AZ31B镁合金板材旋压成形工艺研究
2012-07-25范有发李东南陈文哲
范有发 李东南 陈文哲
福建工程学院,福州,350108
0 引言
因旋压成形具有局部塑性变形逐步扩展的变形特点,所以采用旋压成形技术加工零件可以减小因材料变形过大造成板料压力成形失败的几率。近年来,众多学者在旋压成形工艺参数、旋压方法和数值模拟等方面的研究取得了较大的进展[1-5]。旋压成形已被用于薄壁筒形件、三维非轴对称偏心管件、带环向内加强筋的异形件、杯形薄壁内齿件、薄壁轴向微沟槽管件等复杂零件的旋压成形中[6-10]。旋压成形不仅可广泛应用于塑性变形性能好的有色金属与合金零件的成形加工,还可用于钛合金等难变形材料的回转类零件的成形加工[11]。镁合金在力学、电磁屏蔽、导热、铸造成形等方面具有优良的性能,已被广泛用于汽车、计算机、电子通信、航空、航天等领域[12-14]。由于变形镁合金板材在250~450℃的较高温度下具有较好的塑性变形性能,所以目前多采用温热拉深成形方法生产3C产品(信息家电)的外壳件[15-18],该方法对镁合金板材成形过程的工艺控制,特别是温度控制的要求较高,难度较大,而且生产过程能耗大,这使得其应用受到较大限制。日本学者有采用对加热后的镁合金板材进行薄壁筒形件的旋压成形的研究[19],但将镁合金板材直接进行旋压成形的研究报道还较为少见。本文选用商业化的变形镁合金AZ31B挤压板材,进行旋压成形工艺的实验研究,探索镁合金室温旋压成形工艺的可行性和工艺参数的控制,为镁合金板材的塑性加工提供实验依据。
1 实验材料准备
实验选用北京某公司生产的AZ31B挤压板材,板材规格为120mm×1.2mm(宽×厚),抗拉强度σb≥262MPa,延伸率δ≥14%,其化学成分如表1所示。旋压实验用的圆片试样直接从供应态板材上切取,直径为64mm。

表1 AZ31B镁合金板材的化学成分 %
2 旋压成形装置与润滑剂选用
2.1 旋压成形装置
摩擦旋压成形在CK6140型数控车床上进行,旋压实验装置如图1所示。旋压模具装夹在车床三爪卡盘上随机床主轴转动;压块机构装夹在车床尾座上,可压紧坯料并随机床主轴旋转;旋轮和摩擦片固定于车床刀架上,摩擦片头部采用硬质合金制造,旋压时与坯料表面始终接触摩擦;MSPro型红外线测温仪(测温范围-32~760℃)固定于车床后侧,可做少量摆动以方便测量坯料旋压成形区的温度。实验用旋压模具、旋轮结构尺寸如图2所示。

图1 AZ31B镁合金板材旋压实验装置
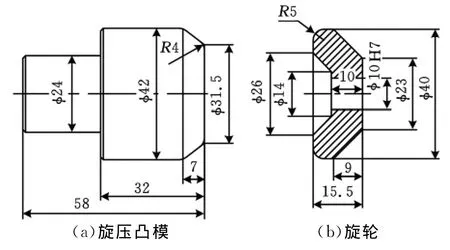
