航天阀门运动副卡滞故障分析及对策
2012-11-28魏国俭陶瑞峰
魏国俭,陶瑞峰,许 健,刘 博
(北京航天动力研究所,北京100076)
0 引言
液氢液氧火箭发动机是发射和运载各种航天器的重要动力工具,而液氢液氧火箭发动机阀门是控制发动机各种功能的重要执行组合件。氢氧发动机的控制功能是靠阀门内部运动副的相对运动实现的,因此运动副的可靠性设计对氢氧火箭发动机阀门设计至关重要,对各种航天器上阀门设计也是非常重要的。
实践表明,液体火箭发动机低温阀门在发动机试车、试验以及火箭飞行中,常常出现阀门泄漏、减压阀振动鸣叫、阀门运动副卡滞卡死等故障。阀门泄漏和振动鸣叫故障,比较容易在发动机热试车前和火箭上天前的各种测试中被直接检测出来,可以通过更换新品等快捷方法进行故障处置。而卡滞卡死故障往往是在阀门的运动副动作若干次以后才会发生,不容易被发现,因此卡滞卡死故障是阀门可靠动作的潜在威胁,是火箭发动机可靠工作的“定时炸弹”,尤其在低温环境中,阀门更容易发生卡滞卡死故障。在航天各种火箭发动机、各种航天器中的阀门设计、装配、试验、试车、发射、飞行中,要格外注意这一点。
1 阀门卡滞卡死故障统计
1.1 国内液体火箭发动机阀门卡滞卡死故障统计
根据国内在1967—1997年期间对4个型号液体火箭发动机发生故障的初步统计[1],阀门故障占发动机故障总数的 34%(见表 1),而阀门卡滞卡死故障又占阀门故障总数的48.2%(见表2 )。
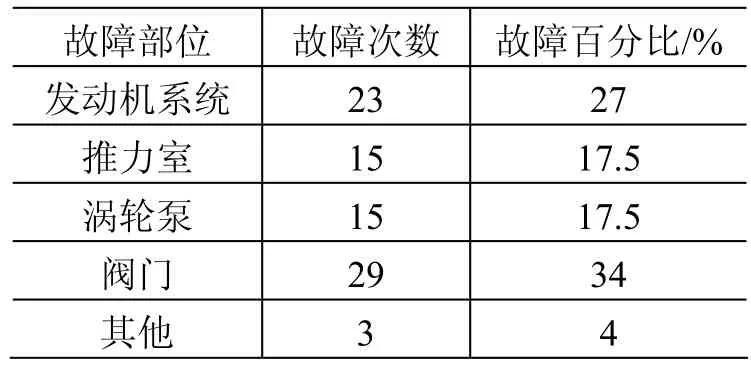
表1 国内液体火箭发动机故障统计表Table1 Failure statistics of liquid rocket engines in China

表2 国内液体火箭发动机阀门故障比例Table 2 Failure percentage of liquid rocket engine valves in China
1.2 国外液体火箭发动机阀门卡滞卡死故障统计
据 1994年张宗美编写的航天故障手册[2],其中美国“土星”系列运载火箭发动机阀门故障占发动机故障总数的28.1%,见表3;而阀门其他故障(含卡滞故障)又占阀门故障总数的35%,见表4。

表3 美国土星系列运载火箭发动机故障统计表Table 3 Failure statistics of US Saturn series of launch vehicles

