2300XP电铲勺杆的矫正
2012-09-14易剑辉叶喜平
易剑辉,叶喜平
(1.江西铜业集团公司德兴铜矿,江西德兴 334224;2.江西铜业集团公司德兴铜矿铸造有限公司,江西德兴 334224)
2300XP电铲勺杆的矫正
易剑辉1,叶喜平2
(1.江西铜业集团公司德兴铜矿,江西德兴 334224;2.江西铜业集团公司德兴铜矿铸造有限公司,江西德兴 334224)
2300XP电铲是德兴铜矿采矿重要设备,因服役年限很长等多方面原因,所有电铲勺杆均出现不同程度的变形,制约了电铲的效率。针对2300XP电铲勺杆实际变形情况,结合勺杆的材质,采用合理的工艺对变形的勺杆进行修复,将能直接影响修复后的勺杆实际使用寿命。通过反复实践,我们采用火焰矫正工艺,对弯曲的勺杆空腹梁进行变形矫正并取得了成功,对类视焊接结构件的修理有一定的借鉴作用。
电铲;勺杆;火焰矫正;空腹梁;修复;操作性
1 引言
2300XP电铲勺杆是由两件钢板焊接的箱型梁和一件扭力箱焊接而成的结构件,是电铲重要结构件之一。勺杆跨装于电铲悬臂上,为铲斗提供旋转臂的作用,是电铲推压、提升动作的关键部件,承受着交变工作载荷。由于德兴铜矿岩石硬度高,勺杆在工作中频繁承受过大的冲击载荷,久而久之出现不同程度的弯曲变形。一旦勺杆变形,将造成推压系统动作失稳,并可能损坏相关推压零部件,使电铲无法正常安全运行。目前德兴铜矿因勺杆无法按期修复而影响了2300XP电铲的效率,制约了采矿生产。
2 勺杆材质及理化分析
勺杆属大型箱型梁,其长度为10.5m,侧梁的最大截面尺寸是480 mm×720mm。经材质化验及应力试验,我们得知勺杆钢材牌号为18SiMnNiMo,是抗拉强度80kg级的高强钢板,由此可知可知这类强度钢板的高温回火温度在500~650℃之间。图1为勺杆变形后的尺寸。
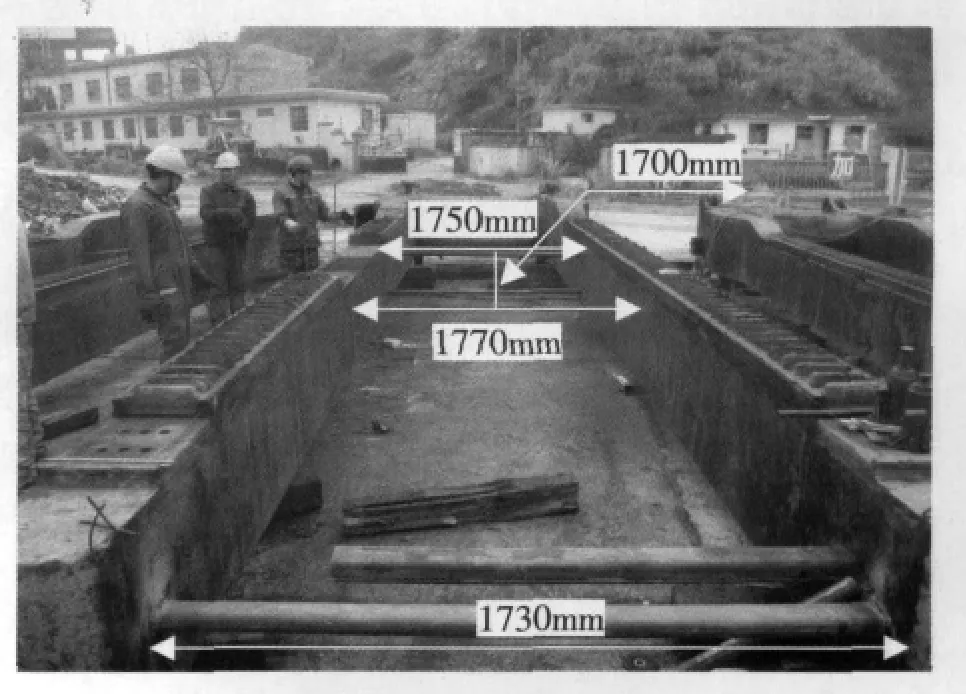
图1 勺杆变形后尺寸
3 矫正方式的选择
目前,我们对变形勺杆进行矫正主要采取局部更换变形钢板、机械矫正以及火焰矫正等三种方式,但前两种方式的矫正效果较差,且花费较长的时间,不利于目前的生产需要。火焰矫正方式具有灵活多便、简单易行、成本低廉和行之有效等优点[1-2],比较适宜对变形勺杆进行修复,但也存在加热温度以及加热点不容易控制的问题,下表为这三种矫正方式的对比:

表1 三种矫正形式对比
通过上表可知,要在短时间内对损坏的勺杆进行修复,采取火焰矫正的方式符合现在生产的需要。
4 火焰矫正的原理及实践
4.1 火焰矫正的原理
火焰矫正是利用金属有热胀冷缩的特性,当局部加热时被加热处的材料受热而膨胀,但由于周围温度低,因此膨胀受到阻碍,此时加热处的金属受到压缩应力,当加热温度为600~700℃时压缩应力超过屈服极限,产生压缩塑性变形。停止加热后,金属冷却缩短,结果加热处的金属纤维比原来的短,因而产生了新的变形。火焰矫正就是利用金属局部受热后所引起的新的变形与原变形方向相反来矫正原先的变形[3]。
由于火焰矫正引起的应力与焊接内应力一样都是内应力。不恰当的矫正产生的内应力与焊接内应力和负载应力迭加[4],会使柱、梁、撑的纵应力超过允许应力,从而导致承载安全系数的降低。采用火焰矫正时应注意以下几点:
(1)加热位置不得在主梁最大应力截面附近;
(2)矫正处加热面积在一个截面上不得过大,要多选几个截面。
4.2 火焰矫正实践
近期,我们成功地修复了一件变形较为严重的勺杆,具体变形情况是:该勺杆左梁内侧腹板两处弯曲变形,导致两侧梁末端内侧距离缩短到1730 mm (标准距离应为1790mm)。其中左侧梁第一变形点离扭力箱端4000 mm,此处两梁内侧距离为1750mm,第二变形点离第一变形点距离为1700mm,此处两梁内侧距离为1770 mm。
由于勺杆变形程度比较大,长度接近5m,腹板较宽,因此采用三角形火焰加热的方式,而勺杆有两处变形,在矫正过程中需在两个折弯点分别设立加热点,为防止出现相反的挠曲变形,三角形顶点在设立在勺杆翼板的中心线上。

图2 图2加热位置和加热范围
