快锻油压机主缸放气方法研究
2012-08-16范玉林张明祥张营杰冯东晓
范玉林,张明祥,张营杰,冯东晓,牛 勇
(1.中国重型机械研究院股份公司,陕西西安710032 2.国核宝钛锆业股份公司,陕西宝鸡721013)
0 引言
近年来,我国在能源、军工和交通等重大装备制造领域发展迅猛,对大型复杂锻件有很大需求。快锻油压机是20世纪60年代开始发展起来的一种新型锻压设备,用于钢锭开坯和自由锻件的压力加工,特别适合合金成分较高材料的锻造,在自由锻设备中被认为是发展的主要方向之一,世界各工业发达国家都在大力开发;特别是近年来液压技术和微电子技术的飞速发展,更加速了这种进程[1-5]。
在快锻油压机运行、维修和保养过程中,会有气体聚集在油缸内,若不及时排除气体,会使得压机加压慢、产生噪声和振动,使得油缸和管路的金属表面受到腐蚀,严重的会导致设备损坏。不正确的排气方法,会使得放气阀损坏,严重的可引起放气阀爆裂,引发安全事故。本文研究了传统的主缸放气方法及产生的危害,提出了正确的放气方法。
1 快锻油压机主缸和回程缸控制系统
快锻油压机主缸和回程缸控制系统同时作用下完成动梁的快下、加压、回程、慢下以及快速回程等动作,如图1所示。主缸控制阀系统主要由进液阀、排液阀、充液阀及主缸放气阀等部分组成,实现主缸的高压进液、停止及主缸内高压油液的卸压、排液及主缸放气等功能。由于压机运动部分的质量相对较大,且主缸的行程及直径均较大,为了保证压机平稳运行,减小因液压冲击而造成的设备震动,主缸进液、排液阀采用锻造压机专用阀。该阀的显著特点就是可以按照设定的理想曲线进行启闭动作,从而实现压机各动作转换时的平稳过渡,即从源头上减少造成设备震动的液压冲击。主缸放气阀为普通的电磁换向阀,当主缸内有气体时,通过该阀放气。
回程缸控制系统主要由进液阀、快降阀、慢降阀、平衡阀、排液阀及安全阀等部分组成,实现高压进液、关闭及回程缸内高压液的卸压排液及背压排放等功能,进而实现动梁的快、慢速空程下降、动梁质量平衡及快速回程等动作。
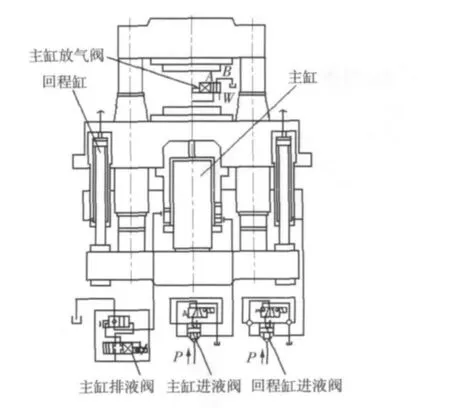
图1 快锻油压机主缸和回程缸控制系统
2 主缸中气体的产生
液压油液中总是含有一定量的空气的。空气可溶解在液压油液中,也可以气泡的形式混合在液压油液中。空气在液压油液中的溶解量和液压油液的绝对压力成正比(亨利法则),例如在一个大气压下液压油常温时约含有6%~12%的溶解空气,溶解空气对液压油液的体积模量没有影响。一般来说,在静止状态下,空气溶解于油液的过程并不很快,因此油液中混入的气泡要靠通过系统高压区来全部溶解是不太可能的,如图2所示。油液的压力降低时,溶解在油液中的气体会从油液中分离出来。在一定温度下,当液压油液压力低于某值时,溶解在油液中的过饱和空气将会突然地迅速从油液中分离出来,产生大量气泡。当液压油液在一定温度下压力值小于一定值时,油液本身迅速汽化,产生大量的蒸汽气泡[6]。
综上所述,在压机的运行期间,会有部分气体溶于液压油中,当压机停止运行一段时间后,由于压力和温度的变化,溶解于液压油中的气体会解析出来,对于压机中最大的油缸——主缸,有一定量的气体经常会聚集在其上端。当压机运行时,若不及时排出,会出现加压慢和噪声大等现象,严重的会产生气蚀,对油缸和液压元件产生破坏,影响设备寿命。
