借助辅助平面确定麻花钻切削角度
2012-02-20冯跃霞
冯跃霞,刘 玮
(新乡职业技术学院,河南 新乡 453002)
用钻头在实体材料上加工出孔的方法叫钻孔。而完成钻孔工作所使用的刀具就是钻头。
麻花钻是应用最广、结构最复杂的刀具之一。钻头切削角度,是影响钻削加工性能和刀具耐用度的决定性因素,借助空间辅助平面的建立确定钻头切削角度的位置是认识、刃磨、改良与创新刀具的基础,也是教学过程中的难点。特别是钻头前、后角度位置的确定,是钻头刃磨和应用的前提。
作为一种切削加工的刀具,提高钻头的加工性能和耐用度,影响的主要因素就是钻头的切削角度。钻头的切削角度、位置及用途,是认识钻头和保证刀具正确刃磨的前提,也是今后改良和创新钻头的基础。辅助平面又称空间辅助平面,它是空间假想的理想平面,看不见,摸不着。由于钻头的前角、后角等角度也为空间角,所以必须借助空间辅助平面的位置,来确定角度位置。
笔者就以钻头比较典型的前、后角的确定为例,来表述如何借助辅助平面来确定切削角度。
1 辅助平面概念的建立
辅助平面的内容概念性强,抽象,不易理解,图示见图1。
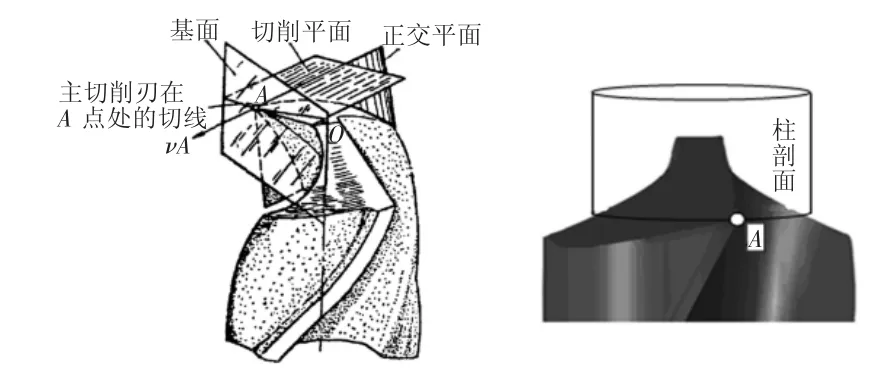
图1 麻花钻的辅助平面
标准麻花钻头辅助平面的概念,定义如下:
(1)基面。麻花钻主切削刃上任一点的基面,是通过该点且垂直于该点切削速度方向垂直的平面,实际上是通过该点与钻心连线的径向平面。
(2)切削平面。麻花钻主切削刃上任一点的切削平面,是由该点的切削速度方向与该点切削刃的切线所构成的平面。
(3)正交平面。通过主切削刃上任一点并垂直于切削平面和基面的平面。
(4)柱剖面。通过主切削刃任一点作与钻头轴线平行的直线,该直线绕钻头轴线旋转,所形成的圆柱面的切面。
鉴于钻头切削部分结构复杂,主切削刃上前、后角自外缘向钻芯不断变化,我们分析时仅取外缘转点A作展示。
2 借助辅助平面确定前角
前角分别与正交平面、前刀面、基面有关。前刀面是指切屑流出的表面,见图2。
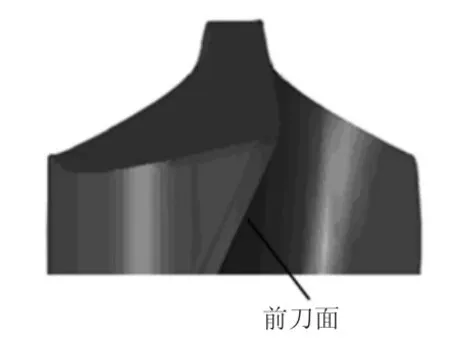
图2 前刀面
如前所述,由于前角属于空间角,确定其位置必须借助正交平面和基面两个辅助平面。理解和找到正交平面和基面这两个空间辅助平面位置的方法如下:
2.1 寻找正交平面
正交平面为背景面,也就是说只有在正交平面内,才能看到前角的真实形状和大小。否则,不同方向看到的情况不一,致使看到的前角的形状和大小失真,无法确定其真正的角度。同时,假想一过A点的空间平面,其既与切削平面垂直,又与基面垂直(见图1)。这样,就确定其空间的位置。
2.2 寻找基面
基面的寻找,需要分3个步骤:选点——确定切削速度方向——确定基面位置(该点与钻心连线的径向平面)。
(1)选点——钻头最外缘一点A(见图3)。
(2)确定切削速度方向ν(见图3)。切削速度方向=刀具切入材料方向=飞离方向=切线方向(与半径垂直)。
(3)确定基面(见图4)。钻头主切削刃最外缘一点A的基面,是与A该点切削速度方向垂直的平面,实际上是通过A点与钻心连线的径向平面。由于钻头两主切削刃不通过钻心,而是平行并错开一个钻心厚度的距离,所以,主切削刃上各点的基面位置不同。
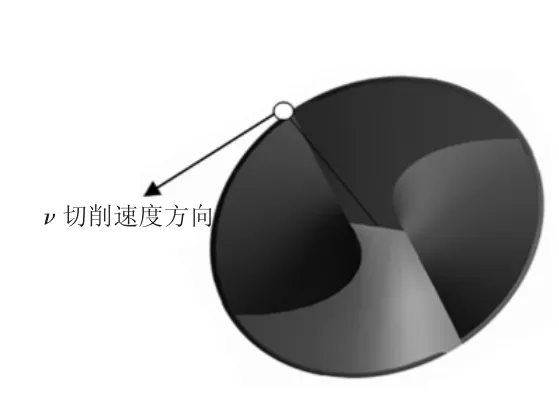
图3 A点切削速度方向
