HP1003磨煤机磨辊装置的改进
2012-07-08
(浙江大唐乌沙山发电有限责任公司,浙江宁波315722)
HP1003磨煤机磨辊装置的改进
王一,赵学峰,远岩灵,马黎红
(浙江大唐乌沙山发电有限责任公司,浙江宁波315722)
通过对HP1003型中速磨煤机运行情况的分析,针对磨煤机运行使用过程中存在的磨辊装置轴承箱易漏入煤粉的问题,采用加装密封风的方法进行改进,不仅大大提高了磨煤机运行的安全可靠性,减少了磨煤机日常维护的工作量,而且降低了检修维护费用。
磨煤机;磨辊;密封风;强度校核
乌沙山发电厂根据磨煤机的设计参数、运行情况和磨损程度,以及煤质、单台磨煤机的累积运行小时数、磨煤机利用率、检修质量等诸多因素,制定磨煤机的大修周期为2年。从实际运行和日常维护的情况来看,磨煤机磨辊装置轴承箱进粉、密封装置损坏是影响磨煤机安全、可靠、经济运行的主要问题之一。通过对1,2号机组12台磨煤机进行磨辊装置加装密封风的改进,证明可大大提高磨煤机运行的可靠性,降低设备的维护费用。
1 磨煤机设备概况
采用中速磨煤机冷一次风机正压直吹式制粉系统,每台锅炉配6台中速磨煤机,每台磨煤机带锅炉的1层燃烧器,磨煤机运行参数见表1。以神府东胜煤作为设计煤种,以大同塔山煤作为校核煤种,可磨系数(HGI)为55,设计煤种煤粉细度R90=18%,煤粉水分为4.5%,入磨煤粒度小于35 mm。
磨煤机设备的工作环境差,磨辊周围充满煤粉颗粒,原设计密封风压较低且密封方式不当,加之磨辊装置检修的质量问题,导致磨辊装置轴承箱易进粉,致使润滑油质变差,磨煤机振动增大,磨辊的振动又加快了密封圈进一步损坏,大多磨辊装置骨架油封的使用寿命达不到22 000 h的设计要求,如此产生恶性循环,最终出现磨辊轴承损坏、磨辊停转的事故。而更换磨辊需使磨煤机强制退出运行且检修时间较长,降低了机组运行的安全可靠性。磨辊轴承价格也较为昂贵,占用了大量检修维护费用,磨煤机的振动还有可能对减速机等其他部件造成损伤。

表1 HP1003磨煤机运行参数
2 磨辊装置密封损坏原因分析
2.1 骨架油封的质量及安装工艺
磨煤机磨辊头与磨辊轴的密封为机械式密封,密封面为嵌入磨辊座盖内的3层骨架油封(1层油封、2层灰封)和与磨辊轴紧力配合的耐磨套。磨煤机运行时磨辊头的不停转动和轴承窜动都会造成骨架油封磨损,按设计要求应定期对磨辊装置骨架油封进行更换。
更换骨架油封时须用清洁的润滑脂涂遍骨架油封,用手指挑一点润滑脂,沿着灰封唇和油封唇涂抹一圈,必须确保双唇间填满润滑脂。由于油封尺寸精确,如不这样操作,油封会吸在轴面上,无法往前推进到正常位置,同时会损伤油封唇。尽可能使油封与转轴保持同心,使油封平面与轴表面保持90°交角,油封叠装时,在已安装好的油封间填满润滑脂后再安装下一个油封。由于骨架油封本身的质量,以及安装工艺质量方面的原因会导致油封使用寿命缩短。
2.2 煤粉颗粒混入加剧密封磨损