图2 旋压实验装置零部件的结构尺寸
2.2 润滑剂选用
AZ31B镁合金板材旋压实验未对旋压模具、旋轮及坯料进行加热,而是利用旋压过程中材料的变形功和摩擦热将坯料温度迅速提升到较高温度再进行旋压,实验分别选用了医用凡士林、3号通用锂基脂和MoS2钙基脂作为润滑剂。旋压实验表明,医用凡士林和3号通用锂基脂无法承受坯料摩擦产生的高温,很快失去了润滑效果,旋压获得的制品表面质量差,磨损减薄严重,而MoS2钙基脂的润滑效果较好,较高温度下仍有一定的润滑作用。图3所示为使用不同润滑剂进行旋压获得的制品。实验最终选用MoS2钙基脂作为摩擦旋压的润滑剂。
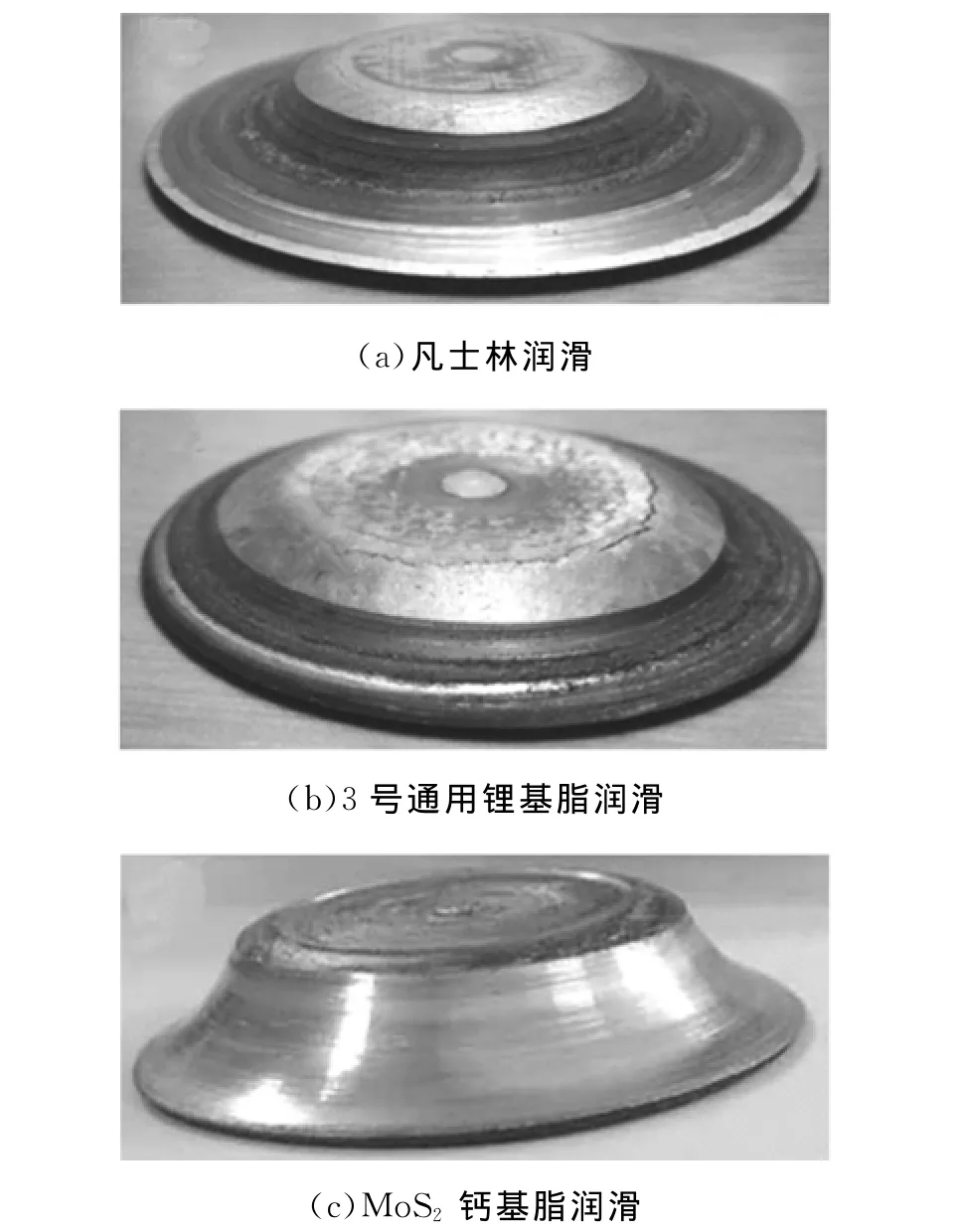
图3 不同润滑剂旋压成形制品
3 旋压工艺实验
3.1 旋轮的运动轨迹
旋压成形时,旋轮的运动轨迹曲线常用的有直线、圆弧、渐开线、双曲线等,为简化轨迹控制和减小旋压变形速度,本实验选用的运动轨迹曲线为梳形曲线(图4),a为旋轮的单次轴向进给量。旋轮在轴向进给之前,摩擦片先与坯料表面接触摩擦一段时间(约几秒),此时旋轮做径向往复直线运动,当摩擦区温度升高到较高温度时(由红外测量仪监测)开始轴向进给,轴向每进给一次,旋轮沿径向直线往复运动一次。
由于镁合金导热性好,摩擦热向空气扩散速度也快,旋轮和摩擦片做径向往复运动有利于维持旋压成形区坯料的成形温度;旋压时旋轮的轴向进给量a为间歇式进给,以降低镁合金板料的变形速度,减少坯料的磨损减薄。

图4 旋轮的运动轨迹
3.2 坯料的转速
旋压时坯料跟随车床主轴同步转动,旋轮、摩擦片与坯料接触摩擦,会使坯料温度升高,实验初选低、中、高三种转速,即300r/min、460r/min、900r/min,轴向单次进给量a分别取0.10mm、0.16mm、0.22mm。测得 AZ31B坯料温度的变化曲线如图5所示。随着坯料回转速度的提高,坯料的温度发生很大变化,坯料转速由300r/min升高到900r/min,坯料温度升高了200℃以上。

图5 转速对坯料成形温度的影响
3.3 旋压成形实验结果
坯料转速的变化不仅对坯料的温度产生影响,对旋压成形件高度也有影响。如图6所示,旋压件的高度h1<h2<h3,即坯料转速越快,获得的旋压件高度越大,表明AZ31B镁合金板材的塑性变形能力越强。
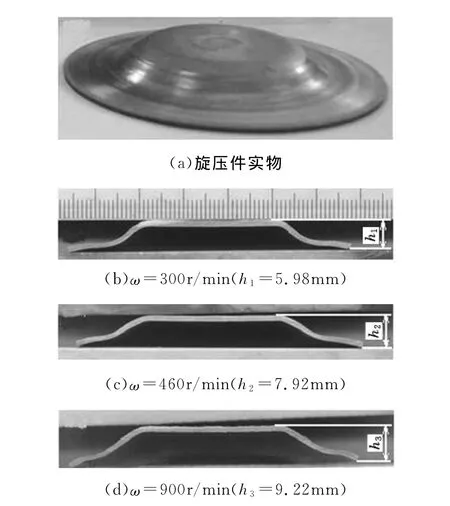
图6 不同转速旋压成形的制品
工件的旋压成形高度还受坯料旋压变形程度的影响,坯料外径尺寸越大,旋压成形时外缘材料向中心收缩变形越困难,所获得的旋压件高度相对较小。如图7所示,在较高的主轴转速(ω=900r/min)条件下,坯料直径越大,获得的旋压件高度越小。
