激光切割参数对板材品质影响的研究
2012-08-29尹昭辉季进军
叶 畅,尹昭辉,季进军
(江苏省电子产品装备制造工程技术研究开发中心,江苏 淮安 223003)
激光切割在现代工业中得到广泛应用,激光切割设备占整个激光加工设备比例达70%以上[1]。随着生产的发展和新工艺的应用,对切割品质的要求越来越高,这对切割工艺规范的选取提出了更高的要求。但是激光切割品质受到各种因素的影响,为了获得理想的切割品质,各个切割参数被限制在一个很窄的范围内。因此对影响激光切割表面品质的主要因素,如工作气体、激光功率、辅助气体、焦点位置及切割速度进行实验分析对比,研究出相应条件下的加工最优工艺参数,对保持切割品质稳定尤为重要。
1 激光切割质量的评价指标[2,3]
关于评价切割质量的主要指标,作如下阐述。
1.1 激光切割缺陷
(1)过烧。由于激光功率过大或切割速度过慢,使工件的熔化范围大于高压气流所能吹除的范围,熔融金属未能被气流完全吹除,产生过烧,如图1 所示。

图1 过烧
(2)挂渣。辅助气体气流,未能将切割过程中产生的熔化或汽化的材料彻底吹除,而在切割面的下缘附着熔渣的现象,称为挂渣。如图2 所示。

图2 挂渣
1.2 可量化的切割品质指标
(1)切割表面粗糙度。是反映切割品质的一个重要指标,用Rz 表示。
(2)切口宽度。切口宽度主要取决于光束模式和聚焦光斑的直径,切割参数也有一定影响。
(3)切口锥度。当切割参数选择不当,或辅助气体压力不足时,切口容易呈上宽下窄的锥度,如图3 所示。但对薄板切割来说,这不是一个很难解决的问题。

图3 切口的锥度
1.3 切割面粗糙的评价基准
对于厚度在2 mm 以上的板材激光切割,切割面粗糙度分布是不均匀的,沿厚度方向差别很大,切割面的形貌分为截然不同的两部分,上部表面平整光滑,切割条纹整齐、细密,粗糙值小;下部分切割条纹紊乱,表面不平整,粗糙度值大。如图4 所示。

图4 采用不同切割参数的切割面形貌
由此可见,靠近下缘位置,是切割面粗糙度值最大位置,是切割面品质的薄弱环节,因此在评价切割面品质时,应以下缘表面为基准,目前国内多采用聚下缘1/3 处的粗糙度为基准。
2 影响切割品质的主要因素分析
影响激光切割品质的主要因素,大致可分为两类:激光切割系统性能的影响和激光切割参数的影响。本文主要研究激光切割参数对切割品质的影响。
2.1 焦点位置对切割面粗糙度的影响分析
选取激光功率500 W,对2.3 mm 厚软钢进行切割实验,切割速度2 m/min,焦点距离63.5 mm。实验得出点阵图如图5 所示。

图5 焦点位置对切口表面粗糙度的影响[6]
分析得出结论:由图5 得出切口光洁范围是:0.988<ab<1.003,所以一般切割常将焦点置于工作表面下1mm 的范围。
2.2 激光功率和切割速度对切口宽度的影响分析
分别试用激光功率400 W、600 W、800 W、1 200 W、1 600 W 切割机,对1 mm 厚低碳钢板进行切口实验;另用激光功率600 W 采用不同切割速度切割机,对1 mm 厚低碳钢板进行切口试验实验。两数据如表1、表2 所列。

表1 不同功率产生的切口宽度数据记录表
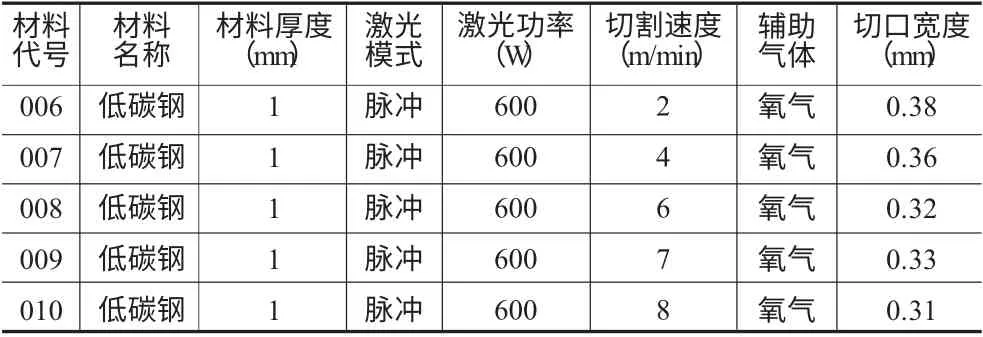
表2 不同切割速度产生的切口宽度数据记录表
分析以上两表格数据,可得出结论:切口的宽度随激光功率的增加而增大,随切割速度增加而减小。
2.3 激光功率对切割面粗糙度的影响[2]
分别试用400W、600W、800W、1 000W、1 200W、1 600W 几个激光功率,采用3 m/min 的切割速度,对2 mm 厚低碳钢板进行切割实验,分析近下缘处粗糙度。分析数据如表3 所列。

表3 不同功率切割产生切割面粗糙度数据记录表
分析表3 数据,可得出结论:
(1)激光功率太小,热量不足,越靠近下缘熔融产物温度越低,因而未能被高压气流彻底吹除,而滞留在切割下缘产生挂渣[5];
(2)激光功率太大,造成热输入过大,使工件的熔化范围大于高压气流所能驱除的范围,熔融金属未能被气流完全吹除,而产生过烧。
(3)由表3 数据可以看出,有一个最佳激光功率范围(800~1 000 W),此处切割面粗糙度最小。
2.4 切割速度对切割面粗糙度的影响
选试用1 000 W 激光功率,采用不同的切割速度,对2 mm 厚低碳钢板进行切割实验,分析近下缘处粗糙度。分析数据如表4 所示。

表4 不同切割速度产生切割面粗糙度数据记录
分析表4 数据,可得出结论:与选择不同功率类似,切割速度太小,会产生过烧;切割速度太大,会挂渣,近下缘的粗糙度都很大。在所选切削速度范围内,有一个最佳切割速度50 mm/s。
3 结束语
(1)用1 000W CO2激光器切割2 mm 低碳钢时,用O2做辅助气体,ab=1,切割速度50 mm/s 时,可得到最佳的切割品质。
(2)实验证明,在激光切割过程中,激光功率、扫描速度、离焦量、吹气量、板材厚度以及材料本身的特性等诸多因素,影响着切口的品质。其中,最为显著的是切割速度、输出功率和板材的厚度。为保证产品的技术性,获得良好的切割品质,需要选择合适的切割速度;同时为提高产品的经济性,提高工效,降低成本,还需要在保证品质的前提下,尽可能缩短切割时间。
(3)随着激光切割工艺的完善,激光切割以逐步从试验转化为工业化生产力,从一般的工业应用向精细加工领域发展。
[1]陈武柱.激光焊接与切割质量控制[M]. 北京:机械工业出版社,2010.
[2]张永强.激光切割质量同轴视觉检测与控制研究[D].北京:清华大学机械工程系,2006.
[3]张永强,吴艳华,陈武柱,等. 激光切割质量在线评价方法的研究[J].中国激光,2006,33(11):1581-1584.
[4]闫 禾,等.高功率激光加工及其应用[M].天津:天津科学技术出版社,1992.
[5]Miyamoto I,et al. The Mechanism of Laser Cutting[J]. Welding in the World,1991,29(9-10):283-294.