表4 美国土星系列运载火箭发动机阀门故障统计表Table 4 Failure statistics of the valves of US Saturn series of launch vehicles
从表1~表4可以看出,在国内外液体火箭发动机研制过程中,阀门故障约占发动机故障的30%左右,而阀门卡滞卡死故障要占阀门故障相当大的比例(不小于 35%)。这说明阀门卡滞卡死故障是发动机可靠工作的一大潜在威胁。
2 阀门卡滞卡死故障案例及其故障原因
2.1 国内液体火箭发动机阀门故障案例及原因
国内液体火箭发动机阀门卡滞卡死故障案例及其故障原因[1]见表5。
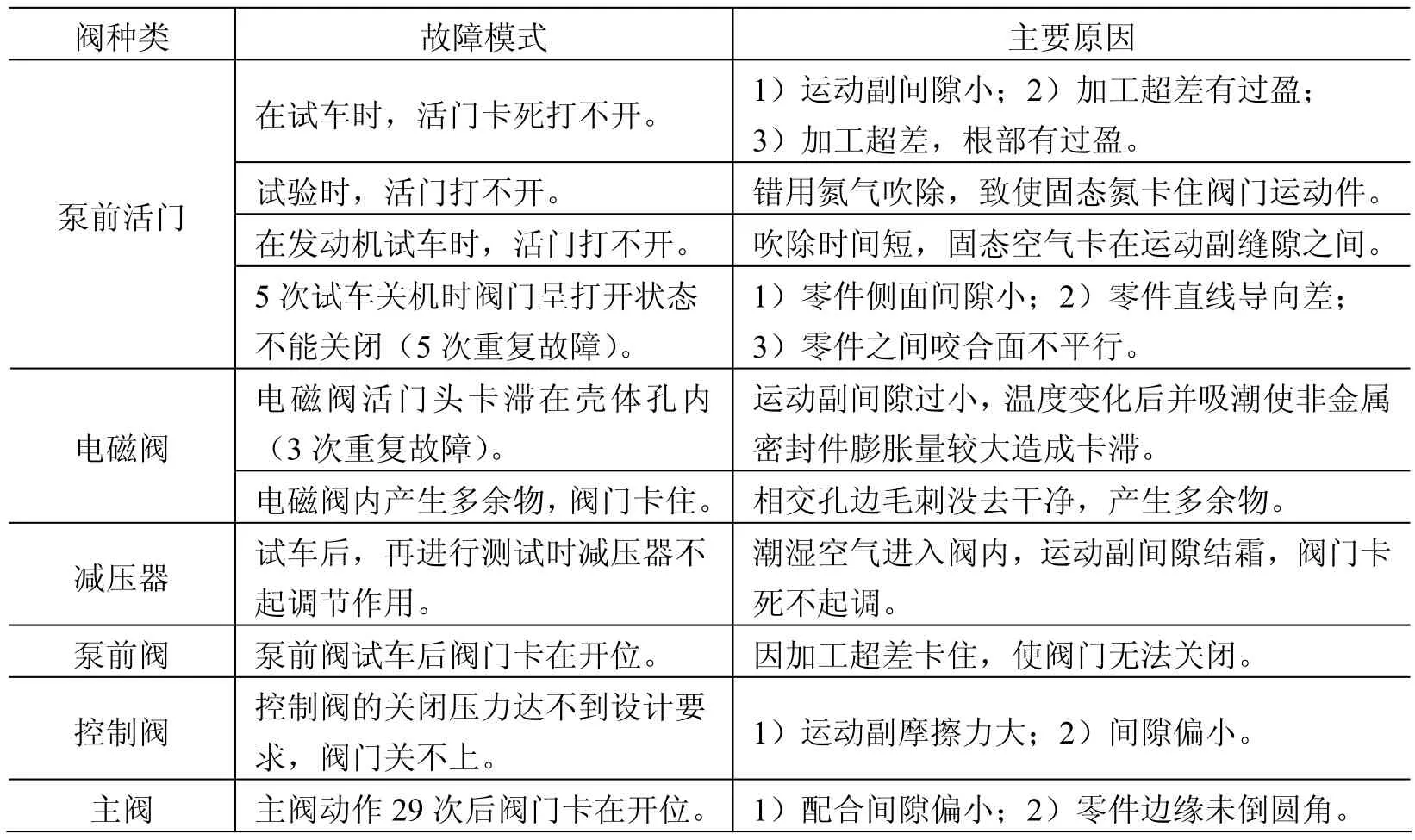
表5 国内液体火箭发动机阀门卡滞卡死故障案例分析Table 5 Cases of engine valve sticking and jamming of China’s rockets
2.2 国外液体火箭发动机阀门故障案例及原因
国外液体火箭发动机阀门卡滞卡死故障实际案例及故障原因的统计见表6[2]。
据表5、表6所列的阀门卡滞卡死故障原因,总结归纳为5个内部原因(材料和结构参数不当)和5个外部原因(外来多余物),详见图1。

表6 国外火箭发动机阀门卡滞卡死故障案例Table 6 Cases of engine valve sticking and jamming of foreign rockets

图1 阀门卡滞卡死故障原因简图Fig. 1 Failure causes of sticking and jamming of valves
3 阀门运动副卡滞卡死故障的机理
3.1 阀门运动副的结构特点
液氢液氧火箭发动机的吹除、预冷、启动、调节、关机等功能是靠阀门运动副的相互接触(见图2和图3的接触面、接触面间有结构间隙)和相对运动实现的。阀门的运动副一般是活门和壳体(见图2),或者是传递给活门驱动力的顶杆和套筒(见图3)。阀门运动副都是从互相接触的一个位置,在阀门驱动力的作用下,通过直线运动或圆弧运动到达另一个位置,从而可实现阀门的开启、调节、关闭功能,进而实现控制发动机的功能。其运动形式除了球阀、蝶阀是圆弧转动外,其他阀门都是直线移动。阀门运动副的结构特点就是有相对运动、有接触面、有间隙。

