基于Profibus的腈纶纺丝控制系统设计
2012-06-23朱茂林朱华庆
朱茂林,朱华庆
(合肥工业大学电气与自动化工程学院,安徽 合肥 230009)
腈纶纺丝是国家长期重点发展产业之一,而我国近30年来,腈纶的消费主要依赖国外进口,这就迫切需要设计全新的腈纶纺丝生产系统,以提高生产效率和腈纶丝的质量,改变当前腈纶丝生产线的控制精度低、运行平稳性差、故障率高等现状。腈纶纺丝的本质是一个多电机速度同步控制系统,通过实时调节各电机的速度,以达到牵伸或等速的效果。文中以某腈纶纺丝厂的控制系统为背景,设计了基于Profibus的控制系统,该控制系统以西门子S7-300PLC为控制核心,通过Profibus-DP网络实现PLC与EV3000变频器之间的通讯,从而达到对各电机协调控制的目的。
1 系统的电气结构
该腈纶纺丝厂的工艺流程主要有纺丝成型、溶剂拉伸、丝束水洗、预热,热牵引、干燥致密化、蒸汽定型、再牵伸、卷曲、干燥、装箱等。在腈纶纺丝系统运行时,为将腈纶丝束按一定比例牵伸,各传送点的线速度不尽相同,这就容易照成一些电机处于发电状态,处于发电状态的电机会通过变频器整流桥向直流侧反馈能量,从而抬高变频器直流侧的电压,使得变频器产生保护动作而影响生产,为解决这个问题,拟采用共直流母线拖动技术,不仅可以解决这个问题还可以节约电能,提高了经济效益。为防止母线上的电流过高,在直流侧并联了一个制动单元,将过剩的能量消耗在制动电阻上。在使用时对F2~F20变频器进行了改造,仅使用了逆变部分。F1变频器因需要平稳的运行,在其直流侧并联了电容作为储能元件,使得它在电网电压不稳定时也可以稳定运行。
设计的电气结构如图1所示。其中,F1~F12变频器所拖动的电机均为同步电机,F13~F20变频器所拖动的电机均为异步电动机。
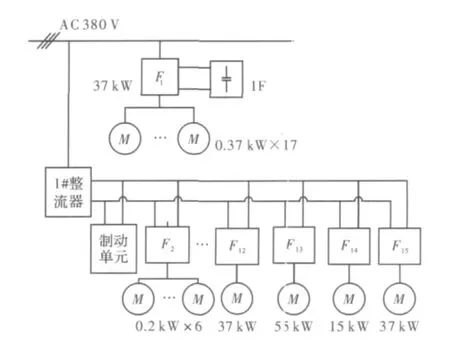
图1 前纺电气图
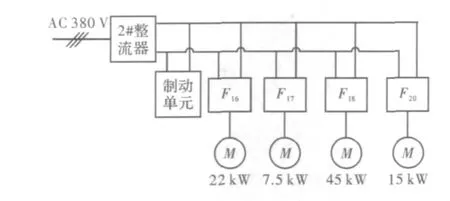
图2 后纺电气图
2 基于Profibus的通讯网络设计
在多电机的同步控制系统中,为能利用电机之间的同步误差进行补偿,各电机控制器都需要知道其他电机的信息。PROFIBUS是Process Fieldbus的缩写,是一种国际化大的开放式的现场总线标准,PROFIBUS根据应用特点可分为 PROFIBUS-DP,PROFIBUSFMS,PROFIBUS-PA3个兼容版本,其中PROFIBUSDP允许构成单主站或多主站系统,这就为系统配置组态提供了高度的灵活性。