磨煤机是通过磨辊与磨盘不停碾磨,再由分离器的筛选制出合适细度的煤粉,由一次风带入炉膛燃烧。在碾磨过程中,磨辊头不停旋转造成油封与磨辊轴耐磨套磨损;磨煤机原有的密封风在磨辊装置外部,密封风在将煤粉吹走的同时,有可能将煤粉吹到密封圈内。这些细小坚硬的煤粉一旦渗入磨辊装置的密封面更加剧了油封和耐磨套的磨损,以致油封损坏、磨辊轴承箱进粉油质变差,甚至损坏磨辊轴承、磨辊停转。
3 磨辊密封装置改进
3.1 磨辊密封装置改进方案
结合磨煤机大修,对1,2号机组12台磨煤机进行了加装磨辊密封风的改进。在磨辊轴端面加油孔上方沿轴向钻一个Φ10 mm的小孔,并从骨架油封的油封和灰封(约有30 mm的宽度)中间的位置径向垂直引出(见图1),同时打穿耐磨套,使压缩空气可进入油封和灰封中间形成高压风环。
磨辊头为全封闭结构,因而压缩空气只会从油封和耐磨套的缝隙向磨辊装置外喷出,对磨辊轴承箱润滑油和轴承均无影响,且压力远大于一次风和原有密封风压力(压差大于30 kPa),可有效防止煤粉等颗粒进入磨辊轴承箱。

图1 磨煤机磨辊轴改进示意
3.2 磨辊轴打孔的强度校核
在磨辊轴密封圈安装处到轴中心线打一个5~10 mm通孔,会使构件截面变化出现应力集中,使构件的持久极限降低,对磨辊打孔的强度校核可证明磨辊轴改造后能否满足磨辊正常运转的要求。为安全、方便计算,采用校核轴进行试验,该校核轴轴径(Φ159 mm)为原磨辊轴直径的一半(打孔后的磨辊轴截面积大于校核轴截面积,所以强度也大于校核轴),若校核轴强度满足要求,则可推论证明磨辊轴改造也可以满足磨辊正常运转的强度要求。
根据表2参数,经计算得到:
校核轴的扭转应力为:τmax=-τmin=4.16 MPa<[τ]=30~40 MPa
静态所受最大轴力为:σ1≈3.9 MPa
弹簧加载外加应力为:σ2≈9.0 MPa
经计算结果判断,校核轴工作状态下所受各应力均小于其本身材料(45号钢)的许用应力,所以可推论证明磨辊轴改进后能满足磨辊正常运转的强度要求。
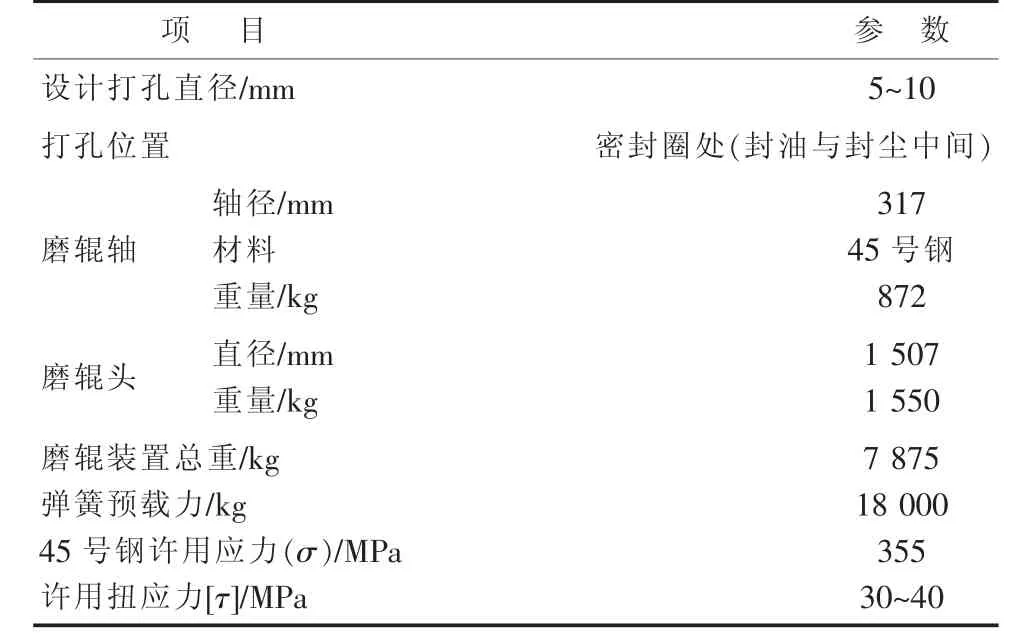
表2 校核轴参数
3.3 密封风管路安装
磨辊密封风为仪用压缩空气,各磨煤机的磨辊密封风从各自出口气动门控制柜的气源管引出,用气量对压缩空气系统的影响可忽略不计,引出的压缩空气母管设置手动总门,后连接1个压力自动调节阀(见图2),整定后压力值为0.05 MPa。在定期对磨辊油质进行检查时,若发现润滑油含有煤粉可通过此阀适当调高密封风压力。为方便安装及检修,从气源母管出来连接到磨辊轴端面上的各支路管采用金属蛇皮软管,管路分别从每个磨辊的耳轴处引入,所有接头均采用螺纹连接形式,加装的材料见表3。

图2 气源管路系统

表3 单台磨煤机加装磨辊密封风材料表
3.4 安全经济性评价
磨煤机是火力发电厂重要的辅机设备之一,一旦发生故障致使设备退出,会影响机组出力。更换磨辊是磨煤机检修维护中较为繁重的工作之一,更换1个磨辊至少需要5个工人工作20 h,作业过程中还涉及到大量起重工作,有相当大的难度和危险性,且设备退出时间较长。通过对磨辊密封风的改进,1,2号机组12台磨煤机运行情况稳定,没有出现需要提前更换磨辊的情况,提高了锅炉辅机设备的可靠性,减轻了检修人员的劳动强度。
