NaOH催化猪油甲醇解的工艺研究
2012-09-25张瑶瑶,孙玉梅,曹方,王培忠,杜巧娟,陈敏
张 瑶 瑶, 孙 玉 梅, 曹 方, 王 培 忠, 杜 巧 娟, 陈 敏
( 1.大连工业大学 生物工程学院, 辽宁 大连 116034; 2.大连工业大学 纺织与材料工程学院, 辽宁 大连 116034 )
0 引 言
以猪油替代植物油作为制备脂肪酸甲酯的原料,能节省大量油料作物耕地,具有经济和社会效益。脂肪酸甲酯的生产主要有酯化法和酯交换法[1]。根据酯交换法中酰基供体种类的不同,可将其分为酸解、醇解和酯-酯交换法。油脂甲醇解的方法包括化学催化法、酶催化法和超临界流体法[2]。采用酶催化实现猪油甲醇解,反应时间较长,甲醇易造成酶失活,催化剂成本较高。采用超临界流体法进行猪油甲醇解,对设备和反应条件要求高,操作费用高。这些特点限制了酶催化法和超临界流体法的工业化应用。通过比较酸法和碱法催化油脂甲醇解的效果,发现碱法催化的反应速度更快,甲醇用量、温度和压力均较低,更能节省成本[3],因而受到高度重视。
碱法催化油脂醇解的主要工艺条件有醇油摩尔比、催化剂用量、反应温度和时间等[4-6]。目前碱催化法研究的重点是寻找高效环保的催化剂和提高产品分离度[7]。
本文使用NaOH作为猪油甲醇解的催化剂,考察了反应温度、猪油与甲醇摩尔比、催化剂用量和反应时间对猪油转化率的影响,并使用气相色谱对产品进行了成分分析。
1 实 验
1.1 材料及仪器
食用猪油,香河溢达油脂有限公司;橄榄油,国药集团化学试剂有限公司;NaOH,分析纯,天津市大陆化学试剂厂;脂肪酸甲酯标准品,色谱纯,美国Supelco公司;其他试剂均为国产分析纯。
CR 21G型高速冷冻离心机,日本HITACHI公司;THZ-82水浴恒温振荡器,金坛市精达仪器制造厂;GC 8900气相色谱仪,山东经纬分析仪器有限责任公司;GA-2000A低噪音空气泵,北京中兴汇利科技发展有限公司;SHC-300高纯氢气发生器,山东赛克赛斯氢能源有限公司。
1.2 实验方法
1.2.1 猪油的预处理
除杂质:将猪油加热至160 ℃,使油料黏度降低,向其中通入水蒸气,冷却分层,除去下层洗液。控制猪油在105~110 ℃ 除水,直至没有水泡溢出。
除游离脂肪酸:将无水乙醇和猪油以体积比1∶2混合,于60 ℃ 水浴加热搅拌30 min至完全互溶,快速降温至10 ℃ 左右,脂肪酸甘油酯析出,而游离脂肪酸溶于乙醇中。分层后除去上层乙醇溶液,下层的除酸猪油再于105~110 ℃ 脱水。
1.2.2 猪油甲醇解反应系统