由于该系统有多条生产线且每条生产线有多个控制单元,选择了Profibus-DP的通讯方式来实现各电机之间的信息交换。根据工艺要求,设计的控制系统以西门子S7-300为控制核心,通过PROFIBUS-DP通讯接口向西门子EV3000变频器发送控制命令,由于EV3000使用的是RS485通讯协议,所以需使用TDS-PA01总线适配器实现S7-300与变频器的通讯,变频器再给相应的电机发送指令使其按照要求协调运行。网络结构如图3所示。
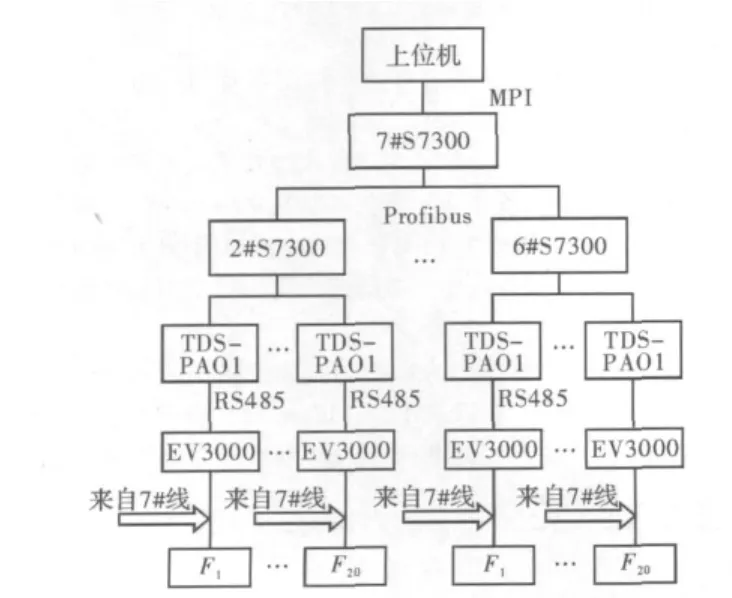
图3 系统网络结构图
图中7#备用线PLC为主站,2#~6#PLC为从站,设定其地址。在2#~6#生产线中以主PLC为主站,各个变频器为从站,设定其地址。考虑到上位机与7#生产线之间数据传输量的问题所以选用的是MPI口,2#~7#生产线PLC与变频器之间的通讯应以实时性和快速性为指标,所以选用的是Profibus-DP口。其中7#线为备用线,当2#~6#生产线故障停止时就会启用备用线。
3 控制算法的设计
腈纶纺丝的工艺要求拉丝过程中保持各单元之间张力恒定以及线速度成一定的比例关系,这就要求各单元电动机之间有一种调节机制,使得各单元之间速度发生不协调时能够及时调节自身的速度,自动保持与相邻单元一致,这样可以避免由于电机速度不同步造成拉丝张力过大而断裂。
设计的控制程序主要有F1~F20的逻辑控制程序、速度控制程序以及PLC与变频器通讯程序。逻辑控制流程图如图4所示。
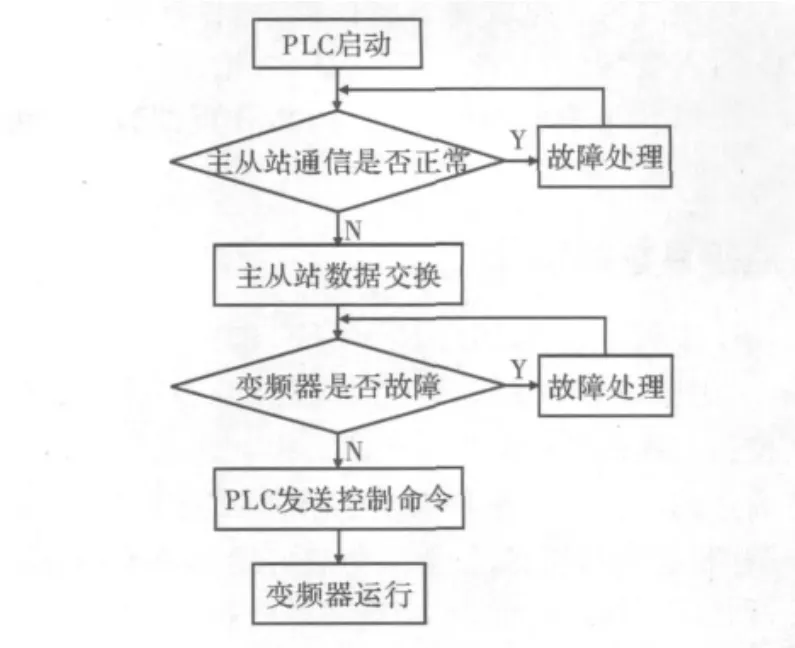
图4 逻辑控制流程图
速度控制主要实现前纺和后纺的的同步调速以及在受到扰动时的快速跟随。主要控制思想如下:以系统的前纺速度控制为例,令变频器F1~F15的运行频率为 fi,i=1,2,…,15,F2~F15与 F1的频率之比

所以

当前纺各电机需要进行高低速度切换时

其中,Δ为每200 ms电机按0.37%增加或减少的频率。当频率达到目标值时就以该值作为当前变频器的输出频率。
当某台电机受到扰动导致其急停时,再次启动就需要它能够快速跟随上其他单元,在程序里将此时该电机属于零速到高速或低速

其中,Δ′>Δ,Δ′为每200 ms电机按84%增加或减少的频率。
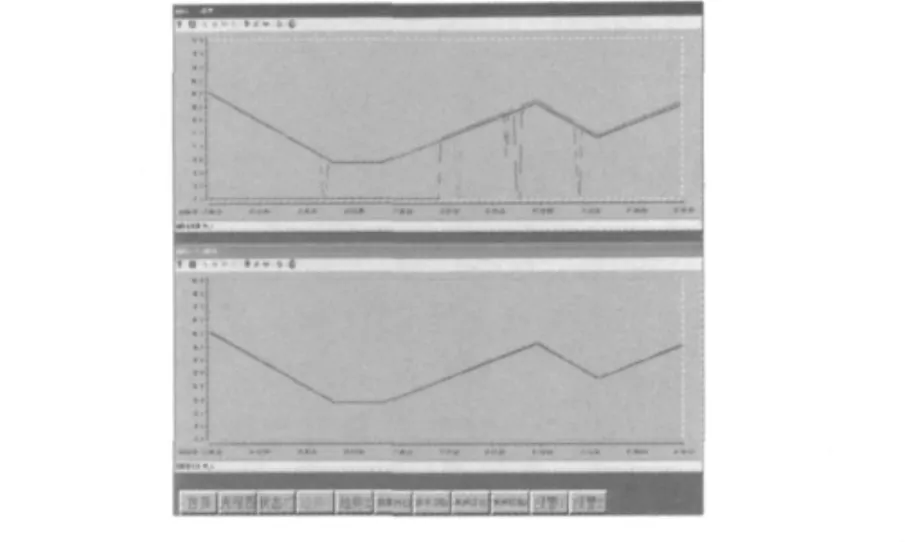
图5 趋势图
以F1~F10为例,可以看出各电机的同步性能良好,能够平稳地进行调速,在急停后也可以快速跟随。
