好用的智能检测系统。并且信号的施加和反馈还是通过那根指环线,丝毫未增加作业者的麻烦。这一核心技术的开发难度更大,表现在以下几个方面。
1)信号的检测,丝毫不能影响指环线对人触电信号的传输。
2)信号的发出和检测达到了纳安 (nA)(高级半导体器件反向漏电流大小)级,也就是说半导体的本底噪声即有可能盖过有用的信号。
3)周边电磁场对纳安 (nA)级电信号比对微安 (μA)级电信号干扰更大,更不易剔除。
4)在环境及工作温度变化时,半导体器件工作点都会发生漂移,总漂移是各种不同器件漂移的非线性叠加。
对于如此微弱信号的处理,电路中器件的工作点稳定是至关重要的。由于电焊机是在-20~50℃的温度范围工作,故对信号处理电路的可靠性有着极大的考验。
设计中使用了多种备选方案,并在-21℃含盐冰水混合物保温罐内创造低温工作环境,将被测电路经绝缘处理后置于罐中测试,并用电吹风创造高温环境,再把试验电焊机置于电磁环境复杂的施工现场,经多次反复现场试验、修改电路设计,该系统终于开发成功,满足设计要求。
该电路板采用的是4层板设计方案,元器件选型采购和电路设计也采取了温漂系数综合控制的方案。
由于这项技术的发明成功,使得电焊机防触电装置的可靠性又有了一次质的飞跃。不戴指环线或指环线不能正常工作,电焊机投入工作马上就会跳闸,同时系统对跳闸的原因也能用发光二极管给出正确的指示。焊接人员能根据信号提示判断出跳闸的原因,改正自己焊接操作时的不良习惯或对某些操作环节加以注意,必要时可请维修人员维修,维修人员也可根据信号提示进行必要的检测和维修。使诊断维修的智能化上了一个等级。
3 电焊机物联网的开发
为可靠、低成本地解决不便自行合闸且通讯困难工位的快速合闸问题,开发了电焊机无线物联网系统,每组电焊机都配有无线发射装置,可将焊接作业人员用指环线对外屏蔽线短接来传输的需合闸信号 (国家无线电管理委员会特许的无需执照ISM频段)发射出去 (当然,在保证漏电保护器断电时间符合国家标准的前提下,也可制成电控合闸型,直接用指环线控制自行合闸),发声、光信号也可。巡视或安检人员持有无线接收装置,接到信号后可迅速将需合闸的电焊机合闸。
在复杂电磁环境下为增强发射和接收的可靠性,无线发射、接收采用了FSK频移键控调制和FHSS跳频通讯技术,并开发了可靠的无线发射接收协议软件和双向无线收发装置的握手协议。
在硬件层面,为防止干扰,增强射频无线信号发射和接收的可靠性和灵敏度,电路板采用了多层板设计方案,采用了高可靠性的射频电路发射、接收元器件。并且手持式接收装置的全部设计均采用了电池驱动的极低功耗设计方案。
为了充分发挥无线物联网的作用,针对组网中的每台电焊机还专门开发了电焊机绝缘监测系统,实时监测电焊机绝缘情况,防止电焊机变压器高压端向低压端漏电。一旦发现此情况或绝缘低至一定程度,电焊机无线装置立即发出信号,手持无线接收装置的人员及安全管理部门的相应人员即可马上采取措施,防止安全事故的发生。
由于船体结构的屏蔽作用及无线发射与接收有死角,无线装置的发射功率又必须符合国家无线电管理委员会特许的相关标准,不能太高,所以为使全厂各处都能接收到信号,还研发了用于无线信号转发的微功率蜂窝式无线基站系统,并配合开发了相应的接收、转发软件,在厂里相关部位布点,转发信号,构成真正意义上的物联网。
实际使用时,3台电焊机为一组,每组电焊机的绝缘故障和要求合闸信号分别由2个继电器组成或门,闭合后驱动双向无线发射装置发出指令,巡视人员接到指令后,发出确认无线指令,得不到确认指令,电焊机每隔一段时间发一次指令,直至收到确认指令。从发射装置的软件流程框图3也可看出,为防止发射装置误触发,增加发射指令的可靠性,继电器触发后还加了后延时防抖程序。

图3 电焊机无线发射软件流程框图
手持无线通讯装置的巡视人员,接到焊机或基站转发来的指令后,接收机的振铃响并显示是哪组焊机。待巡视人员按下确认按钮后,振铃声消掉,并指令焊机不再自动触发。液晶显示屏上的显示并不消失,待下一次焊机无线指令到来时,显示屏得以更新。图4为手持接收装置的软件流程框图。

图4 手持无线装置软件流程框图
4 结束语
几年来智能型防触电节能焊机的大范围使用,有效地限制了焊接违规操作,矫正了一些焊接作业人员的不良操作习惯,并使不小心触电的焊接人员得到有效的保护。取得很好的防触电和节能效果,使安全、节能生产达到一个新的、更高的水平。
可以期待和预见的是物联网的引入,将会使安全生产和设备的实时动态管理具有新的、革命性的进步,对船厂生产和设备管理方式的改进产生深远的影响。