图2 阀门运动副是活门-壳体的简图Fig. 2 Valve and shell as kinematic pairs

图3 阀门运动副是顶杆-套筒的简图Fig. 3 Mandril and sleeve as kinematic pairs
3.2 摩擦磨损的机理是接触粘着和“犁沟”
根据英国鲍登、泰伯教授的粘着摩擦磨损理论[3]和苏联克拉盖尔斯基的摩擦-分子-机械理论[4],阀门运动副在接触面上接触的过程如下:对于硬度相同或相近、有一定粗糙度的两个金属表面,在外力载荷的作用下,先接触的是第一高度的微凸部位,接触变形开始是弹性变形,接着是塑性变形;而后接触的是第2高度的微凸部位,最后接触的是第3高度的微凸部位,等等。随着接触部位外力的加大,接触面积加大,见图4~图6。
图4 阀门运动副接触面Fig. 4 Contact surface of kinematic pairs

图5 压力小的接触面Fig. 5 Contact surface at low pressure

图6 压力大的接触面Fig. 6 Contact surface at high pressure
就是在这些小小的接触面上,发生塑性流动、粘着、冷焊、分子间的互相吸引作用。当运动副相对滑动运动的时候,必须剪断这些粘着形成的接触面,这些剪断力就是摩擦力,微凸部分的断裂就是磨损。
根据鲍登、泰伯教授的理论[3],对于硬度不同的两个运动副表面,硬金属的微凸点会在软金属的表面产生“犁沟”,也就是硬金属的“尖刀”扎进了软金属的内部,见图7。金属表面层结构见图8。当硬金属的“尖刀”在阀门驱动力作用下相对软金属滑动时,“尖刀”就在软金属表面层内部产生位移长度为阀门开度的“犁沟”,金属在这个过程中发生了弹性变形、塑性变形、断裂破坏,也就是发生了摩擦磨损,对阀门运动副的运动件产生了阻力。

图7 犁沟摩擦磨损示意图Fig. 7 Furrow friction and abrasion
3.3 阀门运动副卡滞卡死故障的机理
按照鲍登、泰伯教授的理论[3],总的摩擦磨损等于微凸接触面剪切摩擦磨损和“犁沟”摩擦磨损两项之和。
阀门的运动副只要相互接触、相对运动,就会发生上述摩擦磨损[5]。当总的摩擦磨损力小于阀门的驱动力时,运动副的运动件在驱动力的作用下,使阀门运动副能正常动作;随着运动副的动作次数增加、工况环境变化等,总的摩擦磨损力会加大,当这个力尚小大于阀门驱动力时,阀门虽还能运动,但其安全裕度下降了,这就是阀门运动副的卡滞;当总的摩擦磨损力增大到等于或超过阀门驱动力时,阀门则不能运动了,这就是阀门运动副的卡死。
材料在低温环境下的收缩也会使运动副结构间隙减小而产生阀门运动副的卡死;此外,如果在阀门运动副的结构间隙中残留有能在低温、超低温下结冻的多余物(液体、气体、固体),就会在结冻的运动副表面产生巨大的结合力,大大地超过阀门驱动力,使阀门不能运动。
4 低温阀门运动副的可靠性设计准则及防卡滞设计措施
4.1 低温阀门运动副可靠性设计准则
液氢液氧火箭发动机阀门运动副可靠性设计的准则有:
1)尽量减小和控制运动副之间的摩擦磨损;
2)增大阀门驱动力,使其大到数倍于摩擦磨损力,保证阀门可靠动作;
3)限制工况环境变化的范围,控制运动副之间摩擦磨损的程度;
4)要在设计、加工、试验、测试、发射的全过程中控制运动副之间摩擦磨损力始终小于阀门的驱动力,使阀门可靠动作;
5)要考虑到阀门运动副材料的低温收缩系数对结构间隙的影响;
6)要采用设计、装配、吹除置换、真空干燥、氦气封存、真空封存等手段,防止在阀门运动副的结构间隙中残留有低温、超低温下结冻的物质。
4.2 低温阀门运动副的防卡滞设计措施
低温阀门运动副防卡滞设计措施见表7。