PLC通过现场总线命令将控制字、目标频率等由SFC15写入变频器的PKW和PZD数据区,同时PLC通过SFC14读取变频器的PKW和PZD反馈数据区的数据。
4 监控系统的设计
由于工程中选用PLC是西门子S7-300作为处理器,考虑到兼容性的问题,选择Simatic Wincc6.0设计上位机监控软件。
设计的监控界面主要有流程图、状态栏、趋势图、频率归档、起停归档、报警等。为更好地模拟现场设备的运行状况,对辊子、丝束、定行输送机和F20链板做了一些动态效果的设计。
Wincc可以在全局脚本中通过变量触发、周期触发或非周期触发使编辑的C函数运行来实现画面中的任一对象的动态效果。
以F1电机的运行效果为例,将变量run1的12个状态与run0.emf~run11.emf连接起来,当F1运行时,脚本程序就会触发使run1周期性的在同一位置显示相应的画面,这样就会在视觉上产生转动的效果。当F1运行时,变量“run1”每隔250 ms递增一次,从0~11循环变化,当F1停止时,变量“run1”不变。流程如图6所示。
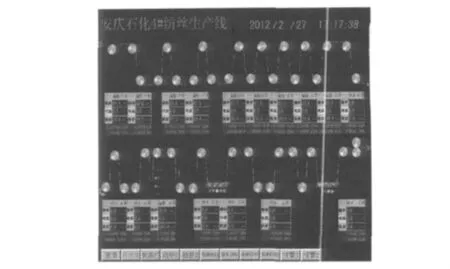
图6 流程图
图中的辊子、丝束、定行输送机和F20链板可以根据现场设备动作而运行,同时监控界面还可以显示对应变频器的输出频率以及转速电流,在趋势栏可以显示各电机的起停,归档和报警栏可以对现场状态进行记录并保留在计算机内。
5 结束语
介绍了某腈纶纺丝控制系统各部分的设计,在电气部分采用共直流母线技术,可以节约电能并且使系统具有较好的稳定性;网络部分采用PROFIBUS-DP进行通讯,具有良好的实时性和快速性;采用的控制算法可以保证各电机速度同步以及在急停后的快速跟随;设计的监控界面能够实时监控生产线各部分状况,其中流程图具有良好的动态效果。
[1]郝领地.试验台多轴电气同步控制系统[J].电气传动自动化,2011(1):23-25.
[2]李玉霞,赵万华.动梁式龙门机床的双驱动同步控制系统建模[J].西安交通大学学报,2012,46(4):119 -124.
[3]郑文波.控制网络技术[M].北京:清华大学出版社,2001.
[4]蒋近,戴瑜兴.多线切割机的速度同步控制[J].控制理论与应用,2011(2):279-283.
[5]王海鹰.一类三维动力系统的同步控制与仿真[J].计算机工程与应用,2012,48(7):217 -218,230.
[6]郭俊.速度同步控制系统中的网络通讯的应用研究[J].才智,2011(13):56-57.