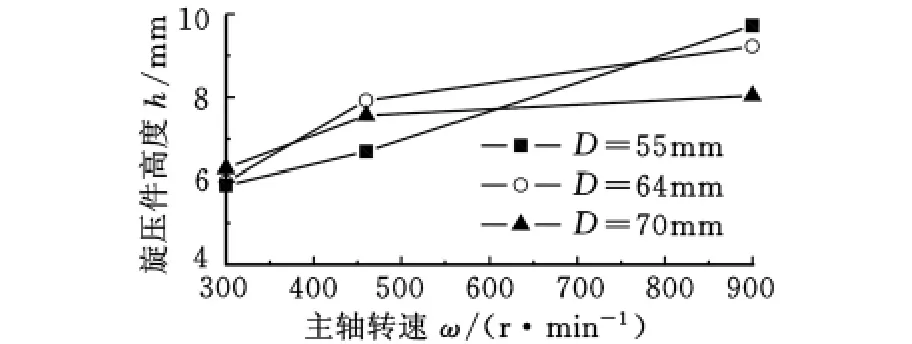
图7 转速与旋压件高度的关系
4 旋压变形程度与缺陷分析
4.1 旋压变形程度
旋压变形程度通常以旋压变形系数m表示:

式中,d为工件直径(工件为锥形件时,则d为圆锥最小直径)。
由式(1)可求得实验所用坯料的旋压变形系数为0.492。
圆锥形件极限旋压系数的经验值取值范围为0.2~0.3,而实验所用坯料尺寸的旋压变形系数大于极限旋压变形系数值,即坯料的旋压变形程度在许可范围内,旋压成形不至于因变形程度过大而失控。
4.2 旋压成形缺陷
在AZ31B镁合金板材旋压过程中,容易出现凸缘起皱、过渡圆角处断裂、工件壁厚磨损变薄严重等缺陷,如图8所示。图8中A处有明显的起皱失稳现象,实验发现当旋轮的轴向单次进给量a超过0.22mm时,凸缘的起皱极易发生,使旋压成形难以进行。图8中B处出现断裂主要是由于镁合金坯料在较低温度时塑性变形能力差造成的,当旋压坯料依靠摩擦升温到较高的温度时,塑性变形能力提高,旋压成形件可避免在B处出现断裂。图8中C处是壁厚磨损变薄的主要区域,当采用MoS2钙基脂润滑,并适当减小旋轮轴向单次进给量时,壁厚磨损减薄情况可获得改善。

图8 旋压件成形缺陷
5 结论
(1)采用摩擦旋压成形方法可以快速将坯料温度提高至200~450℃,从而改善AZ31B镁合金板材的旋压塑性变形能力,可在室温条件下直接旋压成形碟形件。
(2)旋压轴向进给量、旋轮运动轨迹、坯料旋转速度和润滑剂等因素对镁合金板材的旋压成形有较大的影响。当旋轮采用梳形运动轨迹,轴向进给量为0.22mm,ω=900r/min时,采用 MoS2钙基脂润滑,可取得较好的旋压成形效果。
[1]胡志清,李明哲.碟形件新型旋压成形工艺实验研究[J].锻压技术,2010,35(2):82-85.
[2]程秀全,许业华,夏琴香.框架式三旋轮错距旋压成形装置的研制[J].锻压设备与制造技术,2005(6):31-34.
[3]陈云飞,温彤,侯模辉.V型劈开式皮带轮旋压成形过程的分析[J].金属铸锻焊技术,2009,38(1):88-90.
[4]胡志清,李明哲,隋振,等.基于连续多点成形原理的旋压成形技术[J].农业机械学报,2009,40(12):247-250.
[5]Quigley E,Monaghan J.Enhanced Finite Element Models of Metal Spinning[J].Journal of Materials Processing Technology,2002,112(1):43-49.
