焊接缺陷对机匣可靠性的影响
2012-03-07庞学佳李宏伟邹献辉
庞学佳,李宏伟,邹献辉
(中国船舶重工集团公司第七○三研究所,黑龙江哈尔滨 150078)
0 引言
发动机机匣是承力系统的主要构件,其受力情况复杂多样。由于结构及工艺水平的限制,机匣大多采用分段焊接而成。某机压气机机匣为对开式,分别由多段筒体、纵向安装法兰和中分法兰焊接而成。在生产过程中,压气机机匣焊后经检测焊缝存在超出标准允许的链状气孔,该零件是否可以用于装机?对含有链状气孔的焊接机匣的计算模型如何简化分析?本文通过设计与加工制造相结合,先对气孔进行简化建模,然后利用有限元分析软件对该机匣简化模型进行强度计算分析,最终确定焊接缺陷对机匣可靠性的影响。
1 焊接链状气孔检测
为确定焊接缺陷分布及具体形貌,以便进行针对性的分析计算,对此机匣焊缝进行了多种方法的检测。检验分3步:①X射线照相检测确定电子束焊焊缝存在链状气孔——不符合质量标准要求;②对焊缝进行了荧光检测,焊缝表面未发现超标气孔,上述2种检测方法的结果说明,该链状气孔存在于焊缝的内部;③进行工业CT(计算机辅助层析成像技术)检测,确定气孔的尺寸大小和分布位置。
由于每种检测方法都有其特点和局限性。X射线照相检测的特点是检测灵敏度高,但由于其将立体的物体投影到平面上,因此无法给出缺陷在焊缝厚度方向的信息。而工业CT检测,可以给出工件任何一个截面的质量信息。但由于受工件尺寸及重量的限制,检测的灵敏度无法达到X射线照相检测的水平,也正是由于检测特点的不同,造成检测结果存在差异。为了准确判断缺陷在焊缝厚度方向的分布情况,对2种检测结果进行了比对,最终确认,2条焊缝内的链状气孔分布在焊缝内部,距离内外表面1 mm的范围内,在厚度方向呈离散分布——压气机机匣气密性不存在问题,需要对存在链状气孔的压气机机匣的强度做出评定。
2 有限元分析
采用结构设计软件PRO/E对压气机机匣建立三维简化模型,利用有限元计算分析程序Ansys对简化模型进行计算分析。
2.1 计算模型
压气机机匣的结构可以看成是一个由一基本“扇区”段沿周向重复若干次而成的结构,而且压气机机匣的载荷及边界条件也具有同样的重复性。所以采用循环对称应力分析方法进行分析,取1/200份进行计算,计算简图如图1所示。
图1 计算模型Fig.1Calculation model
2.2 边界条件及网格划分
根据计算得到的力分别在有限元模型以下部位施加边界条件和载荷。
1)在柱坐标系下,计算模型的后端面的节点约束轴向和周向;
2)在柱坐标系下,计算模型的前端力;
3)柱坐标系下,计算模型的前端面的节点在平均施加轴向的拉力;