表7 低温阀门防止运动副卡滞的设计措施Table 7 Anti-sticking methods for low-temperature valves
5 某氢氧发动机控制阀运动副卡滞故障分析实例
在试验中发现某氢氧发动机控制阀有运动副卡滞故障,其故障定位和原因、改进措施和效果如下。
5.1 故障定位
氢氧发动机控制阀运动副卡滞故障定位见表8。故障定位在表8的图中推拉杆和导套外圆磨损处。
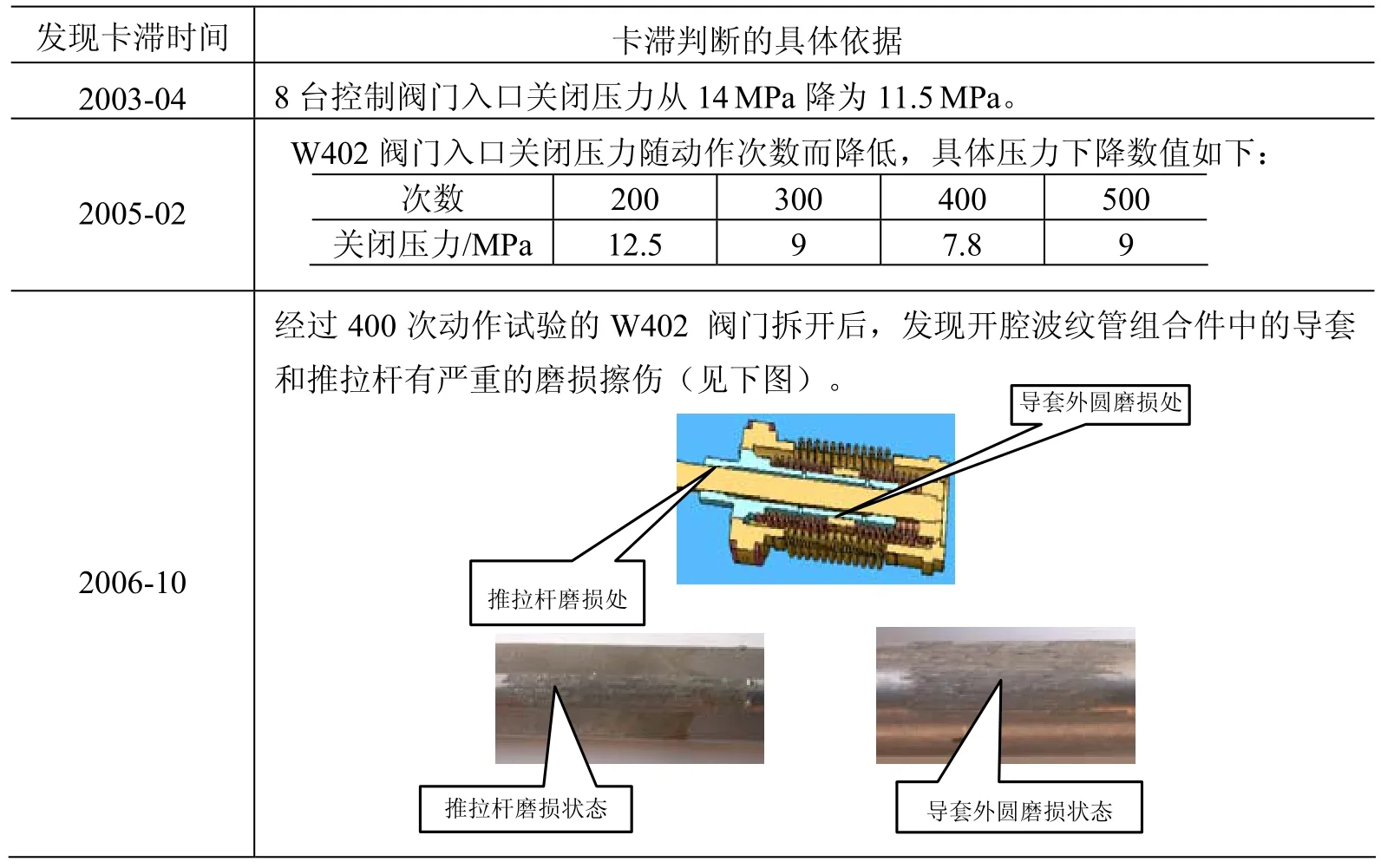
表8 氢氧发动机控制阀运动副卡滞故障Table 8 Sticking of control valves of liquid hydrogen/oxygen rocket
5.2 故障原因
1)运动副导套和卡环为同种材料(1Cr18Ni9Ti),容易产生黏着磨损;
2)运动副导套和卡环之间间隙偏小,单边间隙只有0.1 mm;
3)卡环边角偏小,圆角仅为0.3 mm;
4)运动次数过多,空气试验的干摩擦次数500次以上。
5.3 改进措施
控制阀运动副卡滞故障排除及改进措施见表9。

