一种特殊结构高频高速材料PCB加工问题探讨
2012-07-30蔡童军李金鸿胡新星
蔡童军 李金鸿 胡新星 刘 丰 葛 春
珠海方正科技高密电子有限公司
在高频通信、高速传输和通讯高保密性的趋势下,要实现传输信号的低损耗、低延迟,必须选用低Dk、低Df、耐高温性的高频板材,特别是对于超高频要求,必须选取耐高低温、耐老化性能良好的PTFE材料。为了满足客户信号完整性以及信号接收与屏蔽匹配性等要求,需在PCB制作时采用混压及设计盲槽等方式,由于板件结构不对称和材料物理性能的不同,导致在加工及成品贴装过程中会出现以下一些问题:层压芯板及PP开槽流胶、成型外观毛边等品质问题,严重影响产品可靠性和合格率,因此在产品制作过程中需要重点管控。
1 背景
由于无线通讯、高频通信应用工业技术军用转民用加快,以及高保密性、高质量传送需求增加和3G移动通信技术的发展,高频高速领域已经成为CCL厂家、PCB业界和终端厂商追逐的热点。高频高速产品主要有以下应用:(1)卫星天线系统、无线监控系统;(2)基站天线、功率放大器;(3)射频微波无源器件;(4)宽带通讯[1]。
高频高速PCB产品采用特殊高频材料,通常包括通过环氧树脂改性得到的基板材料(如聚苯醚改性环氧树脂、氰酸酯改性环氧树脂)、聚四氟乙烯树脂(PTFE)基板材料、玻璃纤维改性材料(如扁平式玻璃布)等。本文采用PTFE材料制作高频高速PCB,同时为了满足信号传输及信号敏感度的要求,在PCB上设计了盲槽;而且盲槽内有金属化孔,并要做表面处理及焊件要求。盲槽制作方式为:先将低流动半固化片、及相应芯板按要求铣出空槽,再直接压合而成,开槽的品质及尺寸影响盲槽品质。此外,由于PTFE材料的特殊性,在产品成型时易出现毛边等不良现象。本文以一款PTFE(ARLON)+低流动 PP(TACONIC)混压4层板为例(如图1),对制作过程中易出现的层压芯板及PP开槽流胶品质缺陷、成型外观毛边问题进行探讨。
