光学曲线磨床专用数控系统的设计方案研究
2012-09-03无锡职业技术学院徐安林
无锡职业技术学院 徐安林
0 引 言
光学曲线磨床主要应用于精密机械制造业、航空航天制造业等,属于技术专业性很强、技术含量高的高端设备。但光学曲线磨床对数控系统有着诸多的特殊要求,所以采用数控系统较晚。发达国家对此类高性能、高精度的机床装备采取限制出口的政策,因此加快研发专用光学曲线磨床的数控磨削系统就成为了发展磨削行业的技术难关。
本文将结合某科技有限公司的设备先改造再开发的计划,利用开放式控制系统与自主开发相结合的思路,研究探讨光学曲线磨床的专用数控系统。
1 光学曲线磨床的基本组成与工作原理
1.1 光学曲线磨床的基本组成与结构
光学曲线磨床是由精密投影仪、多自由度磨头及工作台组成,主要适用于加工各种精密复杂的模具、样板、成形刀具、滚轮等。
具有代表性的WAPT-P光学曲线磨床具有五轴,其中两轴为插补控制轴,分别控制机床工作台的纵、横向进给,另外两轴控制磨头滑座的纵、横向进给,最后是实现主轴的换刀功能的C轴。砂轮转速、滑板往复速度控制均采用日本“松下”调频控制系统,可作无级调速。该磨床具有直线、圆弧连续轨迹磨削,参数方程曲线连续轨迹磨削和投影检测等功能。床身及投影箱为箱体结构,其内部结构既满足了光路通道的封闭性,也保证了床身刚度的要求。该磨床工作台的拖板导轨为闭式直线滚动导轨,低速运动平稳可靠,微动进给灵活精确。同时该设备还有一系列的光学元件,可以让加工局域清晰放大20~50倍后在投影屏幕上显示。
光学曲线磨机床应具备以下结构特征:砂轮架绕纵向水平轴回转(Z)、砂轮架绕横向水平轴回转(Y)、砂轮架绕垂直轴回转(X)、砂轮架滑座由手动控制坐标能进行合成运动、砂轮架滑板可手动调节、工作台可升降、照明装置、放大物镜、吸尘装置和外圆磨削装置。除具备光学曲线磨床的结构特征外,还应具备下列要求:(1)各数控坐标的移动既能数控,又设有手动调节装置;(2)根据需要(如修整砂轮等),有关坐标应能数控联动;(3)数控坐标有回原点装置;(4)根据需要可有坐标位置检测装置;(5)拥有数字显示装置;(6)输入代码时应用国际通用代码。
1.2 光学曲线磨床的基本工作原理
光学曲线磨床在成型磨削前,根据被磨削工件的尺寸和精度,在描图纸上按20、25、50的放大倍数用墨汁画放大图,线条粗细为0.1~0.2mm。磨削时,把放大图装在光屏上,利用磨床的光学投影放大系统把被加工零件和砂轮的阴影影像到光屏上。然后用手操作磨头作纵向、横向运动,使砂轮的切削刃沿着工件外形磨削,直至工件影像的轮廓与放大图图线全部重合,才算是完成了磨削过程。
当工件尺寸超出此限时,要采用分段磨削,因此放大图要按一定的基准线分段绘制,成型磨削时再按基准线相互衔接。光学曲线磨床磨削时使用薄片砂轮,根据磨削面的形状不同,砂轮圆周端面可修正为单斜边、双斜边、平直形和凸凹圆弧形,它以逐点磨削方式加工工件。
2 光学曲线磨床专用数控系统的总体方案设计
2.1 数控曲线磨床的机械本体研究
此次改造的数控曲线磨床的运动部件由工件台面,砂轮台面组成,砂轮台面三轴:X轴、Z轴、C轴,工件台面两轴:U轴和W轴,同时该设备还有一系列的光学元件,可以让加工局域清晰发大20~50倍后在投影屏幕上显示。该设备的各轴运动如图1所示。

图1 各轴运动图
图中砂轮台和工件台在两平行平面上,X轴,Y轴,C轴带动砂轮前后,左右,旋转运动,U轴,W轴带动工件前后,左右运动。加工时,通常X轴,Y轴,C轴,做插补联动。U轴,W轴作手动操作及对刀用。该数控曲线磨床可实现五轴三联动,图中的X轴,Y轴,U轴,W轴均由伺服电机加滚珠丝杆组成。C轴采用伺服电机加涡轮蜗杆组成。该设备也可加工轮廓线如直线,圆弧,及样条曲线,也可通过砂轮的自动上下运动加工柱状表面。