表9 控制阀运动副卡滞故障排除及改进措施Table 9 Improvement measures for the sticking of control valves
5.4 改进效果
控制阀运动副的改进效果见表10。
总之,控制阀运动副经改进后:1)阀门运动副的摩擦磨损大大降低了;2)阀门的关闭安全裕度加大了;3)阀门运动副的卡滞故障排除了;4)参加发动机热试车成功。
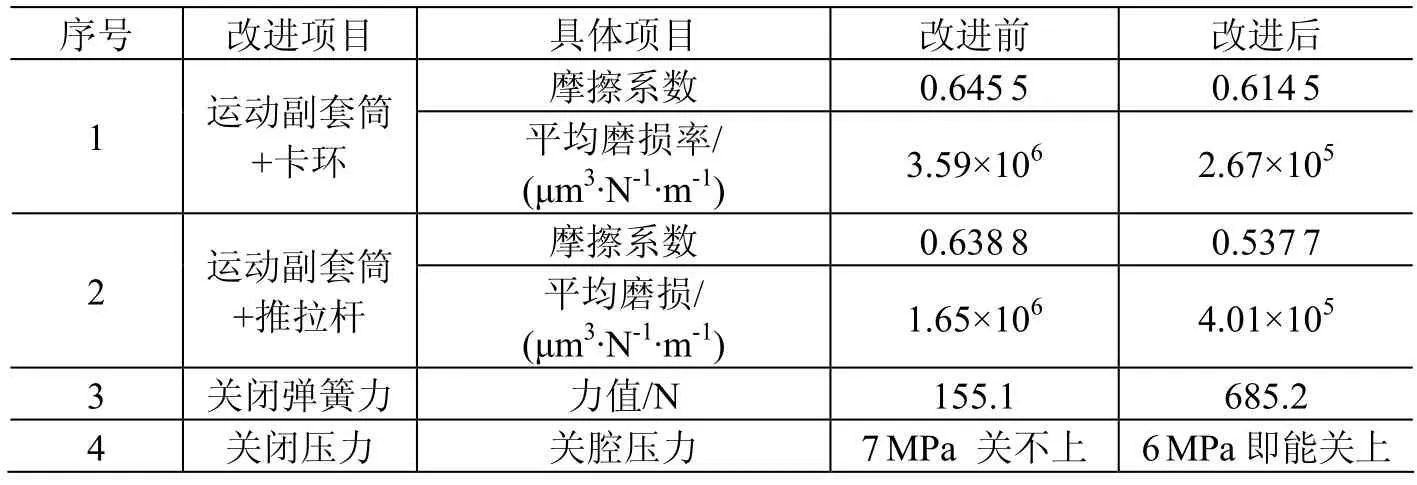
表10 控制阀运动副的改进效果Table 10 The improvement of the control valves
6 结论
根据本文所述国内外火箭发动机低温阀门卡滞卡死故障的统计数据、故障机理、可靠性设计和防卡滞设计准则、故障排除及改进措施,结合实际案例分析,可得出如下结论:
1)液体火箭发动机阀门故障占液体火箭发动机故障总数的30%左右;
2)液体火箭发动机阀门卡滞卡死故障约占阀门各种故障的40%左右;
3)阀门卡滞卡死的故障机理是金属表面微凸接触面的粘着和“犁沟”摩擦磨损所致;
4)应该从阀门的结构设计、试验要求、测量检测等要素入手,减少和控制运动件的摩擦磨损,防止航天发动机和航天器的阀门发生卡滞卡死故障;
5)低温阀门应考虑材料的收缩系数对间隙的影响,应从设计、工艺、试验上防止在阀门运动副的结构间隙中残留有低温、超低温下结冻的物质(液体、气体、固体),防止阀门发生卡滞卡死故障;
6)采取不锈钢运动副金属表面镀氮化钛、适当加大运动副间隙、加大尖边圆角、增加弹簧力等措施,确能减少阀门运动副的摩擦磨损,防止卡滞卡死故障的发生。
(References)
[1]航天部十一所. 发动机故障启示录[G], 1998
[2]张宗美. 航天故障手册[M]. 北京: 宇航出版社, 1994
[3]鲍登 F P, 泰伯 D. 固体的摩擦与润滑[M]. 袁汉昌,等, 译. 北京: 机械工业出版社, 1986
[4]孙家抠. 金属的摩擦[M]. 北京: 冶金工业出版社, 1999
[5]绍荷生. 摩擦与磨损[M]. 北京: 煤炭工业出版社,1992