在250 mL三口烧瓶中,将17.26 g处理后的猪油与4.88 mL甲醇和0.173 NaOH混合,密封后置于60 ℃水浴,于160 r/min搅拌反应2 h。反应装置为密封的三口烧瓶,中间为搅拌装置,两侧分别为回流冷凝管和温度计。
在研究工艺条件时,分别改变需考察的条件,进行单因素实验。
1.2.3 猪油甲醇解产物处理
在猪油甲醇解反应结束后,将反应液倒入分液漏斗,静置至分层,用10 mL热去离子水洗涤上层,静置至分层。上层为猪油和猪油甲醇解生成的脂肪酸甲酯,下层含有甲醇、水和反应生成的甘油。上层液体使用气相色谱测定脂肪酸甲酯组成,下层液体均匀混合测甘油生成量。
1.2.4 猪油转化率的计算
根据测定的甘油生成量来估算猪油转化率。
1.2.4.1 甘油生成量的测定
准确量取10 mL稀释一定倍数的样液,放入250 mL具塞锥形瓶中,再加入0.02 mol/L KIO4溶液20 mL,3 mol/L H2SO4溶液10 mL,盖上塞子,摇匀,室温下置于暗处,反应30 min。加入0.6 g KI和100 mL去离子水,用0.1 mmol/L Na2S2O3标准溶液滴定至淡黄色,再加入1 mL 0.5%淀粉指示剂,继续滴至蓝色恰好消失[8]。用去离子水取代样液进行同样操作,作为空白的测定。
1.2.4.2 猪油分子质量的测定

1.2.4.3 猪油转化率的测定


1.2.5 脂肪酸甲酯的测定
采用气相色谱法分析反应混合物中的脂肪酸甲酯组成。将甲醇解反应生成的粗脂肪酸甲酯于 0.1 MPa下减压蒸馏,收集 140~200 ℃馏分,馏分使用二氯甲烷溶解。
气相色谱条件为:PEG-20M(30 m×0.32 mm×0.35 μm)毛细管柱;柱箱温度 180 ℃,汽化室温度 250 ℃,FID检测器温度 250 ℃;载气为氮气,柱前压 0.1 MPa;氢气体积流量 30 mL/min,空气体积流量 50 mL/min;进样量 0.2 μL。
2 结果和讨论
2.1 猪油预处理效果
在NaOH催化猪油甲醇解反应体系中,若存在游离脂肪酸会发生中和反应生成水,从而使猪油皂化。因此,在甲醇解反应前要先去除猪油中的游离脂肪酸。由表1可知,猪油经预处理后酸值减小了0.24 mg/g。
表1 猪油预处理前后的酸值
Tab.1 The acid value of lard before and after pretreatment

样品酸值/(mg·g-1)猪油预处理前0.471猪油预处理后0.231
2.2 醇油摩尔比对猪油甲醇解的影响
在反应系统中加入不同醇油摩尔比的甲醇,猪油转化率的测定结果见图1。

图1 醇油摩尔比对碱催化猪油转化率的影响
Fig.1 Influence of molar ratio of methanol to oil on the conversion of alkali-catalyzed lard