2.2 光学曲线磨床专用数控系统的硬件设计方案
目前的开放式数控系统主要有PC机+数控专用模块、PC机+可编程运动控制器和纯PC机3种结构。本数控系统采用的是第二种方式,即由工控机(IPC)和运动控制器(PMAC)组成的开放式结构体系。这种基于开放式可编程运动控制器的系统结构以通用微机为平台,以PC机标准插件形式的可编程运动控制器为控制核心,双CPU并行通信,系统运行速度快、控制精度高、开发周期短。
工控机采用研祥的PCl04/PⅢ800型嵌入式工控机(IPC),主板上配有104总线接口。运动控制卡采用美国Delta Tau公司的PMAC2/PC104(附ACC-8S接口控制卡)型控制卡,可以直接和104总线接口的工控机相连。PMAC的核心是 MOTOROLA的DSP56001/56002数字信号处理器,可同时控制1~8个轴,既可单独执行存储于其内部的程序,也可执行运动程序和PLC程序,并进行伺服环更新及以串口、总线两种方式与上位机进行通信。PMAC还可自动对任务优先级进行判别,从而进行实时多任务处理。由于PMAC卡具有强大的数字运算能力来完成数控插补、PLC程序运行等实时任务,简化了实现数控系统实时性任务的开发工作,只需根据要求开发上位机界面、NC程序编辑、机床状态量读取等非实时任务。工控机和PMAC之间通过104总线通信,只需通过调用动态链接库就可实现两者间的实时通信。
2.3 光学曲线磨床专用数控系统的软件设计方案
光学曲线磨床将磨削与检测集于一体,可以在线监测磨削过程。该系列磨床将目前计算机软件开发技术成果成功融于机床操作系统,可以兼容目前生产中通用的CAD/CAM软件,将零件外形图纸轮廓直接转换为数控程序,并通过仿真加工优化加工路径,提高了生产效率。
数控曲线磨床的软件需要为用户提供了操作与监控的功能,其中主要包括:自动编程,自动加工,实时位置速度显示,手动干涉,状态显示,警报显示等模块。数控曲线磨床的软件结构如图2所示。该应用软件是在WINDOWS2 000系统平台下利用高级语言Visual Basic 6.0编写的。软件利用 WINDOWS操作系统的丰富软件资源,以及面向对象的编程方法,为用户提供了设备的人机界面。数控代码的解释以及插补功能的实现,是由PMAC自动完成的。程序执行状态,电机运行状态等信号是由WINDOWS平台下的应用程序以一定时间间隔查询PMAC,PMAC将状态信息反馈给工控机后,工控机进行处理的。PCOMM32提供的API函数使得工控机可以方便地与PMAC建立通讯,相互传递数据。所有这些API函数被包含在名为PCOMM32.DLL的文件里。
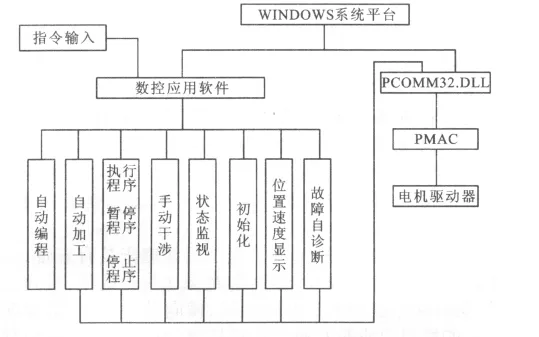
图2 软件结构
3 结束语
本文根据光学曲线磨床的结构工作原理,对光学曲线磨床专用数控系统的硬件和软件系统方案进行了研究,并给出了设计思路。后续将会对运动控制系统实现的关键技术进行进一步深入的研究,进行光学曲线磨床控制系统的实际开发工作,研制出操作性好、移植性强的专业数控系统。
[1]龙佑喜,朱春光,盛德军.开放式数控系统技术研究与实现[J],兵工自动化,2002,22(1):29-31.
[2]王毅,余景池.计算机控制光学表面抛光的磨头运动方式和参数的优化研究[J].光学技术2003,29(3):258-265.
[3]陈志育,秦现生.基于PMAC的数控系统的研究与开发[J],机床与液压,2007(9):107-110.