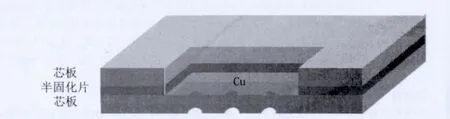
图1 盲槽结构示意图
2 盲槽部位压合品质改善
因在此种PCB制作时需要设计盲槽(如图1所示),此处位置有大面积铜皮及金属化孔,需按客户要求进行表面处理,完成板件在此处有安装元器件要求,因此难以采用控深铣制作方法制作,故不能使用普通的高流动度半固化片(High Flow PP),而需采用树脂流量较小的热塑性低流动PP(Low Flow PP)。相应芯板、PP在盲槽位置开槽后再进行压合,PP开槽尺寸直接影响盲槽压合品质,如果PP开槽过大,层压后盲槽边缘易出现缺胶等缺陷,影响产品可靠性;若PP开槽过小,压合时树脂流入盲槽内,会出现流胶过度现象,影响盲槽部位外观品质。因此需要将PP开槽尺寸与芯板开槽尺寸很好地匹配,才能得到良好的盲槽部位压合品质。此外,压合参数的设置影响半固化片树脂的流动性能,从而对压合品质具有重要的影响。
2.1 芯板及PP开槽尺寸控制
设计PP开槽尺寸为九种不同尺寸进行对比,分别为比芯板开槽尺寸放大(四种,用正号表示)、与芯板开槽尺寸等大、比芯板开槽尺寸缩小(四种,用负号表示)。压合后制作金相切片测量盲槽位流胶长度L,每组测量6处取平均值,流胶过量用正号表示,流胶空洞用负号表示,结果如表1及图2所示。使用Minitab软件分析流胶长度L与开槽尺寸的关系如图3所示。
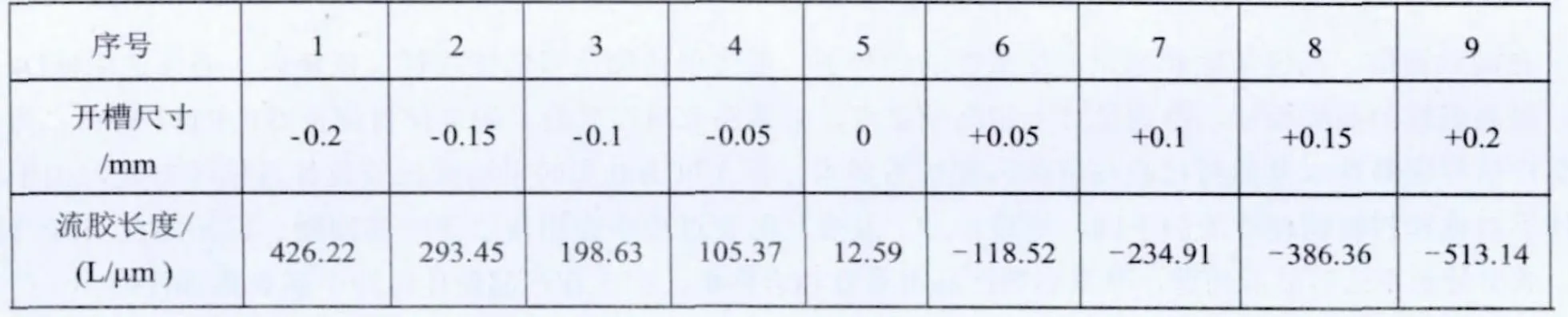
