G03气缸套离心铸造云斑偏析的质量放行标准的实践
2012-10-27赵跃忠
赵跃忠
(武汉船舶职业技术学院工业中心,湖北武汉 430050)
离心铸造是目前中、大功率柴油机气缸套毛坯普遍采用的先进铸造工艺。由于离心浇注本身的结晶特点及铸造工艺参数和合金成分(S、P、Cr、B、Mo、Cu等元素)的影响,以目前我国的生产工艺条件,要完全消除离心铸造特有的且常见的云斑偏析缺陷是不现实的。我国的专业标准《CB/T 3903-1999中、大功率柴油机离心铸造气缸套金相检验》中对云斑偏析进行了严格的分级。下面以G03气缸套为例,在分析其对气缸套使用性能影响的轻重程度的基础上,结合该型气缸套的结构特点,并通过本人多年的实践,针对云斑偏析缺陷,提出G03气缸套的质量验收放行控制标准。
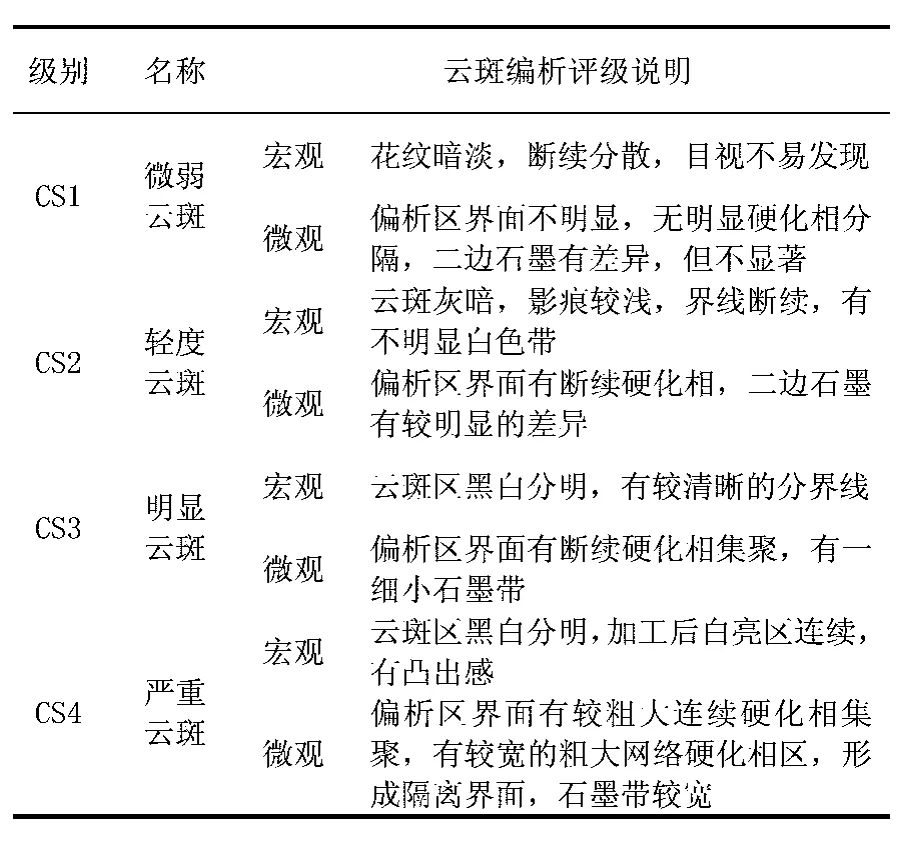
1 云斑偏析缺陷定义及分级
云斑偏析(简称CS)是离心铸造气缸套的一种缺陷组织,宏观上为气缸套经切削加工后的内、外表面上出现的不规则的明暗相间的花纹状组织;微观上表现为合金成分的偏析、金相组织的不均匀。
根据CB/T 3903-1999分级标准,将云斑偏析按偏析的轻重程度,分为四级,具体如下表:
?