[6]张艳秋,江树勇,孙金凤,等.薄壁筒形件多道次滚珠旋压 成 形 机 理 研 究 [J].锻 压 技 术,2010,35(2):55-58.
[7]夏琴香,张赛军,梁佰祥,等.三维非轴对称偏心类管件旋压成形时的变形力分析[J].机械工程学报,2005,41(10):200-204.
[8]马世成,王振杰,王东坡.带环向内加强筋异形件内旋压成形技术研究[J].锻压技术,2010,35(1):53-55.
[9]夏琴香,杨明辉,胡昱,等.杯形薄壁矩形内齿旋压成形数值模拟与试验[J].机械工程学报,2006,42(12):192-196.
[10]李勇,许泽川,汤勇,等.薄壁轴向微沟槽筒管高速旋压成形的数值模拟[J].华南理工大学学报(自然科学版),2010,38(1):128-133.
[11]毛柏平,汪发春,赵云豪,等.钛合金旋压性能的试验研究[J].稀有金属,2004,28(1):271-273.
[12]张佩武,夏伟,刘英,等.变形镁合金成形工艺研究及其应用[J].材料导报,2005,19(7):82-85.
[13]张文毓.镁合金及其加工技术研究进展[J].稀有金属快报,2007(8):15-19.
[14]王建军,王智民,白杉.日本镁合金的应用与研究现状[J].中国铸造装备与技术,2006(4):7-10.
[15]李德君,刘平,董企铭,等.Mg-3Al-1Zn-0.8Nd合金热压缩变形流变应力的研究[J].材料热处理学报,2008,19(5):71-74.
[16]Takuda H,Morishita T,Kinoshita T,et al.Finite Element Simulation of Warm Deep Drawing of AZ31Magnesium Alloy Sheet[J].Journal of the Japan Society for Technology of Plasticity,2006,47(541):129-133.
[17]陈振华,程永奇,夏伟军,等.AZ31镁合金薄板热拉深工艺研究[J].湖南大学学报(自然科学),2005,32(1):83-86.
[18]张庭芳,黄菊花,杨国泰,等.AZ31与 ME20M镁合金板料热拉深性能实验研究[J].热加工工艺,2006,35(21):5-8.
[19]王鹏程,川井谦一,岳志勇.日本的镁合金旋压技术[J].锻压技术,2008,33(6):6-12.