表1 PP开槽尺寸实验及结果

表2 选用压合参数
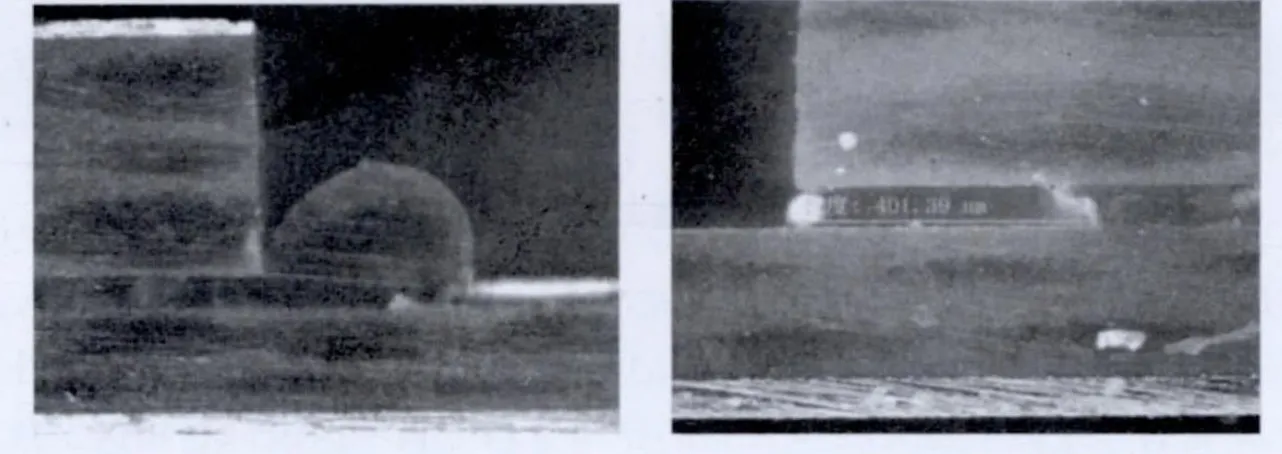
图2 盲槽部位流胶状态显微图×100(左:流胶过度;右:流胶空洞)
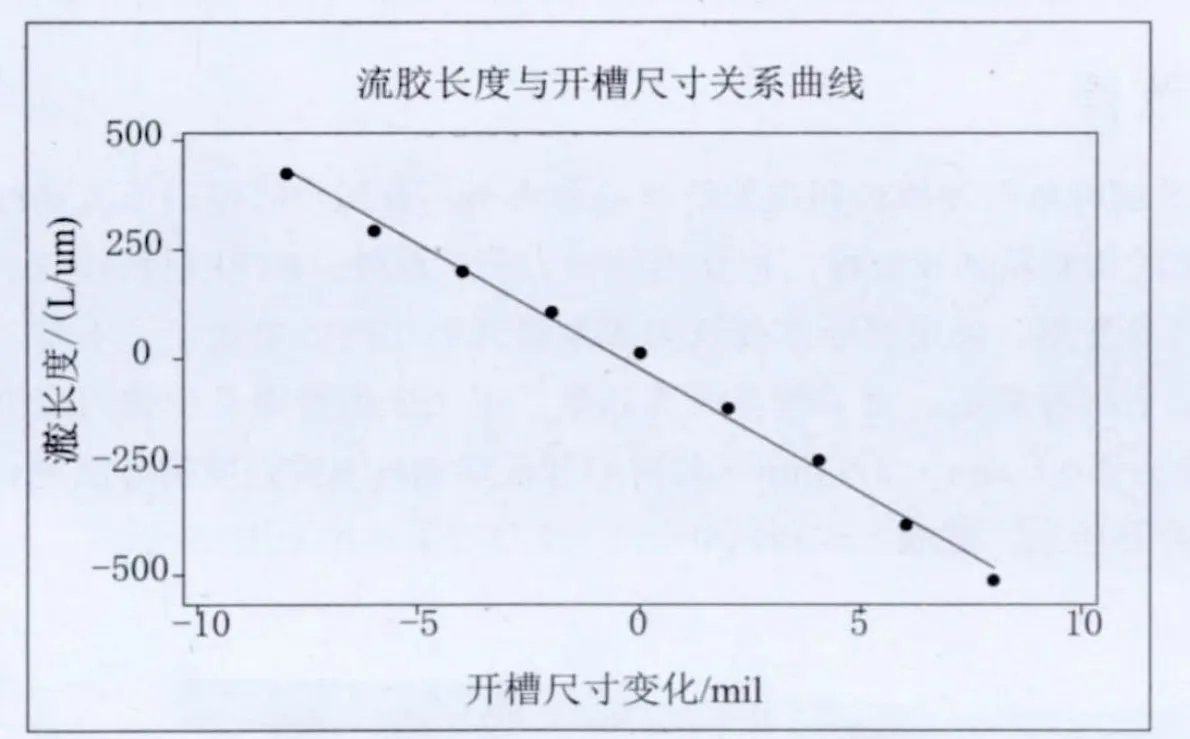
图3 流胶长度L与开槽尺寸的关系曲线
由图4可以看出,流胶长度L与开槽尺寸呈线性关系,曲线的拟合方程为y=-24.1-57.4x ,相关系数R=99.4%,表示拟合方程有意义。盲槽部位流胶长度不大于50μm,不允许流胶空洞存在,即0<y<50μm,由拟合方程可求得-1.29mm<x<-0.01 mm,故压板时,PP开槽尺寸选择为较芯板开槽尺寸缩小0.025 mm。
2.2 压合参数对盲槽品质的影响
实验在三种不同压合参数下进行压合,要求压合后无树脂上盲槽区的焊盘。每种参数下制作18张实验板,每张实验板上均匀设置50个盲槽区单元,压合后用10倍镜观察有无树脂流入盲槽区的独立焊盘,并计算树脂流入焊盘的盲槽单元占盲槽总单元数的百分比,作为实验结果,实验参数设置及结果如表2所示。

表2 压合参数对盲槽压合品质影响实验安排及结果
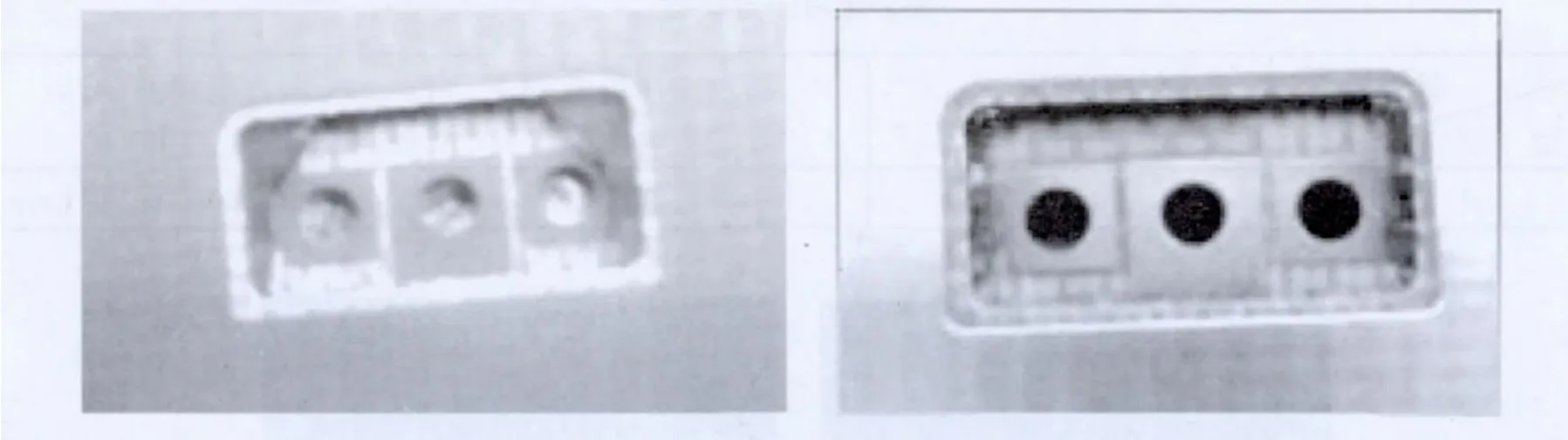
图4 盲槽压合品质(左:树脂上焊盘;右:树脂未上焊盘)
实验表明,压合时压力越大,时间越长,半固化片树脂流动距离越远,流入盲槽区焊盘的比例越大。这是因为盲槽区空位对压力具有缓冲作用,使盲槽区的压力小于板中其他部位的压力,产生压力差。此时在高温下,半固化片树脂软化并具有一定流动性,在压力差的作用下由非盲槽区流向盲槽区。压力差越大,树脂流动越快,时间越长,树脂流动距离越远,盲槽区树脂上焊盘的比例越大,故在保证树脂完全润湿填充非盲槽区导线间的空隙的前提下,应使用较小的高压段压力和较短的高温高压段时间,如表2中1号实验参数所示。
