高温高压作用后叶蜡石腔体密度分布及流动规律探讨①
2012-01-25邓福铭陈为芳赵国强陆邵悌邓相荣
邓福铭,陈为芳,赵国强,陆邵悌,王 强,邓相荣,张 丹
(中国矿业大学(北京)超硬刀具材料研究所,北京 100083)
0 引言
在静态超高压高温合成金刚石的过程中,叶蜡石作为密封传压介质是必不可少的辅助材料之一,它起着传压、密封、隔热、绝缘、支撑等作用[1-7]。目前我国超硬材料行业发展快速,对叶蜡石的需求量很大,虽然我国叶蜡石资源比较丰富,但几十年来由于我国合成金刚石生产所用的固体密封传压介质一直采用北京门头沟叶蜡石,而该叶蜡石矿从1961年开采至今,可采资源已渐枯竭,且北京未来规划门头沟为旅游基地产业开发,已开始限制此地叶蜡石矿的开采。因此,急需寻找新的可供人造金刚石生产用固体密封传压介质叶蜡石矿物资源,为此有必要对叶蜡石进行深入研究。实际上国内科研工作者对叶蜡石的研究也一直没有停止过[8-11],但很多研究都停留在物相研究上,根据物相的组成、变化以及金刚石的质量、产量来确定叶蜡石的某些行为,判定其在合成金刚石上的优劣。人造金刚石合成是一个复杂的系统工程,涉及到材料科学、机械工程、化学、力学、热学、电学、矿物学等各个方面[12]。近些年来随着金刚石行业的发展,世界金刚石生产用原材料价格大幅上涨,仅硬质合金顶锤价格便翻了一倍。特别是腔体扩大后硬质合金顶锤随之扩大,由于叶蜡石的密封性能不好造成的放炮,造成的锤耗动辄便是上万元的损失。李启全等人[12]曾在对叶蜡石流动规律研究中指出,合成金刚石中的裂锤、放炮产生的根本原因在于叶蜡石块在高温高压下流动的不均匀性所致,因此,研究合成金刚石时叶蜡石的流动规律很有实用价值。
本实验以门头沟叶蜡石为原材料,测试了经高温高压作用后叶蜡石不同区域的密度,根据密度变化情况,对高温高压下叶蜡石的流动趋势进行了分析讨论,旨在对高温高压下叶蜡石的密封、传压过程及机理有更深入的了解。
1 实验原材料及方法
本实验以北京门头沟叶蜡石为原材料,按通常六面顶压机金刚石合成工艺的要求对其进行焙烧处理,这样既可以保证将叶蜡石中的结构水含量控制在适当的比例,同时又可以兼顾叶蜡石的传压和密封性能。然后将烘烤好的叶蜡石等材料与合成棒进行组装,在六面顶压机上进行高温高压合成金刚石实验。选取高温高压合成金刚石后叶蜡石的不同区域,测试其密度。图1为叶蜡石合成块经高温高压作用后形成的多棱体示意图及其各取样分析点的位置。我们以高温高压作用后的叶蜡石合成块为研究对象,分别在图1中A、B、C、D、F、G、H、I、J、K、L、M、N、O、P、Q各点区域取样。其中A点为叶蜡石高温高压后形成飞边的顶角位置,B点为飞边的中间位置,C点为叶蜡石平面上的中心位置,D点为叶蜡石平面上对角线的1/4位置处,F点为三顶锤接触的叶蜡石靠近密封边根部的位置,I点为叶蜡石块对角线外边缘位置,K点为从I点出发的对角线靠近白云石套管的位置,J点位于I、K 中间。