某零件组件的装配与工艺协调技术
2012-02-18杨晓红
杨晓红
(沈阳飞机工业集团有限公司,110850)

1 组件特点
本组件由1号件、2号件、3号件和螺栓、螺母和垫片组成,见图1。

图1 组件结构图

各零件配合处尺寸公差繁多,结构复杂。如图2所示。

图2 装配件横截面
加工方案较难制订。若在1号件、2号件零件状态,将30 mm槽口处尺寸加工到位,很难保证装配后两零件的槽口在同一平面上及垂直度,平面度及平行度。此外28个Φ6H9孔如何加工,是否使用“歪脖”钻,此加工效率低,且钻孔不准确。如何保证零件图纸尺寸、加工顺序如何安排等等,这些方案都需要探索、研究。
装配时1、2号件和3号件的大部分已经加工完毕,尺寸链已经呈封闭状态,留给加工的尺寸公差很小,比较容易造成超差,因此,需要消除零件的定位和安装误差。
2 装配实施措施
2.1 装配工艺
分析装配零件结构特点,制定加工方案。对于任何机加零件,工艺方案制定的合理与否直接决定了加工的成败。
该零件组件的生产计划为单件生产,装配方式为修配法,将配合表面留到装配阶段加工,通过修配和调整保证尺寸精度,达到装配要求。根据零组件特点初步确定以下备选方案:
(1)方案一。在零件状态将1号件和2号件所有机加尺寸加工到位,再用3号件及螺栓、螺母进行装配,如果零件的制造公差和形位公差较大,装配后组件的槽口176 mm尺寸及形位公差很难保证;如果在零件的制造过程中,为保证装配件的配合要求,人为缩小零件的尺寸公差和形位公差,则提高了零件的制造要求,非常不经济且零件难于制造。此方案不可行。
(2)方案二。在零件状态将1号件和2号件槽口的3个表面留有工艺余量,如图2所示,将零件用3号件及螺栓、螺母进行装配后,再进行槽口加工,这样保证了176 mm尺寸及形位公差等。此方案可行。
28个Ф6H9装配孔,可采用方案一,按划线一个一个用歪脖钻进行钻孔,此加工方法可以应用,但效率低;方案二提工装及刀具,使用长钻头,并在夹具上做引导相当于钻4个孔,效率高。经过分析,方案二可行,采用方案二。


由尺寸链的计算公式有:
封闭环的公称尺寸,等于增环的尺寸之和减去减环的尺寸之和

封闭环的上偏差,等于增环的上偏差之和减去减环的下偏差之和

封闭环的下偏差,等于增环的下偏差之和减去减环的上偏差之和

由此解式(1)、(2)、(3)得

如果采取缩小公差的方法,零件尺寸公差为T,则有:

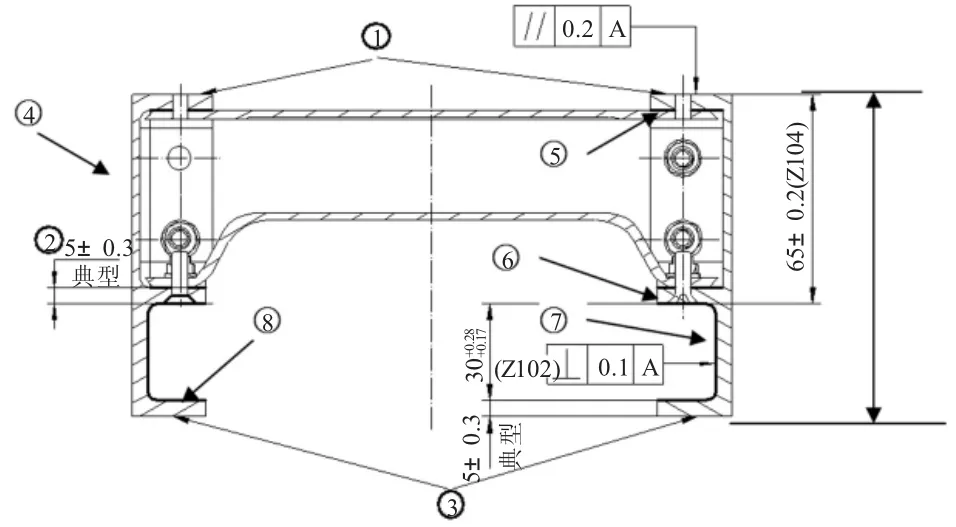
图3 槽口尺寸链
此时若将外形①、③在零件状态精加工到位,由于尺寸封闭再加上零件变形,在装配铣切1、2号件槽口时,保证上述尺寸很难。更改1、2号件的供应状态,在保证定位平面①的平面度在0.2 mm范围内,③面留余量0.6 mm,以弥补公差累积造成的超差。另外一方面采用基准统一和基准重合原则,在加工时设计基准与装配零件时定位基准①统一,消除基准不重合时的误差。
组合和加工装配件前,检查定位平面①的平面度,如不在0.2 mm的范围内,则研磨零件表面①使其平面度符合要求,研磨表面①时,注意保证与夹具侧定位面的垂直度要求。