3 成型外观品质改善
由于板材制作时,玻璃纤维所浸填料和玻璃纤维结合力小,且压合时使用低流动PP,其流胶量较小,易导致玻璃纤维之间没有足够的树脂粘结和支撑,相互间结合力弱。此外,PTFE材料较软,易变形,对玻璃纤维的支撑小,受机械力作用时易变形。使用普通常规铣刀成型时外型切削效果较差,不易一次性切断,有未切断的玻璃纤维存在,出现板边毛刺等缺陷。为了改善成型品质,本文采用普通常规铣刀成型参数,及使用双刃平底铣刀,同时上下分别盖垫一张0.5 mm ~ 1.5 mm环氧树脂基板增加PCB板强度的方法进行外型铣削,普通常规铣刀与双刃平底铣刀外形如图5所示,叠板方式如图6所示,成型效果对比如图7所示。
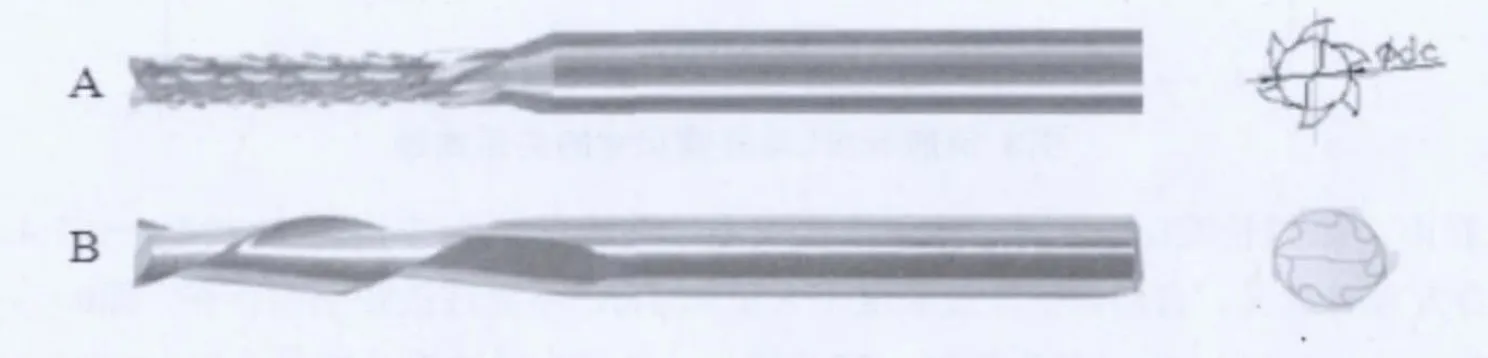
图5 普通常规铣刀(A)与双刃平底铣刀(B)
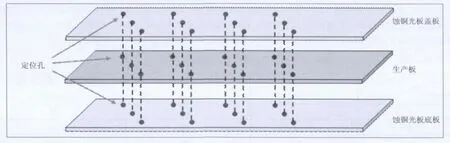
图6 为成型时叠板方式
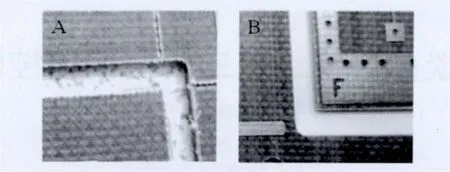
图7 普通常规铣刀(A)与双刃平底铣刀(B)成型效果对比
由图5~图7可知,使用普通常规铣刀成型时,由于铣刀底部呈尖形,运转时刀刃与板材之间存在一定的死角,导致玻纤残留,板边存在大量毛刺,影响产品的外观品质及尺寸稳定性。而使用双刃平底铣刀同时上下各加一张0.5 mm ~ 1.5 mm环氧树脂基板增加PCB板强度的方法进行外型铣削,平底刀刃能完全铣掉与之接触的板材,无死角,无玻纤残留,边缘齐整无毛刺,成型品质良好。