2 云斑偏析缺陷对气缸套使用性能的影响
2.1 对抗拉强度的影响
根据有关资料报道,以及本人所在企业的多年跟踪试验,有云斑偏析的气缸套的抗拉强度,较正常无缺陷的气缸套其抗拉强度会有不同程度的降低,其降低幅度与云斑偏析的轻重程度有直接关系。一般来说,出现CS1级云斑偏析时,经过统计,降低幅度大约为5~10%左右;CS2级为10~20%左右;CS3级40%左右。
2.2 对低周抗震疲劳性能的影响
柴油机气缸套是在交变、冲击振动的负荷下运行的,因此对其材质的低周抗振抗疲劳强度也是有要求的。一般情况下,目前各大气缸套生产厂家的离心铸造工艺都得到了较大提高,离心铸造的低周抗震疲劳性能普遍比砂型铸造的气缸套要高,并且稳定。但由于云斑偏析缺陷的原因,其低周抗震疲劳性能会有较大的波动,甚至降到正常无缺陷的气缸套的5%左右。因此根据气缸套的结构及性能要求,必须对云斑偏析加以控制。否则,会直接影响到气缸套的使用寿命。
2.3 对硬度及耐磨性能的影响
离心铸造由于铁液结晶特点,整个气缸套硬度从外到内,存在不同的硬度值。经加工后的气缸套硬度一般是外层高,内层低,差异值一般在HB30以内。相对于CS1、2级偏析区域来说,其硬度值与正常值差异不大,但相对于CS3、4级偏析区域来说,其硬度差值在HB40以上,甚至达到HB100。硬度值是反映气缸套耐磨程度的一个指标,如果气缸套内孔的硬度差异较大,会产生偏磨、异常磨损或拉缸等现象,因此也必须对云斑偏析加以控制。
2.4 抗穴蚀性能的影响
离心气缸套由于处在离心力动态作用下,铁液结晶是从气缸套外表面顺序向内凝固的,越接近外表面其晶粒越细小致密,而气缸套的耐腐蚀表面又恰好是外表面,故其耐蚀性较砂型铸造的要好。云斑偏析对其耐蚀性没有明显的差异。经过本人多年的跟踪与观察,也证明了这一点。
3 针对G03气缸套云斑偏析缺陷的质量验收标准
3.1 G03气缸套的结构及特点
图1所示为G03气缸套的结构图,其中AA为上顶面、B-B支撑肩、C-C与D-D为下密封圈部位、E-E为活塞环下止点、F-F为活塞环上止点。
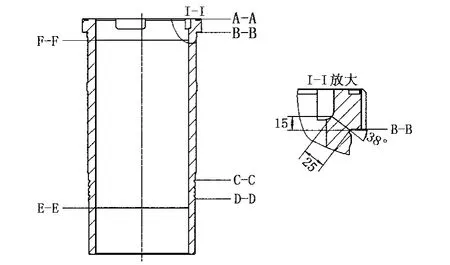
图1 G03气缸套结构图
由于G03气缸套项部设计有四个进排气门避阀坑,如图1中右放大图所示,支撑肩与避阀坑最近距离为25mm,高度方向为15mm,角度为38°左右。从用户反馈收集到的有裂缝和断裂缸套的断口分析,绝大多数情况与此最近距离连线及角度方向相吻合(见图2)。故此处针对云斑偏析缺陷,必须加以严格的控制。

图2 最近距离连线及角度吻合图
活塞环上止点F-F以下60mm处,由于此处摩擦力最大,温度最高,磨损最严重。故此处针对云斑偏析缺陷,也必须加以控制。
C-C与D-D为下密封圈部位,此部位由于密封槽较深,其强度受到了较大削弱,再加上柴油机初期磨合不到位,也容易发生拉缸,甚至于引起缸套断裂。故此处针对云斑偏析缺陷,也应该加以控制。
3.2 针对G03气缸套云斑偏析缺陷的质量验收标准
通过对云斑偏析缺陷对气缸套性能的影响,结合G03缸套本身形状、受力情况、断裂现象,经过仔细研究,将云斑偏析缺陷气缸套的质量验收标准,确定为如下:
3.2.1 外表面云斑偏析缺陷质量验收标准
(1)支撑肩B-B处及过渡圆弧处不允许有任何云斑存在。
(2)支撑肩B-B处以上30mm及以下120mm处,允许有CS1级存在。
(3)C-C与D-D密封圈部位,允许有CS1、CS2级存在。
(4)其余部位允许有 CS1、CS2、CS3级云斑存在,但不允许内外壁相同部位同时存在CS3级云斑。
(5)所有位置不允许有CS4级云斑存在。
3.2.2 内表面云斑偏析缺陷的质量验收标准
(1)孔内避阀坑下联接过渡圆弧凹坑处允许有CS1级云斑存在。
(2)内孔表面在支撑肩B-B截面以上30mm、活塞上止点F-F以下60mm内孔处,允许有CS1级云斑存在。
(3)活塞上止点F-F截面60mm以下、活塞下止点E-E截面以上,允许有CS1、CS2级云斑存在。
(4)内孔表面在支撑肩B-B截面30mm以上、活塞下止点E-E截面以下,允许有CS1、CS2、CS3级云斑存在,但不允许内外壁相同部位同时存在CS3级云斑。
(5)所有位置不允许有CS4级云斑存在。
4 结 语
在缸套不同区域内的“云斑”偏析,其严重性和危害程度是不同的。本文通过G03缸套为例,在参照专业标准的基础上,结合该型缸套的结构特点,通过本人多年的实践,对云斑偏析缺陷提出了质量放行的控制标准,避免不必要的报废,减少损失,同时给离心铸造气缸套质量验收提供更科学、更严密、更实际的依据。经过多年的跟踪调查取证,对于云斑偏析缺陷放行的控制标准是可行的和有效的。
1 CB/T 3903-1999.中大功率柴油机离心铸造气缸套铸铁件技术条件.
2 CB/T 3903-1999.中大功率柴油机离心铸造气缸套铸铁件金相检验.
3 程志圣等.“云斑”偏析物的相组织对性能影响[J].热加工工艺,1982(21)