装配件的刚性较差,在零件的左端头处增加工艺支撑件,此时零件装配的工艺性提高,零件收口现象大大降低。且装配工艺件一直送至下个部门,直至与其他零件连接后,再由下个部门在装配到上一级组件上时拆除。
2.2 装配夹具设计
装配夹具如图4所示,此夹具用于装配3号件(数量为7件)、工艺件、1号件和2号件,且用于钻28个装配连接导孔。零件以Ф12H9孔定位、缘条及腹板底平面定位。通过钻模板进行引导钻孔。
为保证零件钻孔时的精度,钻套采用快换钻套,方便钻孔时快速更换,具体尺寸为

铰套也为快换铰套,具体尺寸

定位方式为使用图4所示的1号件、2号件的表面①和④定位。夹紧机构为通过旋转3个手轮通过双向螺栓夹紧机构夹紧表面④后锁紧,通过拧紧夹紧压板组件夹紧表面①,为保证定位夹紧的可靠性,在夹紧过程中应该使用塞尺检查夹紧的间隙,使间隙不大于0.1mm。
零件定位误差

其中,
Δ基表示由于定位基准和工艺基准不重合产生的误差,采用调整法加工,基准不重合误差Δ基=0;
Δ定为基准位移误差,等于表面①的平面度误差,由图纸尺寸和形位公差知,
Δ定=0.2 mm,所以
Δ=Δ基+Δ定=0.2 mm。
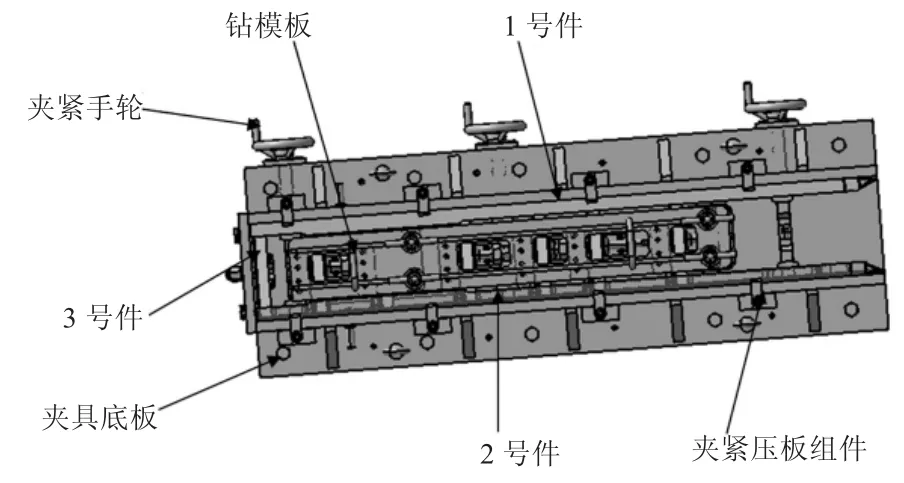
图4 装配夹具
3 结束语
经实践证明,该组件在装配中,要考虑很多问题。解尺寸链,给出合理的尺寸公差,防止装配时由于尺寸累积造成装配尺寸超差;保证配合零件配合区配合尺寸公差,防止干涉;采用定位基准与设计基准统一的原则,防止定位基准不统一时造成的累积误差;根据装配零件的功用,找出零件关键尺寸要素,严格控制确保装配零件的使用性能。
[1]王兴逵.机械制造工艺学[M].北京:机械工业出版社,2008.
[2]上海机械专科学校.机床夹具手册[M].北京:机械工业出版社,1998.
[3]《航空工艺装备设计手册》编写组.航空工艺装备设计手册[M].北京:国防工业出版社,2005.