此外,铣削过程中,刀具高速转动与板材剧烈摩擦产生大量的热,使刀具局部温度骤然升高,使板材粉屑熔化。普通常规铣刀排屑性能差,残屑不能及时排除,熔化后易凝固在铣刀上,且有严重的缠刀现象,导致铣刀寿命低,加工成本高。而双刃铣刀排屑性能良好,能及时排除残屑,使用寿命更长。因此PTFE类板材或者金属基板材应采用双刃平底铣刀进行成型。
4 结论
本文使用PTFE材料与热塑性PP混压制作高频高速PCB产品,对工艺过程中容易出现的金属盲槽流胶、成型板边毛边等工艺问题进行探讨,得出以下结论:
(1)使用热塑性低流动PP进行压合时,为避免PP树脂流入金属盲槽区影响外观及性能,应根据PP本身特性将其开槽尺寸做适当放大或者缩小,本文通过实验得出PP开槽最佳尺寸为比芯板开槽缩小1 mil,实际生产中应依据PP种类和特性做适当调整;
(2)压合参数的设定影响PP树脂流动的性能,实验得出高压端压力为1.10 Mpa(160 psi),高温高压时间为80 min料温≥220 ℃保持16 min的压合条件下,无PP树脂流入盲槽区焊盘的现象,成品良率高;
(3)PTFE材料成型时采用双刃平底铣刀,同时上下各加一张0.5 mm ~ 1.5 mm环氧树脂基板增加PCB板强度的方法进行外型铣削,成型板边边缘齐整无毛刺,同时双刃平底铣刀不仅排屑性能优于常规铣刀,使用寿命也更长。
[1]宋建远, 彭卫红等. 高频混压阶梯板制作技术研究[J]. 印制电路信息, 2011.
[2]华炎生, 朱兴华, 高斌等. PTFE高频混压板问题解析[J]. 印制电路信息, 2010.