具体实施方法如下:
(1)先去除勺杆变形处上的齿条,把勺杆水平垫高;
(2)选好加热区域,两处加热处同时加热,为避免勺杆钢板的高温回火,加热温度定为480℃左右,加热时间为两小时,采用红外测温仪控制加热温度[5-6];
(3)加热同时在勺杆末端采用卧式千斤顶对顶,让变型梁不能自由热胀而产生压塑性变形,并将长度为1790 mm的定位杆焊接在两侧梁末端内侧。
加热好后,经过空冷冷却后,第三天拆除定位杆。经测量,两侧铲杆后端距离为1780 mm,接近标准尺寸。
5 结语
通过前文设计的矫正方案,严格控制了各道工序,使变形的2300XP电铲勺杆矫正50mm,并达到可以使用的正常范围,保证了我矿生产的顺利进行,同时积累了经验,对今后变形的电铲勺杆修复有了很好的借鉴,为德兴铜矿在修复类似的大型空腹梁上积累了经验。
[1]陈祝年.焊接工程师手册[M].北京:机械工业出版社,2006:34-39.
[2]王国凡.钢结构焊接制造[M].北京:化学工业出版社,2004:6-10.
[3]崔忠琦.金属学与热处理[M].北京:机械工业出版社,1988:16-24.
[4]Buck Schevo,肖世航.用于连接异种金属的工业焊接技术[J].兵器材料科学与工程,1985(1):30-32.
[5]林树茂,左士强.焊接结构件变形火焰矫正方法[J].煤矿现代化,2008,17(2):72-73.
[6]周承波,刘慧明.钢结构焊接变形的火焰矫正方法[J].内蒙古科学与经济,2009,28(2):93-95.
Rectification of 2300XP Excavator Rod
YI Jian-hui,YE Xi-ping
(1.JCC Dexing Copper Mine,Dexing,Jiangxi 334224,China;2.JCC Dexing Casting Co.Ltd.,Dexing,Jiangxi 334224,China)
2300XP Shovel is the important mining equipment at Dexing copper mine.Because of long service life and some other reasons for long service life,all shovel dipper rods have various degrees of deformation,which restricts the efficiency of the electric shovel.2300XP Shovel dipper rod is actually in deformation.Combined with the material of dipper rod,it will directly affect the actual service life of the repaired spoon rod if adapting the reasonable repair process on the deformation of dipper rod.Through repeated practice,we use the flame straightening process with bending the dipper rod fasting beam distortion,and the success of this process could provide the reference for similar welding structure.
excavator;dipper rod;flame rectification;fasting plasma beam;repair;operational
TD422.2+1
:B
:1009-3842(2012)04-0039-02
2012-06-07
易剑辉(1979-),男,江西宜丰人,工程师,主要从事电铲维护保养方面的工作。E-mail:32838536@qq.com