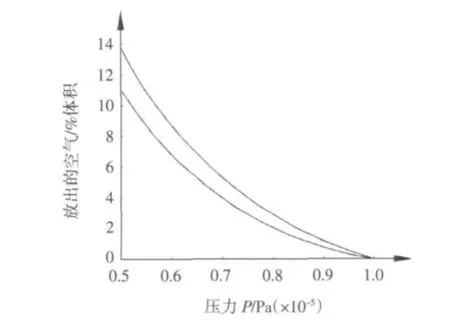
图2 油液中放出气体体积与压力间的关系
3 传统的放气方法及可能产生的危害
传统的放气方法为主缸排液阀关闭,主缸进液阀打开给主缸进液,主缸放气阀打开,并持续一定时间,油气混合物会通过放气阀排回油箱,达到排气的目的。这种放气方法,主缸内是不能有过高压力的,否则,会产生气穴现象,发生重大安全事件。
放气阀一般是普通的电磁换向阀,一端接主缸,另一端接回油即压力基本为零。当主缸内有较高压力时,主缸放气阀突然打开,对于主缸较大面积和流量,液压油通过电磁换向阀相当于过一节流口后压力下降,如该处压力低于液压油液工作温度下的空气分离压,溶解在油液中的空气会迅速地大量分离出来,变成气泡,产生气穴。在液压系统中的任何地方,只要压力低于空气分离压,就会发生气穴现象。当气穴现象发生时,液流的流动特性变坏,特别是当带有气泡的液压油液被带到下游高压部位时,周围的高压使气泡绝热压缩,迅速崩溃,局部可达到高的温度和冲击压力。实验表明:在38℃下,压力分别为6.8、13.6、20.4MPa时,气泡崩溃处的局部温度可达766℃、993℃、1149℃,冲击压力可以达到几百兆帕[6]。在这样的局部高温和较高的冲击压力下,换向阀极易发生爆裂,引发安全事故。
4 新的主缸放气方法
要杜绝这种安全隐患,首先要防止气穴现象的发生。在现有元件不变的条件下,为了防止气穴现象的产生,就要防止液压系统中压力过度降低,即减小阀孔前后的压差,一般希望阀孔前后的压力比P1/P2<3.5[6]。根据这一点,提出了一种新的放气方法。主缸放气时,首先主缸放气阀打开,主缸进液阀和排液阀关闭,即防止主缸上压,回程缸进液阀打开,压机回程,主缸的液压油经过主缸放气阀被动排液,由于回程缸的面积大大小于主缸的面积,则主缸的压力基本上接近于零,这样保证换向阀进出口压力比小于3.5,也就完全杜绝气穴现象的发生,消除了安全隐患。对于这种新的放气方法,在当今压机控制系统中,很容易通过PLC编程实现。在液压系统的设计和调试过程中,要充分考虑使用者的误操作对系统的影响,最大限度减少安全事故的发生,保证设备安全运行。
5 结论
快锻油压机是20世纪60年代开始发展起来的一种新型锻压设备,在压机运行、维修和保养过程中,会有气体聚集在油缸内,这些气体需要及时排除。研究了传统的主缸放气方法及可能产生的危害,提出了正确的放气方法。对于这种新的放气方法,很容易通过PLC编程实现,避免了误操作对系统的影响,最大限度减少安全事故的发生,保证设备的安全运行。
[1]蔡 墉.我国自由锻液压机和大型锻件生产的发展历程.大型铸锻件,2007,(1):37-44.
[2]范玉林,张营杰,卫凌云,等.45/50MN快锻油压机液压系统设计分析.锻压装备与制造技术,2011,46(5):49-51.
[3]徐宇谨,韩大卫,黄 新,等.快速锻造油压机组主机结构形式与选型.重型机械,2004,(6):45-47.
[4]李贵闪,何晓燕,荣兆杰.我国液压机行业的现状及发展.锻压装备与制造技术,2006,41(4):17-19.
[5]高俊峰.我国快锻液压机的发展与现状.锻压技术,2008,(6):1-5.
[6]章宏甲,黄 谊.液压传动.北京:机械工业出版社,1994.