L、M、N 和F、G、H 位置同I、J、K位置相似,只不过分别是靠近上顶锤的叶蜡石表面位置和靠近下顶锤的叶蜡石表面位置。O点为叶蜡石腔体最薄方向的外表面位置,以O为起点做平行于叶蜡石边的直线OQ,Q靠近白云石套管,P为OQ的中间位置。每个取样点各取3份样品,用砂纸将各个取样点的试样打磨成规则的长方体形,用游标卡尺测出各样品的长、宽、高。通过测量精度为0.0001g的电子天平测量其质量。再根据公式ρ=m/v得到各个区域样品的密度,取三次测试结果的平均值作为分析数据,测试结果见表1。
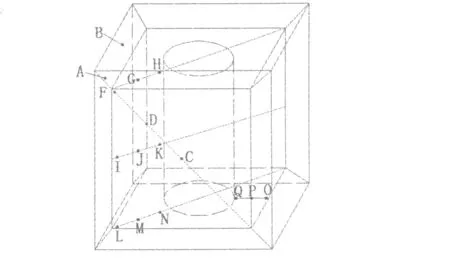
图1 叶蜡石块经过高温高压后形成的多棱体示意图及其取样点分布Fig.1 Multi-edge body of pyrophyllite after high temperature and high pressure and distribution of the testing areas
2 实验结果与讨论
为更直观地看出各个方向的密度变化情况,以方便对比讨论叶蜡石在不同流动方向上的密度变化规律,根据表1各取样点样品所测得的密度,列出了叶蜡石不同流动方向的密度变化(见表2)。
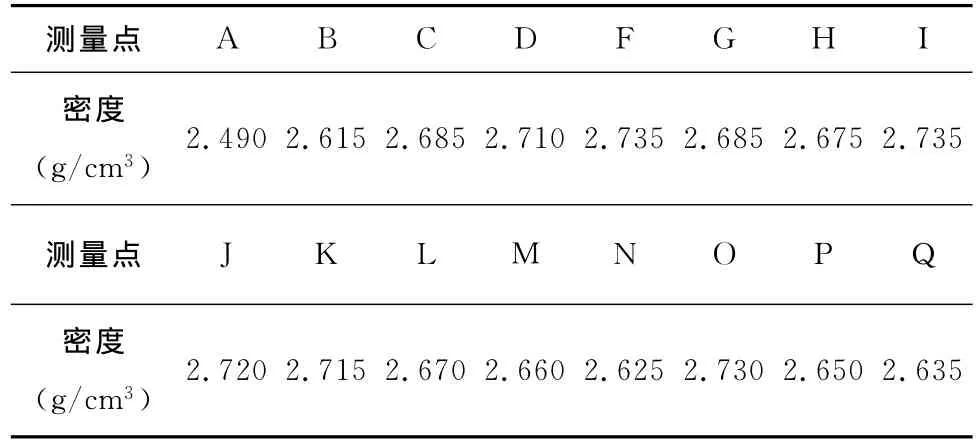
表1 高温高压作用后叶蜡石不同区域取样点密度测量值Table 1 Densities of samples at different areas of the pyrophyllite after HT/HP
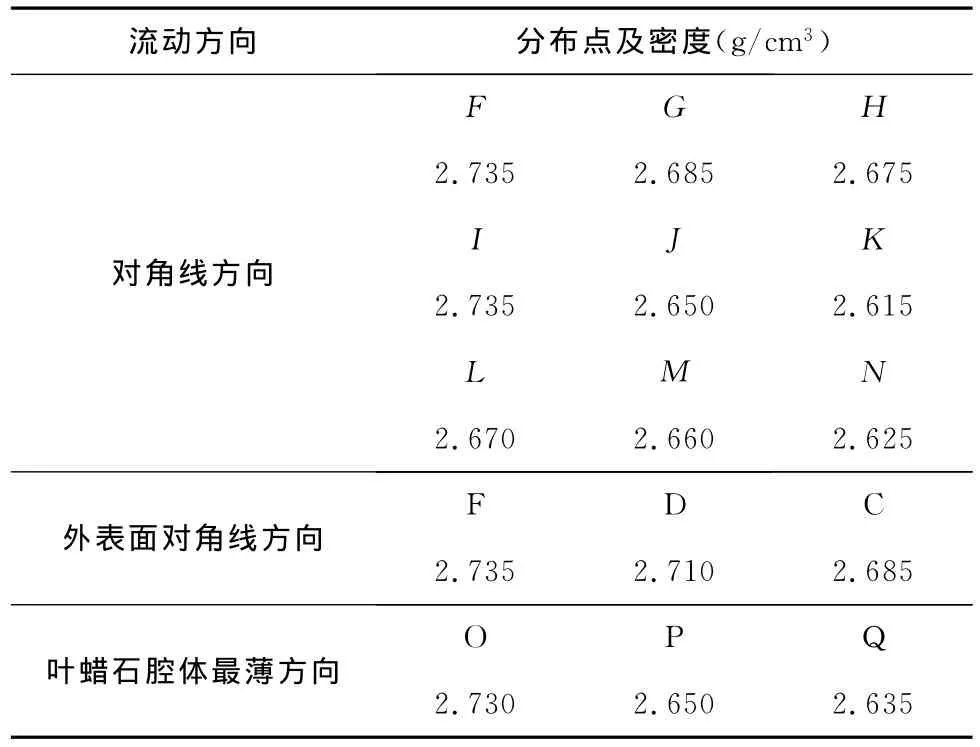
表2 叶蜡石不同流动方向的密度变化Table 2 Density changes of different flow direction of pyrophyllite
从表2的数据可以看出,在叶蜡石块对角线方向ρ(F)>ρ(G)>ρ(H),ρ(L)>ρ(M)>ρ(N),ρ(I)>ρ(J)>ρ(K),在叶蜡石腔体最薄方向上ρ(O)>ρ(P)>ρ(Q),其各方向测量点的密度都是由叶蜡石块外面向内部逐渐减小。说明叶蜡石在高温高压合成金刚石过程中,合成块在同一水平面上始终有从外部向内部流动的趋势,以便于合成过程的补压。压力由顶锤从叶蜡石外表面向叶蜡石层内部传递过程中,叶蜡石结构两Si-O四面体与Al-O(OH)八面体层间滑移以及叶蜡石颗粒之间发生位移、转动存在内摩擦力,特别是高压作用下叶蜡石晶格被压缩也会吸收一部分压力,这些因素都会导致叶蜡石从外到内传压时的压力损失,压力从外到内逐渐减小,从而造成靠近硬质合金顶锤面的叶蜡石密度高,而靠近合成腔体的内层叶蜡石密度低。同时我们通过表2的测试数据分析发现,这几组方向的密度变化虽然有从叶蜡石外部向内部由大变小的规律,但各个数据之间差距不是很大,密度变化小。这说明叶蜡石从外部到内部压力梯度也不是很大,说明叶蜡石的传压性能较好。