磨煤机磨辊装置检修成本相当高,HP1003型中速磨煤机磨辊装置骨架油封约6 000元/套,耐磨套约3 000元/个,磨辊轴承约50 000元/套,磨辊装置的检修人工费为9 000元/套。根据乌沙山发电厂磨煤机检修维护情况,4台机组每年至少更换磨辊装置12套,1年因磨辊密封装置损坏而检修、更换备件的费用约为45万元。而磨辊装置加装密封风改进每台炉的材料、人工费仅为4万元,经济效益显著。
4 结语
对12台磨煤机进行的磨辊装置加装密封风改进后,磨煤机运行情况良好、振动正常,对各个磨辊轴承箱的油质油位检查情况良好,未发生因磨辊装置密封损坏引起的缺陷,大大减轻了检修维护人员的劳动强度,降低了磨煤机设备的维护费用。由此可见磨辊装置通入密封风是提高磨煤机设备安全经济性的一种简单便捷、行之有效的方法。
[1]机械工程师手册编委会.机械工程师手册[M].北京:机械工业出版社,2000.
(本文编辑:陆莹)
Transformation of Grinding Roll for HP1003 Coal Mill
WANG Yi,ZHAO Xue-feng,YUAN Yan-ling,MA Li-hong
(Zhejiang Datang Wushashan Power Generation Co.,Ltd,Ningbo Zhejiang 315722,China)
Through the analysis on the actual operation situation of HP1003 medium-speed mill,the method of installing seal air is adopted for improvement to deal with the problem of the pulverized coal easily leaking into the bearing box of grinding roller when the coal mill is in operation.It not only improves the safety and reliability of mill operation greatly,reduces the workload of routine maintenance of the mill but also lowers the repair and maintenance costs.
coal mill;grinding roller;seal air;strength check
TK223.25
:B
:1007-1881(2012)09-0082-03
2012-01-18
王一(1986-),男,辽宁抚顺人,助理工程师,从事发电厂锅炉设备管理与维护工作。