如图1所示,醇油摩尔比为4∶1时,猪油转化率很低,说明猪油甲醇解反应不完全。醇油摩尔比在6∶1~10∶1时,猪油转化率均高于 89.8%,且差异不显著(α=0.05)。实验过程中发现随着甲醇加入量的增大,生成的甘油易凝固,且分离困难,因此选用6∶1为适宜醇油摩尔比。在NaOH催化大豆油与甲醇酯交换的研究中发现,加入过量的甲醇会使甘油分离困难,还会增加甲醇的回收费用和反应过程中甲醇的挥发[9]。
2.3 反应温度对猪油甲醇解的影响
在反应系统中按醇油摩尔比为6∶1和8∶1加入甲醇,在不同温度下反应2 h,猪油转化率的测定结果见图2。
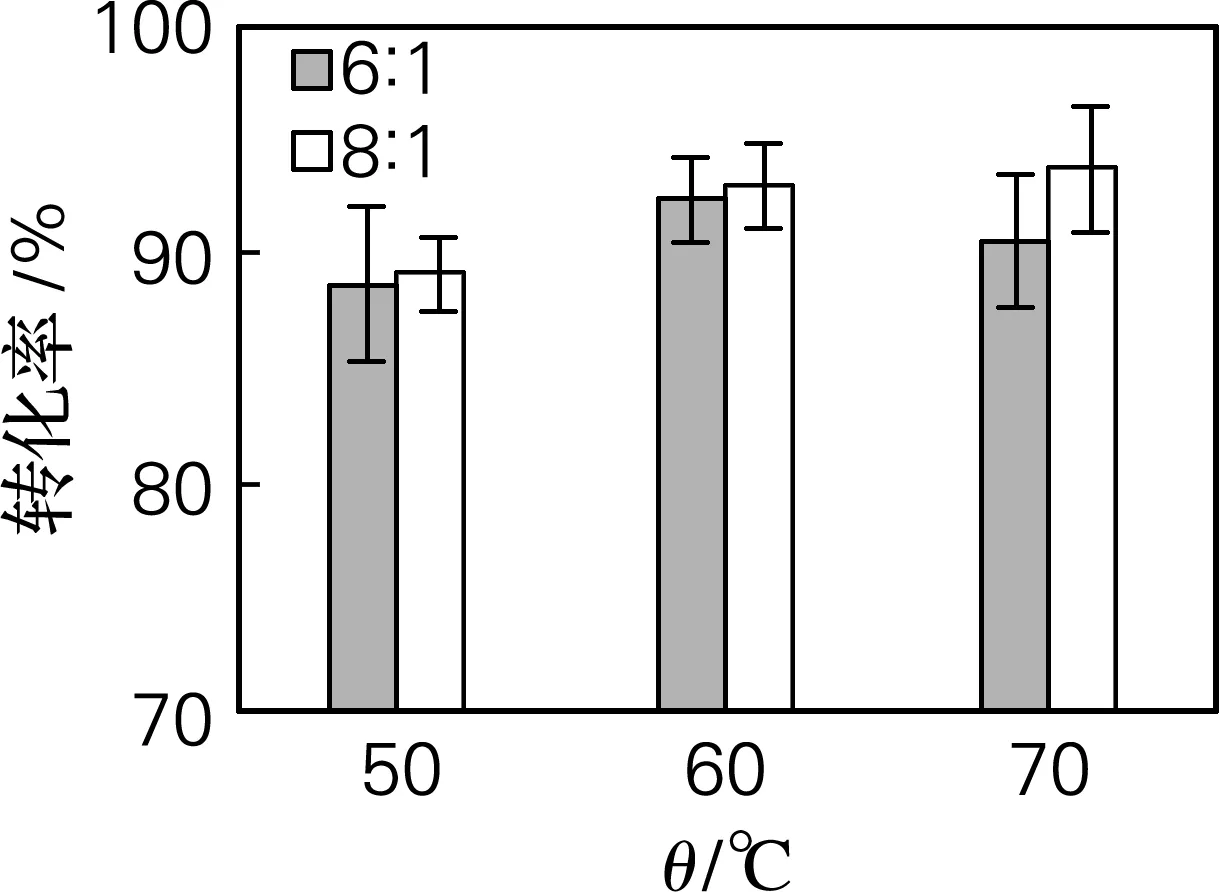
图2 反应温度对碱催化猪油转化率的影响
Fig.2 Influence of reaction temperature on the conversion of alkali-catalyzed lard
由图2可见,当醇油摩尔比为6∶1时,50 ℃的猪油转化率较低,说明温度低不利于猪油甲醇解反应进行;60 ℃的猪油转化率高于70 ℃,这是因为甲醇的沸点为64.5 ℃,70 ℃时甲醇部分挥发,体系中甲醇减少导致猪油转化率降低。8∶1醇油摩尔比在70 ℃时,比6∶1醇油摩尔比在60 ℃ 的猪油转化率有显著提高,可见甲醇加入量较多能有效促进甲醇解反应。考虑到节能降耗,在醇油摩尔比为6∶1时选用60 ℃为适宜反应温度。使用质量分数1.0%的NaOH催化葵花籽油制备甲酯,同样在醇油摩尔比6∶1和60 ℃的条件下达到最高转化率[10]。
2.4 催化剂用量对猪油甲醇解的影响
在反应系统中加入猪油质量0.5%~2%的NaOH,猪油转化率测定结果见图3。由图3可知,0.5%的NaOH催化猪油转化率很低。NaOH用量在1.0%~2.0%时,猪油转化率有显著增加。随催化剂用量的增加,反应过程中生成乳胶状物质增多,反应体系黏度增加,反应结束时有凝胶状物质析出,甘油的分离难度增大,因此用质量分数1%的NaOH催化反应较适宜。在使用NaOH催化潲水油制备生物柴油时,催化剂用量超过1%会使反应体系发生严重的皂化现象[11]。

图3 催化剂用量对碱催化猪油转化率的影响
Fig.3 Influence of catalyst concentration on the conversion of alkali-catalyzed lard
2.5 反应时间对猪油甲醇解的影响
反应系统分别反应不同的时间,猪油转化率的测定结果见图4。

图4 反应时间对碱催化猪油转化率的影响