从表2的上述数据还可分析看出,在三组叶蜡石块对角线方向的中间和内部相应点的密度变化规律相同,均为 ρ(G)>ρ(M)>ρ(J),ρ(H)>ρ(K)>ρ(N),与上、下顶锤接触的相应点的叶蜡石密度高,中间点的密度低。这与一般粉末体双向压制方式的密度分布规律相同[13],说明合成块在同一垂直平面内也有从外部向内部流动的趋势,亦即叶蜡石在金刚石合成过程始终有从外部向内部流动的趋势。而三组叶蜡石块对角线方向的顶角处相应点的密度变化规律却不同,ρ(F)= ρ(I)>ρ(L),即下面顶角点的密度最小。这可能与上下顶锤的活塞重量造成的上下硬质合金顶锤面接触的叶蜡石的压力差异有关。这一点可进一步从ρ(G)>ρ(M),ρ(H)>ρ(K)中证实。据此,我们可基本判断在同一垂直平面内虽然叶蜡石也有从外部向内部流动的趋势,但同时还存在从上向下流动的趋势。由于六面顶压机上下顶锤压力不对称而造成的叶蜡石从上向下流动的趋势,可能会造成叶蜡石上部的密封边与下部密封边厚度差异,使叶蜡石上部密封边可能成为叶蜡石高压密封的最薄弱环节。这可能是金刚石合成过程中叶蜡石上部密封边发生“放炮”几率高的原因所在。
在与顶锤接触的叶蜡石外表面对角线方向,由表2中的数据明显可以看出ρ(F)>ρ(D)>ρ(C),似乎叶蜡石的流动趋势应由叶蜡石密封边根部流向叶蜡石外表面中心位置,实则不然,因为F点靠近密封边,而密封边的另一端是自由端,压力最低,密度也最低,这一点由ρ(F)>ρ(A)可以看出,流动趋势应该是从叶蜡石外表面中心流向顶角处。那么是什么原因造成叶蜡石顶角处密度ρ(F)最大呢?我们分析认为这是在顶锤之间的叶蜡石密封边已建立起高压密封情况下造成的。因为在这种情况下,叶蜡石腔体的补压过程类似于一般粉末体双向压制过程[13],顶锤锤面中心的叶蜡石向顶锤边流动,而此时密封边已封住,阻碍了流过来的叶蜡石继续向密封边流动,其结果造成顶锤面中心叶蜡石密度低而靠近密封边处或顶角处附近的叶蜡石密度升高。
此外,我们也还发现在密封边位置ρ(B)>ρ(A),密封边中部密度大于密封边边缘处密度,此时叶蜡石有从密封边中部向顶角处流动的趋势。由此判断叶蜡石顶角处的密封性最差,因而三顶锤接触处的叶蜡石密封边是叶蜡石高压腔体的密封薄弱环节,腔体内高温气体或液体特别容易通过该位置流出造成“放炮”。因此,应当根据叶蜡石的流动规律设计叶蜡石块的尺寸,保证叶蜡石块向密封边适量流动,从而使叶蜡石腔体在建立起高压密封的同时,又能使叶蜡石腔体因腔体内部金刚石高压合成中体积收缩可以通过外部补压产生叶蜡石内部的合理流动。
3 结论