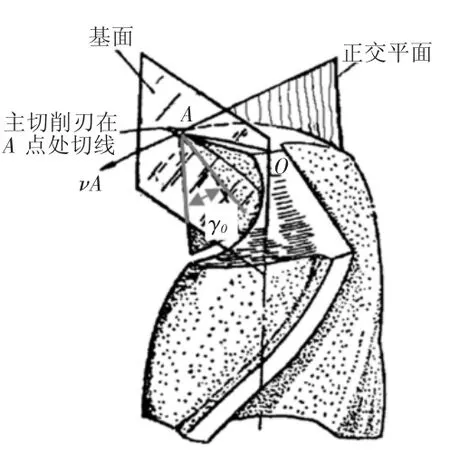
图4 麻花钻的前角
2.3 确定前角
依据前角的定义,在正交平面内,前刀面与基面之间的夹角即前角γ0(见图4)。分别寻找、确定了正交平面、前刀面、基面的位置后,前角的位置自然也就确定了。
3 借助辅助平面确定后角
同样道理,在后角位置确定之前,必须先找到后刀面、柱剖面、切削平面。寻找顺序依次为寻找柱剖面——寻找切削平面——确定后角,见图5。
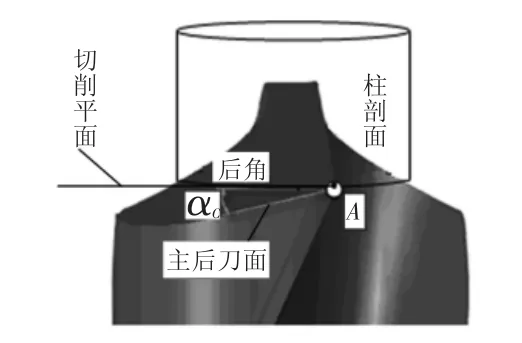
图5 麻花钻的后角
3.1 寻找柱剖面
柱剖面在后角寻找过程中的角色,同正交平面。只有在柱剖面内,才能看到后角真实的形状和大小。过A点确定一条空间直线与钻头轴线平行,绕其轮廓一周,回到该点所形成的切面,至此就确定了柱剖面的空间位置。
3.2 寻找切削平面
切削平面是通过点A的切削速度方向与主切削刃切线围成的空间平面(见图5),此时切削平面为一条线。
3.3 确定后角
在柱剖面内,主后刀面与切削平面的夹角就是后角αc(见图5)。在确定了柱剖面、切削平面的空间位置后,与实体主后刀面之间,就自然找到了夹角——后角。
4 前、后角度的作用及应用
学习钻头的角度,目的是为了在实际工作中的合理应用。前、后角度对作为刀具的钻头的切削加工性能的影响及其正确的应用,如下所述。
4.1 前角的作用与应用
前角的大小,决定着切除材料的难易程度和切屑在前刀面上的摩擦阻力大小。前角愈大,切削愈省力,切削刃越锋利,切屑变形越小。
钻黄铜时,为提高刀齿强度,避免扎刀现象,修磨外缘处前刀面(见图6),减小前角。
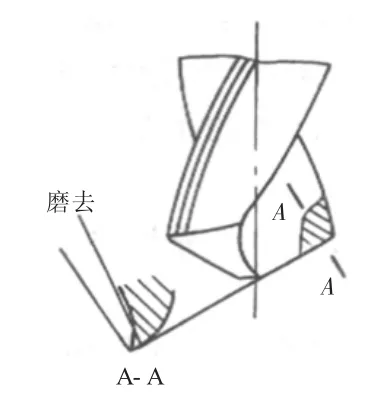
图6 修磨前刀面
黄铜钻孔易扎刀,外缘前角要减小。棱边磨窄修圆弧,孔形圆整品质高。
4.2 后角的刃磨与应用
钻头的后角是刃磨得到的,刃磨时要注意使其外缘处磨得小些(约8°~10°),靠近钻心处要磨得大些(约20°~30°)。这样刃磨的原因,是可以使后角与主切削刃前角的变化相适应,使各点的楔角大致相等,从而达到其锋利程度、强度、耐用度相对平衡,又能弥补由于钻头轴向进给运动而使刀刃上各点实际工作后角减少所产生的影响,同时还可改善横刃的工作条件。
后角的作用,是减小麻花钻后刀面与切削面间的摩擦。例如钻削铸铁材料时,切屑呈粉末状夹杂在钻头后刀面与孔底之间,磨损几乎完全发生在后刀面上。此时,除了磨短横刃、和磨出第二顶角外,就应适当地磨大后角,减少后刀面与工件的摩擦。
5 结束语
麻花钻作为应用最广、结构最复杂的刀具之一,钻头切削角度是影响钻削加工性能和刀具耐用度的决定性因素,借助空间辅助平面的建立确定钻头切削角度的位置是认识、刃磨、改良、创新刀具的基础,也是教学过程中的难点。借助主截面、基面、柱截面、切削平面的空间位置,以及麻花钻的前刀面、后刀面,可以准确地确定前角、后角的位置,为后期麻花钻的刃磨及使用奠定坚实的理论基础。
[1]王兴民.钳工工艺学[M].北京:中国劳动出版社.1996.
[2]杜文宁.模具钳工工艺与技能训练[M].北京:中国劳动出版社,2002.
[3]曹洪利.高级模具钳工工艺与技能训练[M].北京:中国劳动出版社,2006.
[4]戴俊平.麻花钻前刀面的研究[J].煤矿机械,2011,(7):77-78.