4)计算模型的内壁,施加内腔压力。
网格划分运用实体单元186类型对模型进行四面体网格划分。6个气孔用0.1 mm的元素大小,其余使用3 mm元素大小进行网格划分。网格划分情况见图2。
图2 计算模型孔周围的网格划分Fig.2The mesh around hole of computational model
2.3 计算参数
压气机机匣如图3所示,其承担的载荷包括经由前轴承座、导流支柱传递过来的涡轮-压气机转子轴向力F1,滑油腔受力F2,涡轮转子轴向力F3向前为正。综上得出压气机机匣焊缝前所承受的轴向力为F,方向朝压气机进气方向;叶片排所受的扭矩为M1;整个压气机所受到的由燃机质量引起的弯矩为M2;计算位置机匣所受压力P1,计算位置机匣温度T1。本计算分析中采用的材料牌号为1Cr12Ni3MoVN,该材料性能见文献[1]。
图3 压气机机匣Fig.3Compressor casing
2.4 计算结果及分析
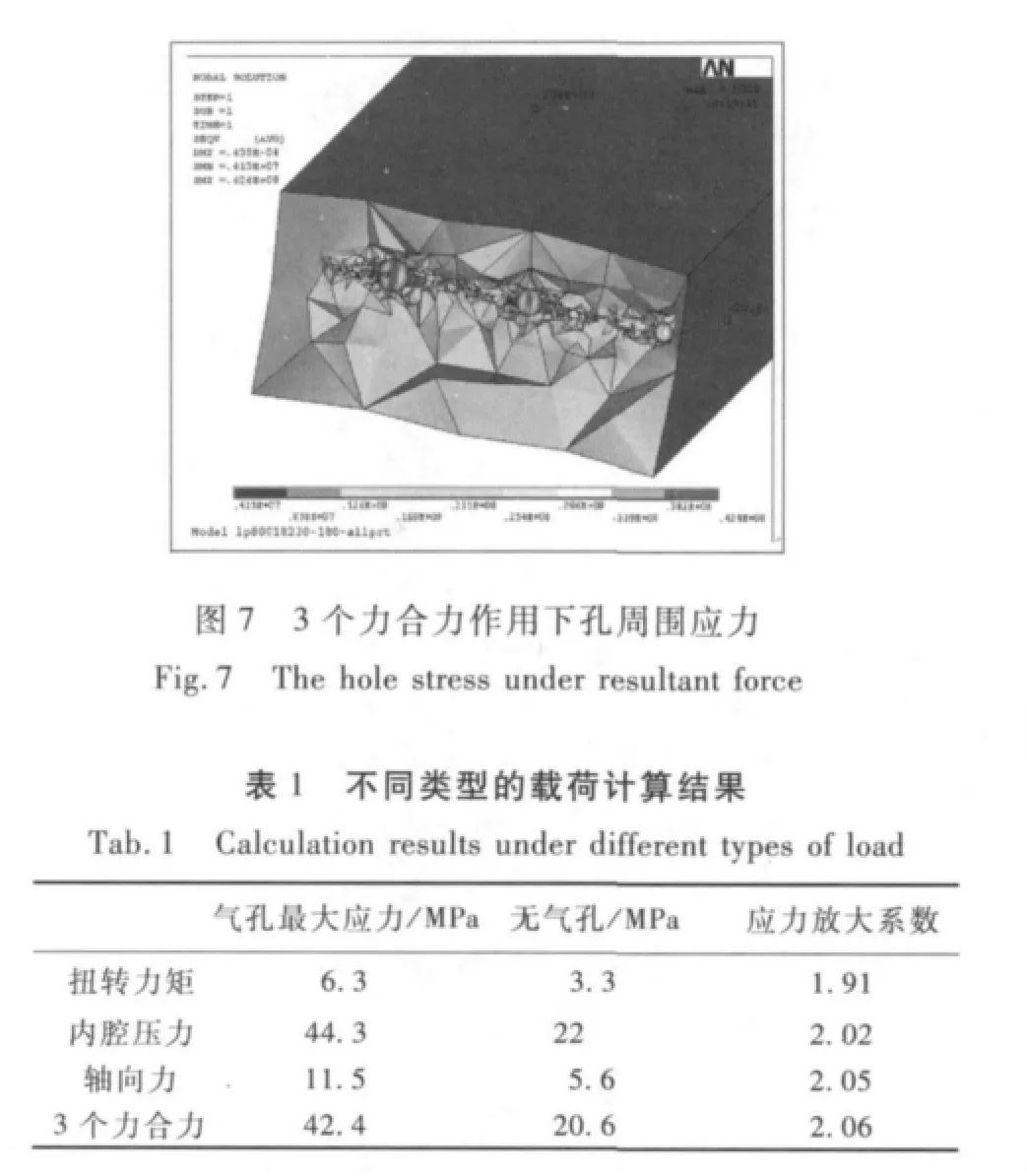
根据载荷类型的不同,分别对模型进行4组计算,确定不同类型的载荷对计算结果的影响。结果见图4~图7。
设计状态下,压气机机匣计算对应的最大应力为42.4 MPa,每个气孔的最大应力相近,最大应力位于气孔边缘,除气孔周围2倍直径区域外,其他应力在20.6 MPa左右,可见气孔处的最大应力是其他部分的2倍多(见表1)。材料1Cr12Ni3MoVN的σb=965 MPa,可以得出相应的安全系数为22.7,存在气孔缺陷的该低压压气机机匣在静强度方面有足够的安全储备。
3 结语
由于存在类似于以上假设的气孔的情况下,气孔对周围2倍直径区域存在影响,各电子束焊焊缝气孔周围应力将相应放大到原来的2倍。
综上,在确定存在焊接缺陷的零件是否可以使用时,以上计算系数可作为量化的指导值,对于从设计到实际的加工制造都具有指导意义。为进行相关机匣设计、电子束焊焊接制造提供了量化的判定依据。
[1]陈家芝,刘铁.工程材料实用手册(第一卷):结构钢、不锈钢[M].北京:中国标准出版社,2001.
[2]胡海岩.机械振动与冲击[M].北京:航空工业出版社,1998.
[3]航空发动机设计手册总编委会.航空发动机设计手册(第18册)[M].北京:航空工业出版社,2000.
[4]中国机械工程协会焊接分会.焊接手册:焊接方法与设备(第二版)[M].北京:机械工业出版社,2001.
[5]陈仲波.球罐焊缝缺陷与焊接残余应力的数值模拟[D].福州:福州大学,2006.
[6]章应霖,游敏.焊接结构工程[M].北京:中国电力出版社,1995.