通过对高压高温作用后叶蜡石不同区域密度的测试分析,以及对叶蜡石在高温高压下流动规律的研究,得出以下结论:
(1)高温高压合成金刚石的高压建立以后,压力在叶蜡石中传递时有一定损失,造成靠近硬质合金顶锤的叶蜡石密度高,内层叶蜡石密度低,叶蜡石有从外部向内部流动的趋势。
(2)上下锤加热时叶蜡石上部密度大于下部密度,这是六面顶压机上下顶锤压力不对称而造成的,合成过程中叶蜡石有从上向下流动的趋势,这可能会造成叶蜡石上部的密封边变薄、密封性能变差,从而导致叶蜡石上部密封边发生“放炮”几率增高。
(3)与顶锤接触的叶蜡石表面中心位置密度小,三顶锤交点处密度大,叶蜡石表面有从中心位置向密封边以及顶点流动的趋势。叶蜡石密封边中部密度大于顶角处密度,密封边有从中部向顶角处流动的趋势。因此叶蜡石顶角处的密封性最差,是叶蜡石高压腔体的密封最薄弱环节,容易造成“放炮”。
(4)叶蜡石密度最高部位不是通常所认为的与硬质合金顶锤接触的叶蜡石表面的中心位置,而是与三顶锤接触的叶蜡石顶角位置附近区域。这是在顶锤之间的叶蜡石密封边已建立起高压密封情况下造成的。
[1]陶知耻.传压介质——叶蜡石及其在超高压高温下的密封机理[J].超硬材料与工程,1995(2):5-11.
[2]杨炳飞,岳铁兵.我国传压、密封介质研究现状及进展[J].超硬材料与工程,2005(3):43-45.
[3]杨炳飞,冯安生,岳铁兵,刘杰.叶蜡石在高压合成中作为密封传压介质的应用研究[J].矿产综合利用,2006(1):35-38.
[4]H.T.HaII.Rev.Sci.Instrum,1958,(29):267-275.
[5]H.T.HalI.Rev.sci.Instrum,1960,(31):125-131.
[6]W.B.wiIson.Rev.sci.Instrum,1960,(31):331-333.
[7]J.G.Houck and U.O.Hutton,High Pressure Measurement(Butter worths &Co.,London,1983),p.221.
[8]陈全庆,卢星,王幼文.叶蜡石加热过程相变的电子显微镜研究[J].硅酸盐学报,1988,16(5):385-392.
[9]郝兆印,贾攀,卢灿华,等.高温高压条件下叶蜡石的相变[J].金刚石与磨料磨具工程,2003(3):59-63.
[10]陈启武,邓福铭,熊湘君.超高压技术研究[J].矿冶工程,2001,21(1):62-65.
[11]徐国平,郑日升,梁红原.叶蜡石的矿物成分对合成金刚石的影响[J].金刚石与磨料磨具工程,2005(2):64-66.
[12]李启泉,彭振斌,陈启武.叶蜡石在合成金刚石中的流动规律及行为分析[J].超硬材料工程,2006,18(2):10-13.
[13]王盘鑫.粉末冶金学[M],北京:冶金工业出版社,2006.