Fig.4 Influence of reaction time on the conversion of alkali-catalyzed lard
由图4可知,猪油转化率随反应时间的增加而增大,但反应时间为2.5 h时猪油转化率已经达到90%以上,因此从减少能耗的角度出发,确定2.5 h为最佳反应时间。不同油脂的甲醇解时间大不相同,在NaOH催化葵花籽油体系,以醇油摩尔比6∶1、1% NaOH、150 r/min、60 ℃条件下反应30 min油脂转化率可接近最大值[12]。
2.6 猪油甲醇解产物的测定
采用气相色谱法分析猪油甲醇解生成的脂肪酸甲酯组成。结果如图5所示,图中脂肪酸甲酯的出峰顺序依次为肉豆蔻酸甲酯、棕榈酸甲酯、棕榈油酸甲酯、硬脂酸甲酯、油酸甲酯、亚油酸甲酯。图6为脂肪酸甲酯标准品气相色谱图。
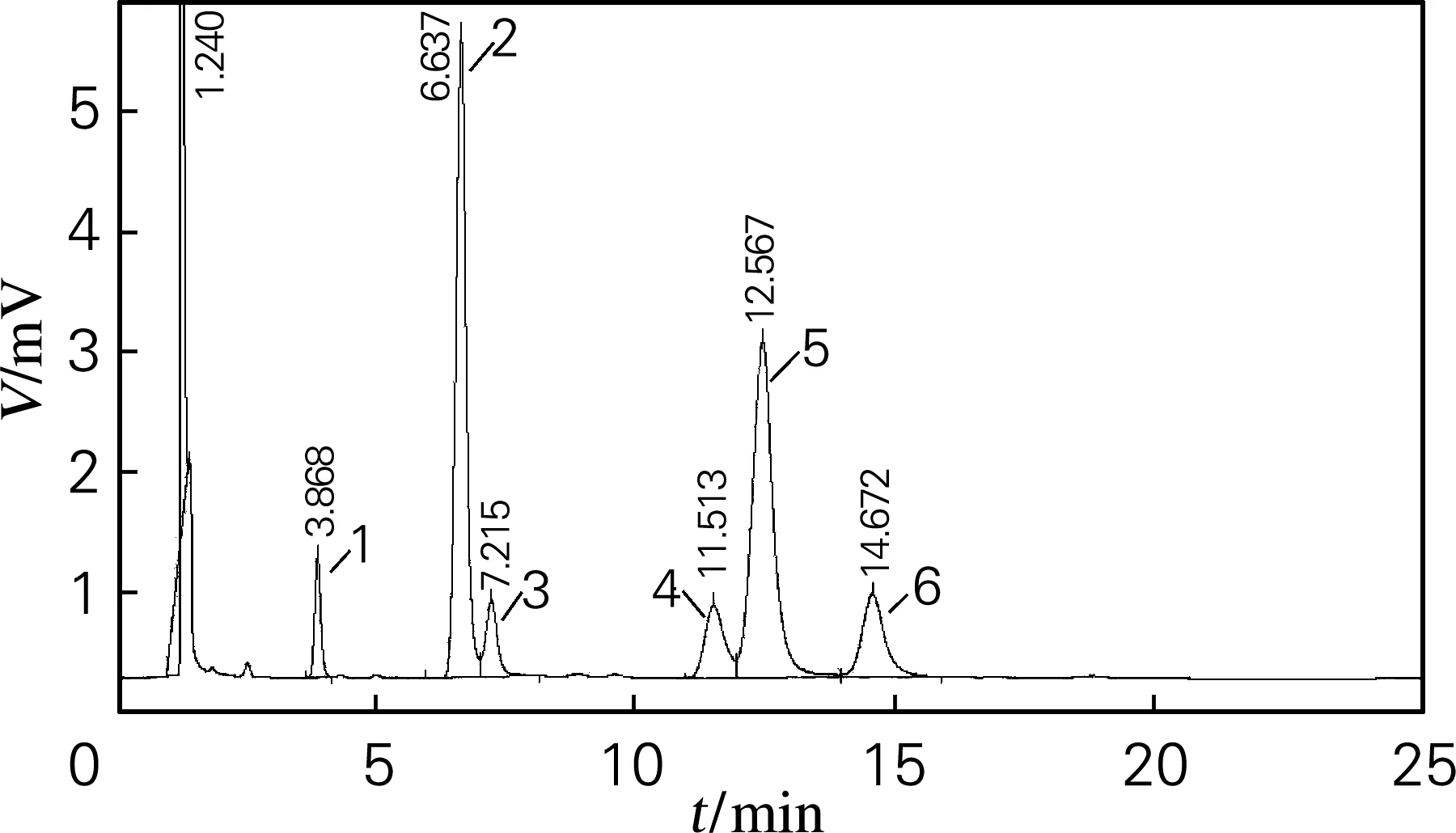
1 肉豆蔻酸甲酯; 2 棕榈酸甲酯; 3 棕榈油酸甲酯; 4 硬脂酸甲酯; 5 油酸甲酯; 6 亚油酸甲酯
图5 猪油甲醇解生成的脂肪酸甲酯气相色谱图
Fig.5 GC chromatogram of methyl esters produced in lard methanolysis

1 辛酸甲酯; 2 癸酸甲酯; 3 月桂酸甲酯; 4 十三酸甲酯; 5 肉豆蔻酸甲酯; 6 肉豆蔻烯酸甲酯; 7 十五酸甲酯; 8 棕榈酸甲酯; 9 棕榈油酸甲酯; 10 十七酸甲酯; 11 硬脂酸甲酯; 12 油酸甲酯; 13 亚油酸甲酯; 14 亚麻酸甲酯; 15 山俞酸甲酯; 16 芥酸甲酯
图6 脂肪酸甲酯标准品气相色谱图
Fig.6 GC chromatogram of standard fatty acid methyl- esters
3 结 论
NaOH催化猪油甲醇解反应的适宜条件为取醇油摩尔比6∶1,用质量分数1%的NaOH在60 ℃催化反应2.5 h,此条件下猪油转化率最高可达到92.9%。猪油甲醇解后主要生成肉豆蔻酸甲酯、棕榈酸甲酯、棕榈油酸甲酯、硬脂酸甲酯、油酸甲酯和亚油酸甲酯,其中棕榈油酸甲酯和油酸甲酯质量分数较高,分别为32%和41%。
[1] DIAS J M, ALVIM-FERRAZ M C M, ALMEIDA M F. Production of biodiesel from acid waste lard[J]. Bioresource Technology, 2009, 100(24):6355-6361.
[2] 王晓东. 生物柴油的制备技术及应用现状[J]. 工业催化, 2008, 16(8):38-42.
[3] RASHIDA U, ANWARA F. Production of biodiesel through optimized alkaline-catalyzed transesterification of rapeseed oil[J]. Fuel, 2008, 87(3):265-273.
[4] ALAMU O J, WAHEED M A, JEKAYINFA S O. Effect of ethanol-palm kernel oil ratio on alkali-catalyzed biodiesel yield[J]. Fuel, 2008, 87(8/9):1529-1533.
[5] SIVAKUMAR P, ANBARASU K, RENGANATHAN S. Bio-diesel production by alkali catalyzed transesterification of dairy waste scum[J]. Fuel, 2011, 90(1):147-151.
[6] 牛俊,孙玉梅,李沅,等. 固体碱催化高酸值地沟油转酯化的研究[J]. 粮油加工, 2009(1):67-69.
[7] 刘荣厚,曹卫星,黄彩霞. 菜籽油碱催化酯交换法制备生物柴油工艺参数的优化[J]. 农业工程学报, 2010, 26(6):245-250.
[8] 刘伟伟,苏有勇,张无敌,等. 生物柴油中甘油含量测定方法的研究[J]. 可再生能源, 2005(3):14-20.
[9] 曾红舟,蒋惠亮,郭宏珍. 强碱催化大豆油酯交换制备生物柴油[J]. 大豆科学, 2007, 26(4):583-587.
[10] RASHIDA U, ANWARA F, MOSERB B, et al. Production of sunflower oil methyl esters by optimized alkali-catalyzed methanolysis[J]. Biomass and Bioenergy, 2008, 32(12):1202-1205.
[11] 蔡新安,俞慧芳,邱祖民,等. 潲水油碱催化制备生物柴油[J]. 南昌大学学报:工科版, 2008, 30(1):9-11.
[12] STAMENKOVIC O S, LAZIC M L, TODOROVIC Z B, et al. The effect of agitation intensity on alkali-catalyzed methanolysis of sunflower oil[J]. Bioresource Technology, 2007, 98(14):2688-2699.
